
Simító kiesztergálás
A finomkiesztergálási műveletek során egy meglévő furatot fejeznek be, szigorú furattűréssel, megfelelő pozícióval, kiváló felületi minőséggel. A megmunkálást kis fogásmélységgel végzik, általában 0,5 mm (0,020 col) alatt.
Egyélű kiesztergálás használatos a simítási műveletekhez kis fogásmélységgel, ha szigorú tűrés (IT6 - IT8) vagy kiváló felületi minőség szükséges. A finomkiesztergáló szerszám átmérője mikron pontossággal beállítható egy precíziós mechanizmussal. Egyélű kiesztergálás alkalmazható nagyoló kiesztergáló szerszámmal IT9 vagy szigorúbb tűrésű furatok simításához.
Visszasüllyesztés

A visszasüllyesztés lehetővé teszi egy furat megmunkálását olyan vállal, amely a másik irányból nem elérhető. A visszasüllyesztéssel optimalizálható egy vállas furat koncentrikussága is, mivel az egész furat egyetlen pozícióból munkálható meg.
Megjegyzés: Győződjön meg arról, hogy a kiesztergáló szerszám átfér a vállas furaton és hogy a szerszám eleje nem ütközik a munkadarabba. Visszasüllyesztés során a kiesztergáló szerszám úgy van konfigurálva, hogy átférjen egy DC/2 + BD1/2 minimum átmérőjű furaton.
Szerszámbeállítás visszasüllyesztéshez:
- Vegye ki a hernyócsavart a felső hűtőfolyadék-kivezetésből és csavarja be az alsóba.
- A megfelelő hűtőfolyadék-pozíció eléréséhez (a legkisebb szerszámméretekhez a hernyócsavar nem helyezhető a legalsó kimenetbe)
- Forgassa el a betétet 180°-kal
- Ha szükséges, használjon szánbővítményt
- Fordítsa meg a forgásirányt
Külső furatkiesztergálás

Külső simítási műveletek végezhetők finomkiesztergáló szerszámmal is a szorosabb mérettűrés eléréséhez.
Szerszámbeállítás külső kiesztergáláshoz:
- Fordítsa meg a forgásirányt
- Fordítsa el a fejet 180°-kal
- Vegye figyelembe a lehetséges legnagyobb megmunkálási hosszt l3 és a szerszám külső átmérőjét az ütközés elkerülésére
Külső megmunkálásnál a szán és a finomkiesztergáló fej a munkadarab körül forog, így a súlya miatt nagy centrifugális erőknek van kitéve. Ezért a külső megmunkálás maximális forgácsolási sebességének kiszámításakor arra az átmérőre vonatkozó maximális forgácsolási sebességet kell figyelembe venni, amelynél a fej 180°-ban el van fordítva, azaz ha a szerszám finomkiesztergálásra van konfigurálva.
Számítási példa:
- Megmunkálandó külső átmérő 80 mm (3,15 col)
- A megmunkálható belső átmérő (a szán és fej ezen pozíciójában): 210 mm (8,27 col)
Megjegyzés:Mindig adjon 130 mm-t (5,12 col) a megmunkálandó átmérőhöz a maximális fordulatszámhoz tartozó átmérő kiszámításához - Maximális forgácsolási sebesség belső megmunkálás alapján (ebben a példában a CoroBore® 825 esetében): 1200 m/perc(3937 láb/perc)
- 1200 m/perc (3937 láb/perc) 210 mm (8,27 col) átmérőnél 1820 rpm. Ez azt jelenti, hogy az 1820 ford/perc a maximális fordulatszám, amely ehhez a szán- és fejpozícióhoz használható
- Külső megmunkálás esetén 1820 ford/perc megfelel 460 m/perc (1509 láb) forgácsolási sebességnek 80 mm (3,15 col) átmérőnél.
Lapkaválasztás simítási műveletekhez
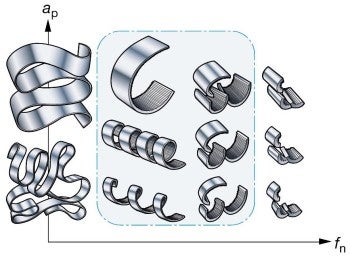
A pozitív lapkák jelentik az elsősorban ajánlott választást minden finomkiesztergálási alkalmazáshoz, mivel alacsonyabb forgácsolási erőt eredményeznek, mint a negatív lapkák. A lapkageometriák nagy választéka kapható.
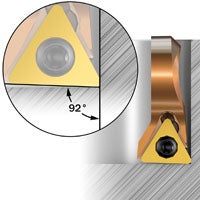
A belépési szögnek finomkiesztergáláskor legalább 90°-nak (0°-os bekezdési szög) kell lennie a radiális forgácsolóerők minimalizálásához és a rezgések elkerülésére.
A Sandvik Coromant legtöbb finomkiesztergáló szerszáma 92°-os belépési szögű (-2°-os bekezdési szög), így lehetővé teszik a vállak és zsákfuratok megmunkálását a teljes forgácsolóél fogásba vétele nélkül.
További információk a megfelelő esztergálólapka kiválasztásáról.
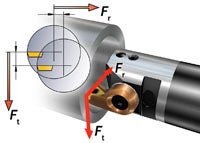
Forgácsolóerők simító kiesztergálásnál
Amikor a szerszám fogásban van, a forgácsolóerő tangenciális és radiális komponensei megpróbálják elhajlítani a szerszámot a munkadarabtól. A tangenciális komponens lefelé hajlítja a szerszámot, a középvonaltól elfelé. Eközben a szerszám hátszöge csökken.
A radiális kihajlás azt jelenti, hogy a fogásmélység és a forgácsvastagság kisebb lesz, ez pedig növeli a rezgési hajlamot.
Kiegyensúlyozás simító kiesztergálásnál
A kiegyensúlyozatlanság, amelyet a nem szimmetrikus szerszám vagy nagy ütés okoz, a kiesztergáló szerszámra ható erőt generál. A legtöbb alkalmazásban a kiegyensúlyozatlanság által okozott erő elhanyagolható a forgácsolóerőkhöz képest.
Nagy sebességeknél, különösen nagyobb túlnyúlásoknál, a kiegyensúlyozatlanság rezgésekhez vezethet, ezért hatással lesz a furatminőségre.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Szerszám lehajlása
A forgácsolóerő tangenciális és radiális komponenseinek nagyságát befolyásolja a fogásmélység, a csúcssugár és a belépési szög.
A radiális irányú elhajlás befolyásolja a megmunkált furat átmérőjét. A tangenciális elhajlás a lapka forgácsolóélét befolyásolja, lefelé hajlik a középvonaltól eltávolodva. Kövesse ajánlásainkat a radiális elhajlások kompenzálása érdekében. A Sandvik Coromant finomkiesztergáló szerszámai beállító mechanizmussal rendelkeznek, amelyekkel az átmérő 2 μm (0,0787 μcol) pontossággal beállítható.
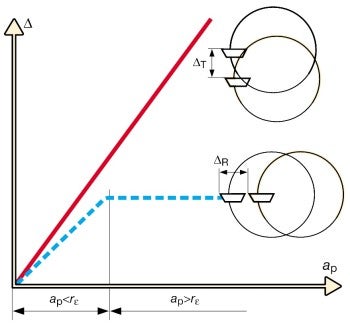
X tengely: Fogásmélység
Y tengely: Elhajlás
Vörös vonal: Tangenciális elhajlás
Kék vonal: Radiális elhajlás
Alkalmazási ellenőrző lista finomkiesztergáláshoz


- Válassza a lehető legnagyobb csatlakozóméretet vagy rúdátmérőt
- Biztosítsa a megfelelő forgácskezelést. A rövid/edződött forgácsok rezgésekhez vezethetnek, a hosszú forgácsok pedig ronthatják a felületi minőséget vagy a lapka tönkremenetelét okozhatják.
- Válassza ki a lehető legrövidebb kinyúlást, használjon csillapított kiesztergálókéseket a csatlakozó méretének négyszeresénél hosszabb kinyúlások esetén.
- A nagyobb lapkacsúcssugár (RE) javítja a folyamatbiztonságot és jobb felületi minőséget tesz lehetővé, azonban rezgéseket okozhat. A 0,4 mm-nél (0,016 col) nagyobb csúcssugarak használata nem ajánlott. 0,2 mm-es (0,008 col) csúcssugár ajánlott, ha kis átmérőkhöz használ kiesztergálókést
- A vékony bevonatú vagy bevonat nélküli lapkák normál esetben kisebb forgácsolóerőket generálnak, mint a vastag bevonatúak. Különösen fontos, ha a szerszámhossz/átmérő arány nagy.
- Az éles forgácsolóél normál esetben javítja a furatminőséget a minimális rezgési hajlam miatt
- A nyitott forgácstörővel rendelkező geometria gyakran előnyösebb lehet
- Válasszon egy lágyan forgácsoló lapkát a jó felületi minőség elérése érdekében (nem ajánlott instabil körülményekhez vagy nagy kinyúlásokhoz)
- A forgácsolóél nem megfelelő fogása súrlódás okozta rezgést eredményezhet a forgácsolás során.
- A forgácsolóél nagyobb igénybevétele (nagyobb fogásmélység és/vagy előtolás) növeli a rezgési hajlamot a szerszám kihajlása miatt
- A nagyobb szívósságú lapkatípusok jobban alkalmazhatók egyes műveletek során a forgácsfeltapadás vagy rezgések elkerülésére
- Amikor szoros tűrésű furatokat hoz létre, mindig gondoskodjon arról, hogy a végleges beállítás a lyuk átmérőjének mérése után történik, miközben a szerszám még a géporsóban van. Ez kompenzálja az előbeállító és a szerszámgép orsója közötti beállítási különbségeket, a radiális kihajlásokat és a lapkakopást
- A kiesztergáló szerszámot és a munkadarabot megfelelően fogja be.
- Kenőfolyadékkal javítható a forgácseltávolítás, az éltartam és a furatgeometria
- Moduláris rendszer kis átmérőkhöz A harmadik fogás során kialakul a belső átmérő és a sarokrádiusz. A kúpos tömör keményfém szár 6xD túlnyúlásig választható.Hengeres szár esetén a legjobb egyenességet a rövid túlnyúlások adjákVálasszon nehézfém szárakat a legjobb stabilitás és a kisebb rezgési hajlam érdekében rövid kinyúlásoknálVálasszon nagy pontosságú hidraulikus tokmányokat a legjobb stabilitás és folyamatbiztonság érdekében

Lásd még: A kiesztergálás alkalmazása általános ajánlásokhoz.
Az ajánlott meghúzási nyomatékhoz lásd az alábbi kezelési utasítást.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Kiesztergálás
A kiesztergálás olyan megmunkálási eljárás, amelynek során egy meglévő furatot nagyobbítanak,... chevron_right
Fine boring head
A sokoldalú 391.37A/B rendszer finomkiesztergáláshoz és homlokbeszúráshoz is használható.... chevron_right
Fúrás sugárirányban beállított fúróval
A fúrás sugárirányban beállított fúróval csak váltólapkás fúróval lehetséges. A... chevron_right
Nagyoló kiesztergálás
A nagyoló kiesztergálás a fémeltávolításra összpontosít, és előkészíti a furatot... chevron_right
