
Bearbeitung mit großem Überhang – Überlegungen

Bei der Bearbeitung mit großen Überhängen treten ab einem Werkzeugdurchmesser von 4×D, häufig Vibrationen auf. Vibrationen lassen sich bei Zerspanungsvorgängen nicht völlig vermeiden, aber sie können auf unterschiedliche Weise reduziert werden.
Schwingungsgedämpfte Bohrstangen

Vibrationen sind häufig der limitierende Faktor im Bestreben, eine höhere Produktivität der Maschine zu erzielen, z. B. durch erforderliche Verringerung der Schnittgeschwindigkeit, Vorschub und Schnitttiefe. Der Dämpfungsmechanismus im Werkzeugkörper der Bohrstangen trägt zu einer effektiven Minimierung der Vibrationen bei.
Durch den Einsatz schwingungsgedämpfter Werkzeuge sind Sie in der Lage, Schnittparameter zu erhöhen und gleichzeitig einen sicheren und vibrationsfreien Bearbeitungsprozess mit engen Toleranzen, guter Oberfläche und einer sehr viel höheren Zerspanungsrate zu fahren, was sich am Ende in geringeren Stückkosten niederschlägt.
Die Mehrheit nutzt schwingungsdeämpfte Bohrstangen für lange Überhänge und schlechte Zugänglichkeit. Große Produktivitätssteigerungen und bessere Oberflächengüte können jedoch auch mit kürzeren Überhängen erreicht werden (größer als 4 x D).
Ob Sie nun die Zerspanungsrate erhöhen, die Oberflächengüte verbessern, den Bearbeitungsprozess sicherer machen oder Ihre Produktionskosten verringern - in jedem Fall werden Sie die geräuscharmen Prozessabläufe genießen.
Überlegungen zu Zylinderschäften
- Bei Haltern mit einer Spannlänge von mindestens 4×D eine geschlitzte Bohrstange verwenden – vorzugsweise mit CoroChuck® 935
- Wählen Sie eine Aufspannung mit geschlitztem Aufsatz am Sattel für mindestens 4 x D
- Das Drehmoment der Bohrstange muss berücksichtigt werden
- Gegebenenfalls ist je nach Durchmesser/Überhang ein Ausgleichsgewicht erforderlich

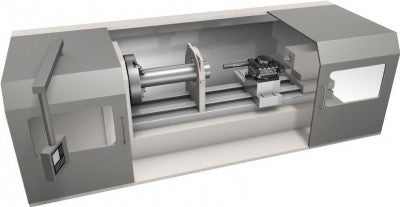
Bearbeitung mit großem Werkzeugüberhang in Flachbettdrehmaschinen
In Flachbettdrehmaschinen ist die Innenbearbeitung mit einer Lünette und langen Bohrstangen eine typische Anwendung. Schwingungsgedämpfte Bohrstangen zur Minimierung Vibrationen reduzieren den Bedarf an speziellen Bohrköpfen mit Führungsleisten. Schwingungsgedämpfte Bohrstangen lassen sich in den Revolver oder in die Reitstockposition montieren.
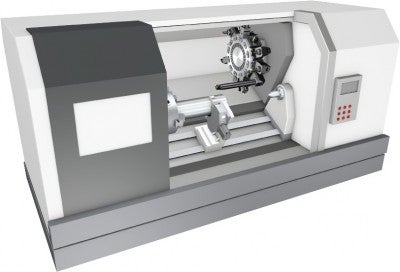
Bearbeitung mit großem Überhang in Drehzentren
In Drehzentren erzeugen lange Bohrstangen zusätzliche Probleme hinsichtlich Vibrationen sowie Kollisionsrisiken, wenn andere Werkzeuge verwendet werden. Durch den Einsatz schwingungsgedämpfter Bohrstangen können diese potenziellen Probleme in einen wettbewerbsfähigen Vorteil umgewandelt werden.
Für lange Bohrstangen ist die größtmögliche Coromant Capto® Größe zu wählen, um maximale Stabilität vom Kupplungsflansch zu erhalten. Externe Spanneinheiten müssen nicht die gleiche Größe haben, da sie ohnehin unterschiedliche Werkzeuge sind.
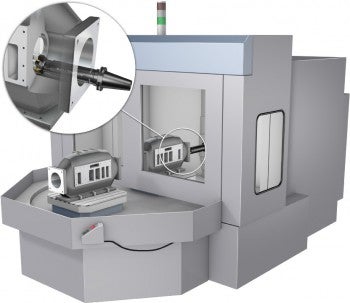
Bearbeitung mit großem Überhang in horizontalen Multi-Task-Maschinen
Normalerweise werden auf größeren horizontalen Multi-Task-Maschinen lange Bohrungen hergestellt. Maschinen haben separate Ladestationen für längere Bohrstangen übernommen, die ein normales Magazin nicht bewältigen kann. Diese Bohrstangen sind auch mit automatischem Werkzeugwechsel für unterschiedliche Schneidköpfe erhältlich, die im normalen Magazin gelagert werden.

Bearbeitung mit großem Überhang in Bearbeitungszentren
Durch diese modularen Lösungen ist es ganz einfach, mithilfe einer Kombination aus zwei Längen von Maschinenschnittstellenadaptern sowie drei Längen an schwingungsgedämpften Fräsadaptern die optimale Länge zu finden.
Beim Einsatz eines Fräsers mit Dämpfungsfunktion sind drei Faktoren für genügend Freiraum zu berücksichtigen.

a

b

c
a) Komplettwerkzeug mit Übermaß-Fräser: Durchgehender Freiraum
b) Komplettwerkzeug mit langem konischen Schaftfräsadapter: Freiraum entlang des konischen Teils:
c) Komplettwerkzeug mit normalem Fräser: Kein Freiraum
| Schaftdurchmesser, mm (Zoll) | Übermaß-Fräser- durchmesser, mm (Zoll) | |
| C3 | 32 (1.260) | 36 (1.417) |
| C4 | 40 (1.575) | 44 (1.732) |
| C5 | 50 (1.968) | 54 (2.126) |
| C6 | 63 (2.480) | 66 (2.598) |
| C8 | 80 (3.150) | 84 (3.307) |
| Nominaler Fräser- durchmesser mm (Zoll) | Schaftdurchmesser, mm (Zoll) | |
| C4 | 40 (1.575) | 38 (1.496) |
| C5 | 50 (1.968) | 47.5 (1.870) |
| C6 | 63 (2.480) | 60 (2.362) |
| C8 | 80 (3.150) | 76 (2.992) |
| C10 | 100 (3.937) | 95 (3.740) |
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Werkzeugspannung
Der Erhalt einer guten Qualität beim Drehen hängt überwiegend vom Werkzeugsystem... chevron_right
Silent Tools™ zum Aufbohren
Vibrationsprobleme treten sehr häufig beim Aufbohren, aber auch bei anderen Anwendungen... chevron_right
Drehen
Produktüberblick Die Auswahl der Bohrstange hat einen großen Einfluss auf die Wirtschaftlichkeit... chevron_right
Grundlagen
Ein schwingungsgedämpftes Werkzeug verfügt im Inneren über ein voreingestelltes,... chevron_right
