
Gyorscserés szerszámmegoldások
Amikor termelékenységről beszélünk, gyakran a fémforgácsolási hatékonyságra gondolunk. Azonban a gépkihasználtság vagy az üzemidő is legalább ilyen fontos.
Gyorscserés szerszámozási megoldással jelentősen növelhető a gépkihasználtság a mérési, összeállítási és szerszámcserélési idő csökkenésének köszönhetően.
Termelékenységi tényezők
A termelékenységet a műszakonként vagy hetente legyártott alkatrészek száma fejezi ki. Fontos tisztában lenni azzal, hogy hol lehet javítani a folyamaton, mielőtt átgondoljuk a megoldásokat. Két fontos tényezőt kell figyelembe venni:
- Fémforgácsolási hatékonyság – ez a fémeltávolítási sebességgel (cm3/perc (col3/perc)) mérhető bármely műveletben
- Gépkihasználtság – ez a gép üzemelési idejének aránya (a gyártás folyamatosságának fenntartása hosszabb ideig)
A gépkihasználtság erősen kötődik a gépkonfigurációhoz és az opciókhoz. Ezt figyelembe kell venni az új gépberuházások előtt, hogy a lehető legjobb technológia kerüljön megvalósításra.
A gyártóüzemekben a gépkihasználtságot rontó tipikus tényezők:
- Kötegelt összeállítás
- Az alkatrész gépben történő mérése
- Szerszámbeállítás a gépen
- Hűtőcső-beállítás
- Kopott szerszámok cseréje
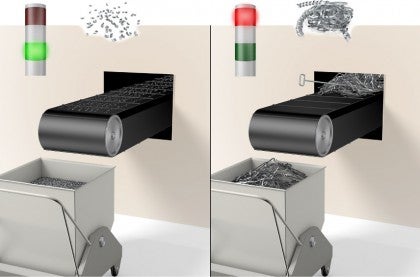
- Forgács eltávolítása a szerszám vagy szállítószalag körül
- Alkatrész-átállás



A szerszámok behelyezése és mérése jelentős hatással van a gépkihasználtságra – a legjobb hasonlat az autóversenyzés, ahol a boxutcában töltött időt kell minimalizálni, és ezért olyan fontos a gépleállások idejének minimalizálása.
A belső hűtőfolyadék-hozzávezetés biztosítja a gép képességeinek kihasználását optimális eredményekkel, a hűtőfolyadék maximális hatású hozzávezetésével a megfelelő forgácskezelés biztosításához.
Gyorscserés szerszámozási előnyök

A CNC-esztergák és a csúszófejes gépek gyors szerszámváltást biztosítanak, de általában kisebb a kihasználtságuk, mint a megmunkálóközpontoknak a szerszámcserélési és összeállítási idő miatt. A manuális gyorscserét ott alkalmazzák, ahol nincs automatikus szerszámcsere (ATC) a gépen, biztosítva a hosszabb üzemidőt. A gyorscserés megoldások számos előnyt kínálnak.
Kisebb kötegelt cserék időben a szerszámkészletekkel
Egy szerszámtípusról az átállási idő egy másikra drámaian csökken.
- Esztergálási szerszámtartók 5–10 percről 30 másodpercre
- A kiesztergáló kések kicsit hosszabb időt igényelnek, mint a száras szerszámok, a középmagasság-beállítás és a hűtőfolyadék miatt
- A gyorscserés szerszámok előnyei még jelentősebbek hosszú kiesztergálókésekkel együtt. Akár 10×D kiesztergálókések is cserélhetők 2 μm-es (78,7 μcol) pontossággal kevesebb mint 1 perc alatt
- Hajtott szerszámok 5–20 percről 30 másodpercre. Normál hajtottszerszám-befogók ER vagy homlokmarók. Az ER max. 25 mm (1 col) átmérőjű szármarókra van korlátozva, ami két külön hajtott szerszámtartót jelent. A Coromant Capto® esetén ugyanaz az egység lefed minden alkalmazást.
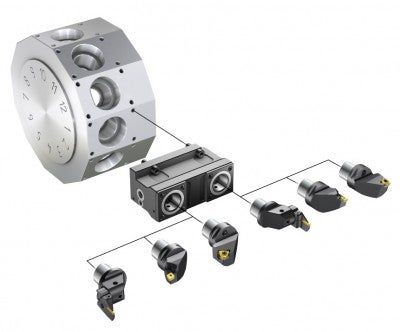
Többféle szerszámhelyzet
Nagyobb számú szerszámpozíció dupla szerszámtartókkal lehetővé teszi a blokk használatát belső és külső műveletekhez is.
A hajtott szerszámtartókkal ellátott esztergaközpontok gyakran korlátozott hellyel rendelkeznek. A dupla befogóegységekkel segédszerszámok vagy nagyobb szerszámválaszték fogható be, csökkentve a szerszámcserélési igényeket többféle alkatrész esetén. A dupla befogóegységek akkor használhatók, ha a gép rendelkezik Y tengellyel, félrevolverrel vagy mellékorsóval.
Kopott szerszám váltási idejének csökkentése
Hajtott szerszámbefogók – a tömör keményfém szerszám minden cseréjekor a szerszámofszetet újra kell kalibrálni. A váltólapkás marók/fúrók esetében több lapkát kell cserélni. A segédszerszám használata és a marószerszám cseréje a gépen kívül sokkal gyorsabb.
Álló szerszámbefogók – a jól hozzáférhető lapkák miatt közvetlenül cserélhető a gépben. A szerszám kiszerelhetősége azonban jobb karbantarthatóságot, helyes befogást biztosít a szerszámhoz, és nem kell váratlan leállásoktól tartani a pótalkatrész-vásárlások miatt.


Hűtőfolyadék-cső beállításának elhagyása
Alkalmazásonként eltérő, de amikor az operátor beállítja a hűtőfolyadék-cső irányát, normál esetben 2-3 próbálkozás is elképzelhető – piros lámpa világít! A gyenge forgácselvezetés is elmozdíthatja a csövet, így gyakran kell beállítani.
Gyorsabb gyártásbeállítás
A „mérőforgácsolás” vagy „mintadarabgyártás” elkerülésével a gyártási sebesség nő, a selejtszám pedig csökken. Egy évre számítva, ha gyorscserét használt, a további legyártott alkatrészek száma és a csökkentett selejtszám jelentős.
- Első tesztalkatrész a nagyobb sorozatgyártáshoz: A szerszámcsere első alkatrésze gyakran selejtezésre kerül, és a szerszámcsere idejét figyelembe kell venni; cserélje ki a szerszámot (tartsa meg a régi ofszetet), végezze el a teljes alkatrész forgácsolását, mérje meg a kész alkatrészt, és állítsa be az ofszetet
- Mérőforgácsolások kis/közepes volumenű gyártáshoz: Egy visszavett ofszetű mérőforgácsolással biztosítható, hogy az alkatrész ne legyen selejt, viszont hosszabb időt vesz igénybe. A szerszámcsere idejét a következőképpen kell figyelembe venni; a szerszám cseréje, az ofszet visszavétele, forgácsolás, mérés és az ofszet beállítása
Ergonomikus és könnyen kezelhető a gépkezelő számára
A gyors cserének sok előnye van az üzemeltető számára, például a gépen kívüli szerszámcsere csökkenti a balesetek, hibák kockázatát, és kevesebbet kell keresgélni az elejtett részeket. Könnyen szabványosítható minden géptípusban.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Gyorscsere csúszófejes gépekben
A csúszófejes gépek kompakt méretei miatt a szerszámcserére szolgáló hely korlátozott. A száras szerszámokat gyakran ki kell szerelni a lapkaváltásához, amely miatt hosszabb a beállítási idő a hagyományos esztergaközpontokhoz képest.
A QS™ befogórendszerrel végzett gyorscsere maximalizálja a hatékony üzemidőt a csúszófejes gépeken a hagyományos szárakhoz képest. A szerszám eltávolítható a gépről lapkaváltáshoz és gyors és pontos visszatéréshez, hogy közvetlenül indítható legyen beállítás/mérés nélkül.

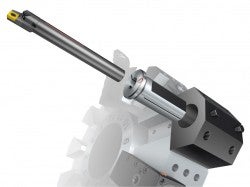
Kiesztergálókések gyors beállítása
A kiesztergálókések beállítása a revolverben hosszabb időt vesz igénybe, mint a száras szerszámoknál, a hossz/középmagasság pozicionálása és a hűtőfolyadéknak a szerszám hátuljába való bekötése miatt.
Az olyan perselyek, mint az EasyFix segítségével gyors és egyszerű módon változtatható a csúcsmagasság, hengeres kiesztergálókések alkalmazása esetén. A perselyekbe szerelt rugós csapok a furatkés egy hornyába pattinthatók be, és garantálják a helyes csúcsmagasságot és így a kiváló minőségű alkatrészeket.
A persely fémbetétes verzióban is kapható nagynyomású hűtőfolyadékhoz, kisebb hűtőfolyadék-nyomások esetén pedig szilikontömítéssel ellátott horonnyal.

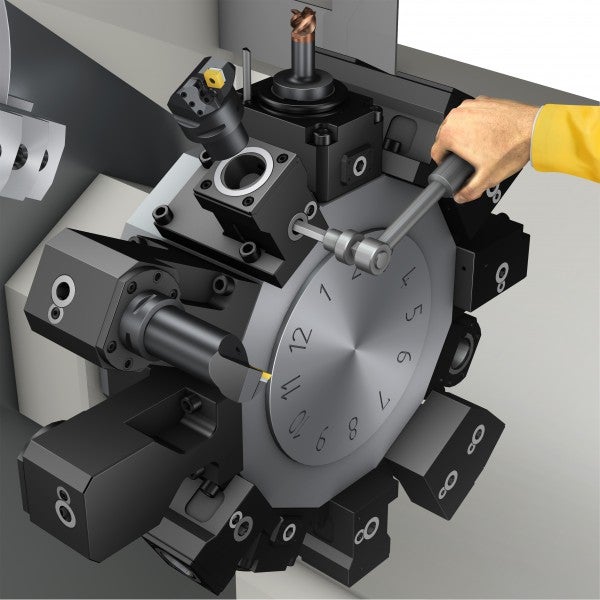
Gyors csere Coromant Capto® megoldással
A Coromant Capto® egy moduláris gyorscserés szerszámkoncepció, amely biztosítja, hogy a gépkihasználtság és a fémforgácsolási hatékonyság is maximális legyen. Az alábbiakban bemutatjuk a Coromant Capto® néhány legfontosabb előnyét.
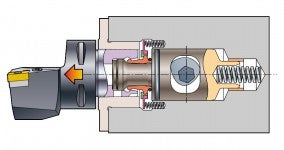
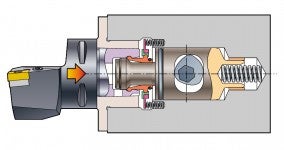
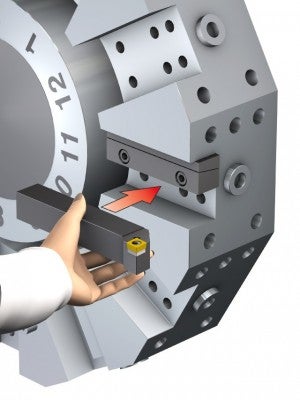
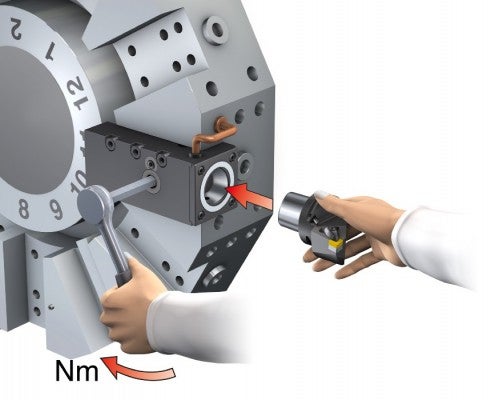
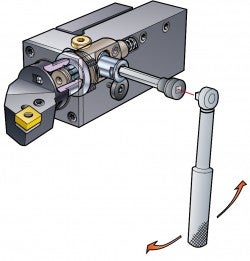
Szegmenses befogás
A vezérműtengellyel működtetett húzórúd zárja a csatlakozást szegmenses befogással, illetve tolja ki a forgácsolófejet. Alig egy fordulat szükséges a kézi szorítóegység zárásához és nyitásához. A vezérműtengely önzáró, ezért megmunkálás közben nem nyílik ki.
Ismételhetőség
A csatlakozó nagy pontossága és önközpontozó funkciója ±2 mikronnál kisebb ismételhető pontosságot biztosít az x, y és z tengelyeken, és ugyanazt a forgácsolóegységet ugyanabban a fogadóhüvelyben.
Ez lehetővé teszi az előbeállítást a gépen kívül a nagy tételű gyártásnál, illetve a szerszámkészletek használatát a tételváltáskor. Mindkettő szükségtelenné teszi a mérőforgácsolásokat, és ezzel nagyobb indítási sebességet és kisebb selejtarányt eredményez.


Nagyobb stabilitás
A stabilitás a hajlítási nyomatékkal és a nyomatékátvitellel mérhető. A kiváló stabilitást eredményező jellemzők:
- Homlok- és kúpérintkezés: Hajlító nyomatékoknak való ellenállás és pontos pozicionálás
- Poligoncsatlakozás: A nagy érintkezési felület laza alkatrészek, csapok vagy reteszek nélkül viszi át a nyomatékot. A nyomatékterhelés szimmetrikusan oszlik el csúcsok nélkül az iránytól függetlenül, mivel a sokszög-alakzat önközpontozza magát a lapkaülék középmagasságának pontos beállításához.
- Nagy szorítóerő: A szegmenses befogás nagy szorítóerőt generál, préses kötést hoz létre, és a hajlító nyomatéknak kétfelületes érintkezés áll ellen a forgácsolás során.


Bővebben a nyomatékátvitelről és hajlítási merevségéről
Szorítóegységek választéka
A C3–C10 mind gyorscseréhez használatos CNC-esztergákon. A méret a gépmérettől és a forgácsolási paraméterektől függ.
A függőleges esztergák száncsatlakozói eltérők, és vagy a manuális szorítóegység-blokkot tartalmazzák Coromant Capto® szorítóegységekkel közvetlenül a szerszámgép gyártójától, vagy külön megrendelhetők speciális blokként.


VDI-DIN 69880


Szár


CBI (felcsavarozható) ;


CDI

Dovetail VDI-DIN 69881

VTL – gépspecifikus


Coromant Capto® befogóegységek felcsavarozható csatlakozókhoz (CBI)
A gépre szabott befogóegységek (MACU) alapfelszereltségként kaphatók sok szerszámgépgyártó saját revolvercsatlakozó-kialakításaihoz.

Automatikus szerszámcsere esztergaközpontokban
Nagyobb függőleges esztergaközpontoknál elérhető az automatikus szerszámcsere-opció olyan kör alakú tárral, amelybe hosszú kiesztergálókések helyezhetők. Ez növeli a szerszámpozíciók számát, növeli a rugalmasságot, és előnyöket biztosít a felügyelet nélküli gyártásban.
Az ATC-MACU revolverrel felszerelt esztergaközpontok esetében az automatikus szerszámcsere statikus és hajtott szerszámtartókhoz is rendelkezésre áll. A gyakori kézi szerszámcserék miatt az esztergaközpontok gépkihasználtsága jellemzően alacsony. Az automatikus szerszámcsere megoldja ezt a problémát, mert lehetővé teszi a felügyelet nélküli gyártást, ami viszont növeli a teljesítményt és stabilizálja a gyártási folyamatot

Az automatikus szerszámcsere az esztergaközpontokban olyan forradalmi megoldás, amely lehetővé teszi a felügyelet nélküli gyártást és maximalizálja a teljesítményt.
Coromant Capto® tárcsás csatlakozófelület (CDI)
A CDI csatlakozót revolvercsatlakozónak fejlesztettük ki, amely a géptípustól függően szabványosítható a VDI alternatívájaként. A CDI revolveropció sok szerszámgépgyártóhoz elérhető.

Nem szabványos szorítóegységek – szorítóegység-készletek
A szorítóegység-készletekkel adaptálni lehet a szorítóegységeket adott követelményekhez. Ezeket általában függőleges esztergák szerszámblokkjaiként, dupla egységként vagy meglévő revolverekhez gyorscserélő befogóként használják.


A szorítóegység-készlet hüvelyek különböző formában kaphatók az alkalmazástól függően.

Általános

Négyzetes – kettős egységek

Ofszet – kiesztergálókés-alkalmazások
Megmunkálásspecifikus szorítóegységek típusai
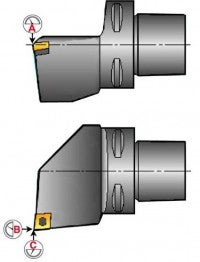
Külső – külső átmérő esztergálása

Cx-TRE-xxxxA
Egyszeres külső

Cx-TRE-xxxxA-DT
Dupla a mellékorsóhoz

Cx-TRE-xxxxA-YT
Y tengely

Cx-TRE-xxxxA-TT
Félrevolver

APB-TNE-xxxxA-25
Leszúrópenge-csatlakozóelem
Belső – belső átmérő esztergálása/fúrása

Cx-TRI-xxxxA
Egyszeres belső

Cx-TRI-xxxxA-SS
Mellékorsó

Cx-TRI-xxxxA-DT
Dupla a mellékorsóhoz

Cx-TRI-xxxxA-YT
Y tengely

Cx-TRI-xxxxA-TT
Félrevolver
Hajtott

Cx-DTE-xxxxA-E/I
Külső

Cx-DTI-xxxxA-E/I
Belső

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Áttekintés
Gondoskodjon róla, hogy gépe azonnal elkezdjen pénzt termelni Egy új szerszámgép... chevron_right
Függőleges esztergák
A függőleges esztergagépek (vagy VTL-k) az egyik legáltalánosabb géptípus. Ideálisak... chevron_right
Fogaskerékgyártás
Hogyan készülnek a fogaskerekek? Az átalakulóban lévő fogaskerékgyártási iparban... chevron_right
Tudjon meg többet az orvosi célú alkatrészek megmunkálásáról
A gyártási kihívás A költségek növekedése és a kereslet fizetési hajlandósága között... chevron_right
