
Megmunkálóközpontok

A megmunkálóközpontok kielégítik az alkatrészekre és az olyan műveletekre vonatkozó igényeket, mint a marás, a fúrás, a kiesztergálás, a dörzsárazás és a menetfúrás. A gép beállítása nagy hatással lesz a fémforgácsolási hatékonyságára és a gépkihasználtságra.
Megmunkálóközpont konfigurálása
Mindig konfigurálja a gépet, hogy a legalkalmasabb legyen a gyártott alkatrészekhez. Az alkatrész geometriája és mennyisége befolyásolja a választást, és meghatározza a szükséges összeállítások számát.
- 3 tengelyű: Függőleges megmunkálóközpontok (VMC) rögzített asztalon. Egy forgóasztal hozzáadható 4. tengely létrehozásához, összetettebb alakzatok és hozzáférhetőség esetén
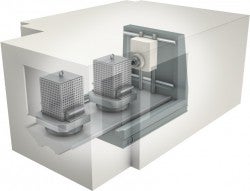
- 4 tengelyű: Horizontális megmunkálóközpontok (HMC). Egy kőtömb lehetővé teszi 4 alkatrész-beállítás használatát az asztalon a nagyobb volumenű gyártáshoz. A palettarendszer használata biztosítja a magas gépkihasználtságot
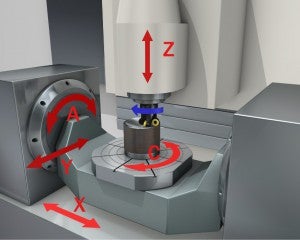
- 5 tengelyes, forgócsapos asztal: Az orsó „rögzített”, a 4. és 5. tengelyen az asztalban
- 5 tengelyes, 90°-os fej: Az orsó biztosítja a 4. tengelyt (B), az 5. tengely az asztalban
Az 5 tengelyes változatok esztergálási opcióval rendelkeznek, ahol az 5. tengely teljesen forog, így multitask gépeknek minősülnek.
Főorsó-csatlakozó

Az orsócsatlakozó kiválasztása kulcsfontosságú döntés, mivel ez gyakran meghatározza a fémforgácsolási hatékonyság korlátait. Megmunkáláson kívül az orsócsatlakozó gyors cserélhetőséget igényel. Azonban megmunkálás közben követelmény, hogy az orsó és a csatlakozó közötti kapcsolat szilárd legyen, még akkor is, ha a forgácsolóerők megpróbálják megszakítani ezt a kapcsolatot.
További információk az orsó kiválasztásáról
Megmunkálóközpontok lehetőségei
Különböző opciókkal még nagyobb gépkihasználtság érhető el.
Tár/automatikus szerszámcsere (ATC)
Fontos a megfelelő hely biztosítása a szerszámoknak a tárban minden művelethez és alkatrészhez, hogy gyorsan át lehessen állni egy feladatról egy másikra szerszámcsere nélkül. Ha segédszerszámokat is használ, ezt is figyelembe kell venni.
Nagy átmérő vagy hosszú szerszám használata esetén, győződjön meg róla, hogy az ATC megfelelő súllyal és momentummal rendelkezik – ez gyakran korlátozó tényező a hosszú és a nagyobb átmérőjű szerszámok használata szempontjából.
Paletta
Egy palettával az alkatrész beállítható a befogásban, miközben a gép gyárt. Ez kiváló gépkihasználtságot biztosít a közvetlenül a gépen történő beállítással összehasonlítva.

Derékszögű adapter
Belső marási műveletekhez az orsócsúcs támasztékokhoz és helyhez igazítására van szükség, hogy a főorsó meghajthassa a kiegészítő fejet. Ez a fej beváltható, és tárolható a szerszámtárban.


Interpolációs esztergálás

Ez a gépopció lehetővé teszi egy szimmetrikus alakzat létrehozását egy nem szimmetrikus alkatrészen, és csökkenti az egyedi szerszámok és előtoló fejek iránti igényt.További információk az interpolációs esztergálásról
Nagynyomású szivattyú
A legtöbb gép biztosít nagynyomású hűtőközeg-hozzávezetési funkcionalitást 70 bar környékén (1015 psi).
További információk a hűtőközeggel kapcsolatos szempontokról
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Függőleges esztergaközpontok
A függőleges esztergaközpont az esztergaközpont és a függőleges eszterga kombinációjából... chevron_right
Multitask gépek – függőleges
A multitask gépek elsődleges előnye, hogy több forgácsolási folyamatot és beállítást... chevron_right
Multitask gépek – vízszintes
Egy multitask gépen több forgácsolási folyamatot és összeállítást kombinálhat egyetlen... chevron_right
Csúszófejes gépek
A csúszófejes gépek páratlan teljesítményt nyújtanak kisebb volumenű alkatrészek... chevron_right
