
Függőleges esztergák

A függőleges esztergagépek (vagy VTL-k) az egyik legáltalánosabb géptípus. Ideálisak közepes és nagy alkatrészek nagy teljesítményű megmunkálására. A különböző technológiákkal a függőleges esztergagépek egyre inkább többfunkcióssá válnak.
Függőleges eszterga konfigurálása

A függőleges esztergák 1–20 méter (39,37–787,40 col) átmérőjű munkadarabokat képesek megmunkálni. A felépítésük alapja egy toronyszerkezet szánnal.
A függőleges esztergák nagyon magas fémforgácsolási hatékonyságot biztosítanak. Azonban a gépkihasználtságot korlátozza a szerszámcsere ideje és a munkadarab befogása, rögzítése, majd kioldása.
A koncentrikus munkadarabok megmunkálásához a nagyobb gépek igényét az elmúlt évtizedben átgondolták az energia- és szállítási igények növekedésével. A gáz-, gőz- és szélturbinák, illetve a légmotorok nagy méretű alkatrészeket igényelnek, amelyeken esztergálási műveleteket kell elvégezni. A vasúti kerekek gyártása is drámai növekedést mutatott fel a mennyiségek terén a szállítmányozásban, városi és nagy sebességű távolsági közlekedésben.

A függőleges esztergák fejlődése
A többfunkciós gépek új generációjának kifejlesztésében több technológia is szerepet játszik.
Gépen kívül végzett előzetes mérés az összeállítási idő, a szerszámcserélési idő és a mérési idő csökkentése érdekében


- Gyorscsere: A forgóblokkokkal ellátott gépek manuális gyorscserés egységekkel lehetnek felszerelve. A szerszámbefogó cseréje kevesebb, mint egy perc alatt, nagy pontossággal és belső hűtőfolyadék-hozzávezetéssel. Ezzel csökkenthető a szerszám-beállítási és előmérési idő a száras szerszámokhoz képest.
- Automatikus szerszámcsere: A száras szerszámbefogókkal rendelkező szerszámblokkoktól a hidromechanikus befogóegységekig. A szerszámcsere automatikus, biztosítva a minimális állásidőt és a felügyelet nélkül gyártást.

Kettős szánok

A fémforgácsolási hatékonyság növeléséhez 2 esztergálási művelet végezhető egyidejűleg.
Forgóorsók
A 4 sarkú befogó vagy ívelt csatlakozó által rögzített különböző tartozékok használatával a szán elején egy fő maróorsó meghajthat egy 90°-os fejet. Így egy 4 tengelyű megmunkálóközpont áll rendelkezésre, tehát nem szükséges a nagy munkadarabokat az esztergáról megmunkálóközpontokba áthelyezni, amely idő- és munkaintenzív.
Szerszámtárak
A több szerszámtárhely, több művelet iránti igény és az összetettebb munkadarabok miatt a láncos szerszámtárak terjedtek el hasonlóan a nagy megmunkálóközpontokhoz, a hagyományos tárcsás tárak helyett.

Nagynyomású hűtőközeg
A hűtőfolyadék átvezetése a szánon azt jelenti, hogy nincs tömítési problémákat okozó mozgó alkatrész (például forgó orsó vagy revolver). Extrém alkalmazások esetén 500 bar (7252 psi) nyomások is használhatók VTL-eken, bár a 70 bar (1015 psi) a normál nyomás.
További információk a hűtőközeggel kapcsolatos szempontokról
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Automatikus szerszámcsere a Coromant Capto® segítségével
A modern függőleges esztergák sokoldalúságának kulcsa az a képesség, hogy sokféle szerszámtartó-konfigurációt fogadhatnak a szán végén. A tartozékok cseréje automatikus, és külön rekeszben vannak tárolva. Az automatikus szerszámcsere biztosítja a legjobb gépkihasználtságot.

A Coromant Capto® természetes választás az esztergálási műveletekhez, és azonos csatlakozóméretű forgóorsókhoz is kaphatók. Ez teljes körű rugalmasságot biztosít a szerszámtároláshoz. Az alkatrésztől függően az esztergáló-, maró-, fúró- és kiesztergáló-szerszámok bármely kombinációja használható ugyanazzal a szerszámcserélővel és tárral.
- A C5, C6, C8, C10 eszterga befogóegységekhez használhatók kézi gyorscseréhez vagy hidromechanikus automatikus befogáshoz. Az orientáció rugalmas axiális vagy radiális konfiguráció tekintetében, és gyakran használják kiesztergálókésekhez olyan belső átmérőkhöz, amelyekhez a fej nehezen fér hozzá.
- A C8, C10 forgó orsók esetén használható. Az esztergáláshoz és forgatáshoz azonos csatlakozó használható, a szerszámok keverésének tekintetében teljes rugalmasságot biztosít.
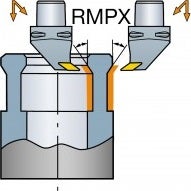
Hogyan érhetők el kisebb átmérők, mint amihez a szán hozzáfér?

Az ofszethüvely kiesztergálókéses alkalmazásokhoz készült. Ez lehetővé teszi a kiesztergálókések számára kisebb átmérők elérését, mint amihez a szán hozzáfér.
C6 – minimális átmérő: 103 mm (4,055 col)
C8 – minimális átmérő: 133 mm (5,236 col)
C5 – minimális átmérő: 76 mm (2,992 col)
Jobb vagy bal oldali eltolásos szűkítő csatlakozóelemet használva nagyobb forgácsolóegység-választékot alkalmazhat ugyanazzal a szánhellyel.


Forgácsolóegységek kaphatók profilmaráshoz axiális befogási orientációval.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Függőleges esztergaközpontok
A függőleges esztergaközpont az esztergaközpont és a függőleges eszterga kombinációjából... chevron_right
Csúszófejes gépek
A csúszófejes gépek páratlan teljesítményt nyújtanak kisebb volumenű alkatrészek... chevron_right
Gyorscserélő megoldások
Termelékenységi tényezők A termelékenységet a műszakonként vagy hetente legyártott... chevron_right
Síkágyas esztergák
A nagy teljesítményű esztergálás területén gyakran használnak síkágyas esztergákat,... chevron_right
