
Szerszám-kiegyensúlyozás és fordulatszám
A növekvő forgácsolási sebességek és a nagyobb kiegyensúlyozási igények együttese miatt szigorúbbak a kiegyensúlyozási feltételek a teljes szerszámrendszer (géporsó, befogóberendezés és szerszámrendszer) számára.
Szerszám-kiegyensúlyozási követelmények
Az ISO 1940-1 szerinti kiegyensúlyozást gyakran fokozzák a következő jobb kiegyensúlyozási fokozattal (pl. G 2,5 nem pedig G 6,3). Amellett, hogy ez technikailag gyakran nem szükséges és magas költségekhez vezet, számos esetben nem is megvalósítható.
Egy másik szempont az orsóterhelés kiegyensúlyozatlanság miatt minősítésénél, hogy a dinamikus forgácsolóerők (pl. egy marószerszám megszakított forgácsolása miatt) gyakran jelentősen magasabbak, mint a megengedett maradék kiegyensúlyozatlanságok miatti centrifugális erők. A kiegyensúlyozatlanság egy sebességharmonikus gerjesztésként hat a gépszerkezetre, a gerjesztett erő nagysága a kiegyensúlyozatlanságtól és a fordulatszámtól függ.
Az ISO 1940-1 szabványban (pl. elektromotoros rotorok stb.) meghatározott merev rotorok kiegyensúlyozási minőségi követelményei nem alkalmazhatók megfelelően ezekre a teljes rendszerekre, mivel a géporsók, a befogóeszközök és szerszámok alapvetően különböző jellemzőket mutatnak:
- A szerszámgéporsók, befogóeszközök és szerszámok eltérő rendszerek (pl. a szerszámcsere alapján megmunkálóközpontokban)
- A radiális és a ferde befogási pontatlanságok következtében az orsón belüli ismételt szerszámcsere eltérő kiegyensúlyozási feltételeket eredményez a teljes rendszerekre vonatkozóan
- Az egyes alkatrészek illesztési tűrései (orsó, befogóeszköz és szerszám) határokat szabnak a kiegyenlítési folyamatnak
A szerszámrendszer és a szerszámgéporsó közötti befogási pontatlanságok korlátozzák a kiegyensúlyozási feltételek ismételhetőségét, és ennek figyelembevételével a forgószerszámos rendszerek kiegyensúlyozási követelményeinek számításba kell venniük az összes lényeges paramétert. A fő cél az egyensúlyhiánnyal kapcsolatos gépi rezgések és rendszerterhelések, valamint a folyamatzavarok korlátozása.
A fenti körülmények új megközelítést alakítanak ki a forgószerszámos rendszerek kiegyensúlyozására vonatkozó követelmények meghatározásához. Az ISO 16084 szabvány olyan követelményeket tartalmaz a forgó szerszámrendszerek kiegyensúlyozására, amelyek figyelembe veszik a szerszám kiegyensúlyozatlanságából eredő tényleges terhelést az orsócsapágyakon.
Az ISO 16084 előírja, hogy a kiegyensúlyozatlanság miatti csapágyterhelés nem haladhatja meg a csapágyak dinamikus teherbírásának 1%-át. Ebben a szabványban minden megengedett maradék kiegyensúlyozatlanság g.mm-ben van feltüntetve, és nem tartoznak egy adott ISO 1940-1 (merev rotorok kiegyensúlyozási minőségi követelményei) szerinti G-osztályhoz.
Szerszám-kiegyensúlyozási elv
A forgórészek kiegyensúlyozatlanságát a tervezés, az anyag, a gyártás és az összeszerelés okozhatja. Minden forgórész egyedi kiegyensúlyozatlanság-eloszlással rendelkezik a hossza mentén, még a sorozatgyártásban is.
A kiegyensúlyozás olyan eljárás, amely során a forgórész tömegeloszlását ellenőrzik, és szükség esetén módosítják. Erre azért van szükség, hogy az orsócsapágyakra ható kiegyensúlyozatlansági erő az üzemi sebességen a csapágy teherbírásán belül legyen, és azért is, hogy a futófelületek rezgése a megadott értékeken belül maradjon. A tengelycsapok rezgése is szabályozott, hogy a megadott frekvencia határokon belül legyen.
Kiegyensúlyozatlanság, U (g.mm)
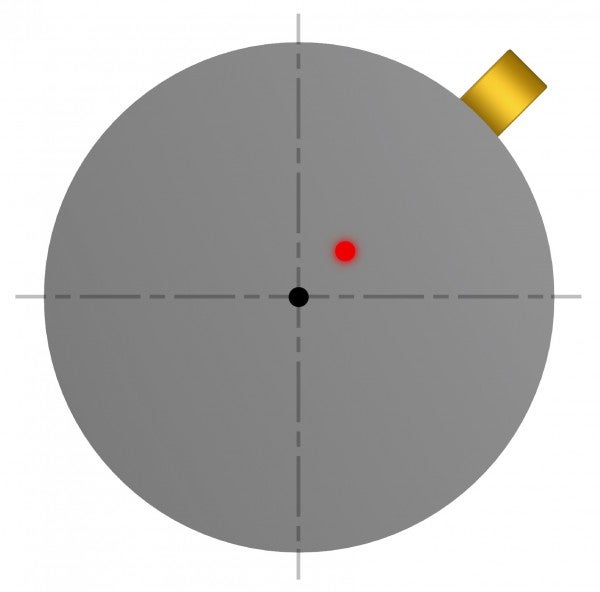
Annak mértéke, hogy mennyi aszimmetrikus elosztott tömeg tér el radiálisan a forgástengelytől, lásd az alábbi ábrát.
U = m x e
Excentricitás, e (µm)
A forgástengely és a súlypont közötti távolság, lásd az alábbi ábrát.
e = U/m
Kiegyensúlyozatlansági erő, F (N)
A kiegyensúlyozatlanság centrifugális erőt gerjeszt, amely lineárisan nő a kiegyensúlyozatlansággal, és négyzetesen nő a fordulatszámmal, lásd a centrifugális erőt az alábbi ábrán.
F = U × ω2
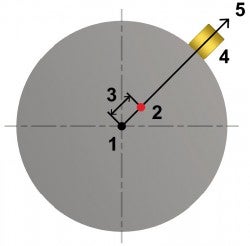
Szerszám-kiegyensúlyozási elv
- Forgástengely
- Tömegközéppont
- Excentricitás
- Nem szimmetrikusan elosztott tömeg
- Centrifugális erő
Ellensúly
A nem kívánt centrifugális erők ellensúlyozására anyag távolítható el vagy adható hozzá, amely segít a súlypontot a forgástengely felé elmozdítani, lásd az alábbi ábrákat.
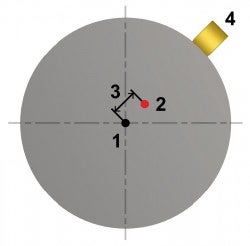
Kiegyensúlyozatlanság
- Forgástengely
- Tömegközéppont
- Excentricitás
- Nem szimmetrikusan elosztott tömeg
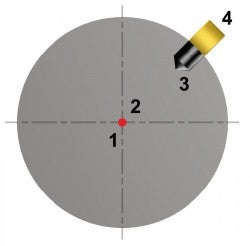
Fúrt kompenzációs furattal ellensúlyozott
- Forgástengely
- Tömegközéppont
- Fúrókompenzációs furat
- Nem szimmetrikusan elosztott tömeg
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Kiegyensúlyozottsági osztály az ISO 1940-1 szerint (G)
Ha ISO 1940-1 szerint egyensúlyoz ki egy szerszámot G 2.5 osztályban, 20 000 ford/perces fordulaton, a megengedett kiegyensúlyozatlanság 1 g.mm/kg, lásd az alábbi ábrán. Egy kis Sandvik Coromant matrica például 4 g.mm-nek felel meg. Az ISO 1940/1 szabvány több kiegyensúlyozatlanságot enged meg nehezebb szerszámtartókon, mint a könnyebbeken, azonos fordulatszám mellett. Az eltérő kiegyensúlyozatlanság eltérő erőket generál, ahol nem érhető el konzisztens rendszerterhelés.
Az ISO 1940/1 szerint (Kiegyensúlyozottsági követelmények forgórészekre állandó (merev) állapotban) a G egy forgó test kiegyensúlyozottságának minőségi mértéke. A G a tangenciális sebesség a súlypontban a fordulatszámhoz képest. A G a fordulatszámtól (n), a test súlyától (m) és a kiegyensúlyozatlanságtól (U) függ. A G osztály nem megállapítható a fordulatszám ismerete nélkül.
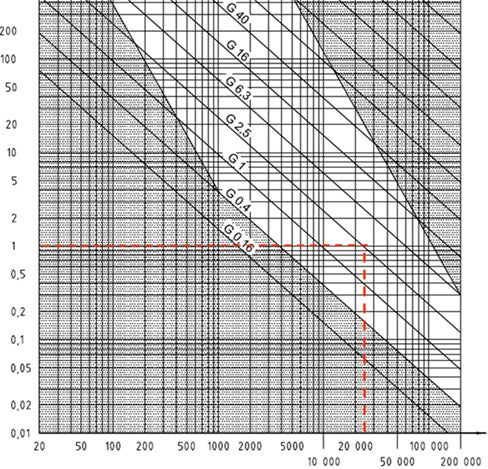
Megengedett maradék fajlagos kiegyensúlyozatlanság különböző ISO 1940-1 G-osztályokhoz
X tengely: Üzemi fordulatszám n, ford/perc
Y tengely: Megengedett maradék fajlagos kiegyensúlyozatlanság, eper, g.mm/kg
Számítási példa ISO 1940-1
Coromant Capto® C4 szerszámtartó

- Egyensúlyosztály: G2.5 20 000 ford/perc mellett
- Szerszámtömeg: 1,0 kg
- Egyensúlyosztály-egyenlet
- Excentricitás = kiegyensúlyozatlanság/szerszám tömege

A Sandvik Coromant matrica 4 g.mm-nek felel meg
Kiegyensúlyozás az ISO 16084 szerint
Kifejezetten a nagy sebességű forgácsolószerszámok alkalmazásához készített szabvány. Az ISO 16084 szabvány azt jelenti, hogy a forgó szerszámrendszer olyan módon kiegyensúlyozott, amely figyelembe veszi az orsócsapágyak tényleges terhelését, nem használja a különböző G-osztályokat, hanem ehelyett az elfogadott kiegyensúlyozatlanságra (U) ad meg konkrét értékeket g. mm-ben.
Mivel az ISO 16084 csak a nagysebességű forgácsolószerszámok alkalmazásához készült, a régi ISO-szabványhoz képest számos új paramétert vezet be. Ez lehetővé teszi a realisztikusabb kiegyensúlyozatlansági követelmények kialakítását egy szerszámrendszerre vonatkozóan. Amint említettük, a kiegyensúlyozatlansági követelmények az orsócsapágyakra ténylegesen ható terhelés nagyságából származnak, ez az egész szabvány alapja. Az alábbiakban látható az ISO 16084 szabvány alapvető egyenlete.

Lépésenkénti számítási útmutató
- Határozza meg, hogy melyik orsócsatlakozó megfelelő (egyedi definiált paraméterekkel rendelkezik). Pl. Coromant Capto® C4 vagy HSK-A63
- Határozza meg, hogy milyen típusú megmunkálást kell végezni Standard megmunkálás (fBAL = 0,8)Finommegmunkálás (fBAL = 0,2)
- Adja meg a szerszám specifikus paramétereit Szerszámtömeg (mt)Hossz a tömegközéppontig (LCG)A szerszám forgási sebessége ford/perc egységben (n)
- Számítsa ki a megengedett legnagyobb kiegyensúlyozatlanságot (USTAT,PER)
Számítási példa ISO 16084
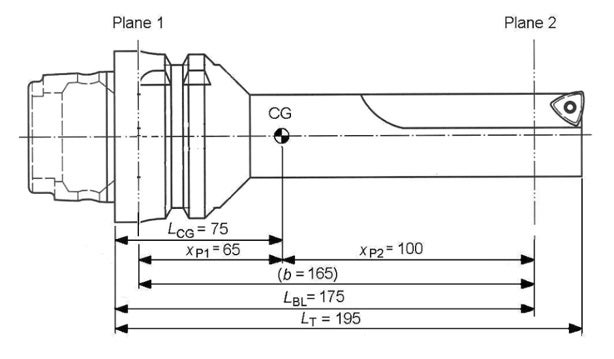
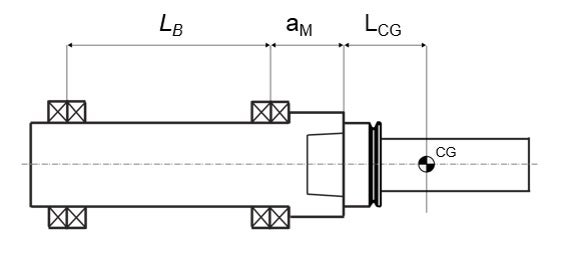
- Orsócsatlakozó azonosítása: HSK-A63 Cdyn = 25 000 N (legnagyobb csapágyterhelés)Am = 50 mm (orsóorrcsapágy)Lb = 415 mm (a csapágyak közötti hosszúság)Es = 2,00 μm (illesztési pontatlanság, szerszámszár)UBM,TOL = 0,75 g.mm (kiegyensúlyozási tűrés, gép)
- Meghatározott megmunkálás: Finommegmunkálás, fbal = 0,2
- Specifikus paraméterek mt = 1,4 kgForgási sebesség, n = 3500 ford/percLCG = 75 mm
- USTAT,PER = 282 g.mm
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Függőleges esztergák
A függőleges esztergagépek (vagy VTL-k) az egyik legáltalánosabb géptípus. Ideálisak... chevron_right
Simító kiesztergálás
A finomkiesztergálási műveletek során egy meglévő furatot fejeznek be, szigorú furattűréssel,... chevron_right
CoroMill® MH20
A nagy előtolású marási műveletekhez alkalmas sokoldalú koncepció segít a szerszámok... chevron_right
Csúszófejes gépek
A csúszófejes gépek páratlan teljesítményt nyújtanak kisebb volumenű alkatrészek... chevron_right
