
Sajtoló süllyesztékek
 Semmi sem ragadja meg úgy az autógyártás lényegét, mint a sajtoló süllyesztékek. Könnyen belátható, hogy minden egyes süllyeszték hatalmas idő- és pénzráfordítást, illetve szaktudást igényel. Ugyanilyen könnyű felismerni, hogy le kell rövidíteni az átfutási időket és csökkenteni kell a gyártási költségeket, különösen azért, mert az új modellek életciklusa egyre rövidebb. A sajtoló süllyesztékek készítése széles körű fémmegmunkálási ismereteket követel meg – az egyszerű megmunkálástól az öntöttvas, gömbgrafitos öntöttvas, acél és edzett szerszámacél korszerű vágásáig. Alkalmazások áttekintése 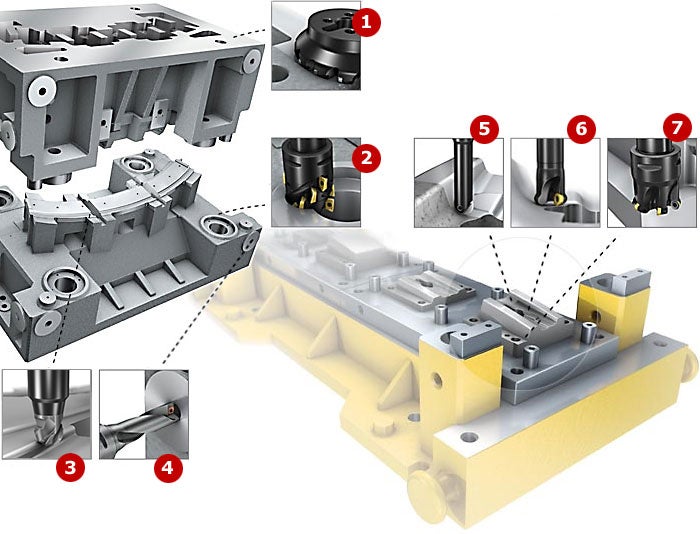 |
CoroMill® 745
Többélű kialakítás, megfelelő nagy tételszámú gyártáshoz, rugalmas gyártósorokhoz, és azon esetekben, amikor fontos a maximális szerszámkihasználtság. A szabadalmaztatott lapkapozicionálási rendszer ugyanolyan könnyed megmunkálást és azonos teljesítményt biztosít, mint amit a pozitív, egyoldalas marószerszámok esetében megszokhattunk, de mindezt 14 forgácsolóéllel megvalósítva.
CoroMill® 345
A CoroMill 345 új generációs, 45 fokos homlokmaró, mellyel a legnagyobb költséghatékonyság érhető el a piacon. Ezt a korszerű szerszámot elsősorban acél, rozsdamenetes acél és öntöttvas nagy teljesítményű homlokmarásához tervezték, kicsitől közepes fogásmélységekhez. Sokoldalúsága és jó elérhetőségre történt optimalizációja révén jól alkalmazható nagy igénybevételt jelentő nagyolástól kezdve egészen a tükörsimításig.
CoroMill® 390 hosszú élű
Sokoldalú marószerszám mély vagy kis mélységű derékszögű sarokmaráshoz az általános megmunkálásban. Széles termékválaszték, sokféle átmérővel.
CoroMill® 316
Cserélhető fejű marórendszer a nagyobb rugalmasság és jobb termelékenység érdekében, továbbá az alacsonyabb szerszámköltségért és kisebb készletért. Az erős forgácsolófej/tengely csatlakozófelület nagy szilárdságot biztosít nagyoláshoz, és nagy merevséget simításhoz. Az újonnan bevezetett tömör keményfém szár kapható minden csatlakozóméretben, 10-től 25 mm-ig. Nagyobb szívóssága és kisebb lehajlása lehetővé teszi hosszabb túlnyúlások és mélyebb zsebek megmunkálását. Nagyobb pontosságot ad simító alkalmazásokhoz.
CoroMill® gömbvégű
A CoroMill gömbvégű szármaró most már integrált Coromant Capto csatlakozással is kapható. A Coromant Capto javítja a szerszám modularitását és a csatlakozás merevségét.
CoroDrill® 880
Akár 100%-kal nagyobb termelékenység a hagyományos cserélhető lapkás fúrókhoz képest a lépcsős technológiának köszönhetően. A négy valódi forgácsolóél wiper geometriákkal kitűnő felületi minőséget biztosít. Optimalizált forgácscsatornák gyorsítják a forgácseltávolítást és segítenek megelőzni a leállásokat. 12,00-63,5 mm átmérőtartományban kapható.
5. Kemény alkatrészek simítása

GC1010 lapkaminőség
Nagyolástól simításig minden műveletre optimalizált, új PVD bevonatú GC1010, mely tökéletes kiegészítője a meglévő minőségeknek. Kitűnő élszívósság, kiváló kopásállóság és nagyobb forgácsolási sebesség edzett acélok megmunkálásakor. A termelékenység csak nőhet!
CoroMill® 300
Kör alakú váltólapka sima és könnyű homlokmaráshoz, profilmegmunkáláshoz és zsebek marásához. Mindenféle anyag nagyolása, öntöttvastól edzett acélig. A pozitív forgácsolási szögekkel könnyebb a vágás, és nagyobb előtolási sebesség érhető el gyengébb gépeken és nem stabil körülmények esetén is. Most már IC20 lapkaméretben, és 66–200 mm átmérőjű marókhoz is.

CoroMill® 200
Robusztus homlokmarás és profilmaró Magas fémeltávolítási sebességet kínál nagyfokú folyamatbiztonsággal és megbízhatósággal. Az erős forgácsolóélek révén a maró ellenáll a megszakítások (furatok, hézagok stb.) és/vagy abrazív felületek (rétegekkel) miatti nehéz feltételeknek is.
Átmérőtartomány: 25–160 mm (1–10 col)

CoroMill® MH20
Nagy előtolású marógép, amelyet alakadó szerszám üregének zsebmarására optimalizáltak HRC 48-ig, továbbá alakadó szerszám aljának mély üregmarására, alakadó szerszám sarokmegmunkálására és kis fogásvételű sarokmarásra.
Átmérőtartomány: 16–50 mm (5/8-2 col)

CoroMill® 415
Kis átmérőjű, nagy előtolású homlokmaró. Ez egy sokoldalú szerszám, amely az alkalmazások széles köréhez használható Csökken az alkatrészenkénti költség, nő a termelékenység a nagy fémeltávolítási sebességnek és a négyélű lapkának köszönhetően.
Átmérőtartomány: 13–32 mm (0,5–1,25 col)

CoroMill® 210
Nagy előtolású homlok- és süllyesztőmaró. Ez egy nagyon termelékeny nagyolási termékcsalád, ha a nagy anyagleválasztási sebesség a legfőbb prioritás. A forgácsvékonyító hatásnak köszönhetően nagy asztalelőtolás lehetséges, ami magas termelékenységet eredményez.
Átmérőtartomány: 25–160 mm (1–6 col)
CoroMill® 210
Autóipari történet happy enddel
1956-ban kezdődött és kedden, helyi idő szerint 10.15-kor végződik. Akkor az autóipari veterán, Kenneth Rooth már előre látta az autóipari szerszámok fa- és gipszmodellek utáni CAD alapú előállítását és a hatékony 21. századi gyártást.
Amikor már mindenki azt hitte, hogy az autóipart már nem lehet tovább modernizálni, Kenneth csatlakozott a Sandvik Coromant csapathoz, és 30%-kal csökkentette a sajtoló süllyesztékek fémmegmunkálási idejét.
Történelmet írt? Talán. Pénzt takarított meg? Kétségkívül.
Az autógyártók sajtoló süllyesztékeik harmadát saját maguk gyártják le. Ezen szerszámok elkészítése nagyon időigényes, és körülbelül 750-féle szükséges egy autó előállításához, így ez a gyártás egyik legszűkebb keresztmetszete. A mai rövidebb átfutási idők, a több modell és szoros költségvetés még kritikusabbá tette ezt a folyamatot.
Kenneth Rooth tudta, hogy a legtöbb forgácsolási és marási munkát kezelő személyek végzik, sok manuális simítással, ami nagy szakértelmet és rengeteg időt igényel. Az eredmény nem csak magasabb költség, de kevésbé szabványosítható folyamat is. A jobb ajtó minősége és illesztése különbözhet a bal ajtótól, ha más-más kezelő programozza a két gépet.
A Sandvik Coromant azt a feladatot kapta, hogy csökkentse a költségeket és átfutási időket, és javítsa a minőséget. Az új folyamatot új szerszámokkal és megmunkálási folyamatokkal fejlesztették ki. Az eredmények: a megmunkálási idők több mint 30%-kal csökkentek, a manuális szerszámpolírozás teljesen szükségtelenné vált, és a többi megmunkálás is jelentősen csökkent.
Hogyan csinálták?
Először is a nagy sebességű acélfúrókat cserélhető lapkás fúrókkal váltották ki. Ez az egyszerű lépés jelentősen növelte a hatékonyságot. Majd a hosszú túlnyúlású alkatrészek megmunkálási hatékonyságát javítandó, silent szerszámokkal helyettesítették a hagyományos szerszámokat, és néhány sablont is kidolgoztak a jövőre is gondolva.

Kenneth Rooth
Az újra feltalált sajtoló süllyeszték megmunkálás
A sajtoló süllyesztékek megmunkálásában a legnagyobb megtakarítások az anyagleválasztás új módszereivel érhetők el. Íme néhány példa azokra a lépésekre, melyek segítették Kenneth Rooth-ot, a költségcsökkentés hősét.
Körlapkás maró a gömbvégű maró helyett: átfutási idő megtakarítás 3D nagyolásban
3D felületek általános nagyolási módszere a másoló marás gömbvégű marók alkalmazásával, változó fogásmélységben. Az orsó orr részéből induló hosszú túlnyúlással kombinálva jelentős terhelést jelent a forgácsoló szerszámnak és a géporsónak.
Kontúrmarási szerszámútvonalra váltáskor, körlapkás maró használatával nagyobb anyagleválasztási sebesség érhető el kihasználva az effektív fogak nagy számát. Az állandó axiális fogásmélység egyenletesebben és állandó mértékben terheli az orsót, így optimalizálható a folyamat.
Gyorsabb furatkészítés az alsó szerszámfélben
A furatokat hagyományosan nagy sebességű fúrókkal készítik az öntöttvasból készült szerszám alsó felében. Mivel a szerszám alsó fele gyakran sok csavarfuratot és egyéb furatokat stb. tartalmaz, a teljes fúrási idő általában hosszú.
Ha ezeket a fúrókat egy cserélhető lapkás fúróval helyettesítik, mint például CoroDrill 880, jelentős termelékenységnövekedés érhető el, még száraz megmunkálás esetén is.
Hatékony furatkészítés beszúró fúrással acélban
Általában ezeket az ovális furatokat nagy sebességű acélfúróval készítik, majd maróval szélesítik.
A CoroDrill 880-nal váltható ki ez a kombináció, és a furat megszakított beszúró fúrással szélesíthető.
Ezzel a módszerrel az anyag 85%-a távolítható el sokkal rövidebb idő alatt, így a többi munka a hagyományos körkörös maróra maradhat.
Könnyebben létrehozható funkció
A hagyományos módszer a furat nagy sebességű acélfúróval történő kialakítása, melyet tömör maró követ a furat kiszélesítése érdekében.
Ehelyett mi azt választottuk, hogy egyenesen lefúrunk egy cserélhető lapkás fúróval (CoroDrill 880), majd a hornyot cserélhető lapkás beszúró maróval szélesítjük ki (CoroMill 210).
Majd a kiváló hatékonyságú cikloispályás marással anyagot távolítunk el nagy sebességgel, nagy fogásmélységeken és a horony keskenyebb részén.
Vezetőpersely üléke
Vezetőperselyek ülékének hatékony és rugalmas megmunkálásához a körlapkás CoroMill 300 maró, a CoroMill390 hosszú élű maró használható, simításhoz pedig a CoroBore 825.
A CoroMill 300-at eredetileg homlokmarási műveletekhez használták, majd furat felnyitásához háromtengelyes csavarvonal interpolációval.
A CoroMill 390LE hatékonyan munkálja meg az üléket, mert nagy fogásmélységre képes, mely könnyű vágással párosul.
A simítás tűrését a CoroBore 825 precíziós furatesztergáló szerszám adja. Ezzel a folyamattal idő és készlet is megtakarítható.
A fúrószerszámok tömör marókkal kombinálva erre a célra általában sokkal alacsonyabb termelékenységi szinteket eredményeznek.
Biztonsági csavarok felületének megmunkálása
A CoroMill 210 koncepcióval történő beszúró marás kiváló alternatívája a hosszú élű marónak ilyen alkalmazások esetén, ha a hozzáférhetőség korlátozott és hosszú túlnyúlás szükséges. A standard módszerek nagy sebességű, hosszú élű marókkal dolgoznak.
A beszúró módszer az erőket axiális irányba tereli, ami rezgési szempontból kedvezőbb hosszú túlnyúlással végzett műveletek esetén.
A Coromant Capto rendszer előnyeit, a kiváló stabilitást és modularitást kihasználva optimalizálható a szerszámegység.
CoroMill 300 3D felületek marásához.
CoroDrill 880 sajtoló süllyeszték furatkészítéséhez.
Beszúró fúrás CoroDrill 880 használatával.
Cikloispályás marás CoroMill Plura használatával.
CoroMill 390LE vezetőperselyek ülékének megmunkálásához.
CoroMill 210 beszúró maráshoz.

Coromant Capto®
Időt és pénzt takarít meg minden alkalommal, mikor eszterga-, fúró vagy maró szerszámot cserél.
Piacvezető rugalmasság, mely különösen hasznos szerszámkészítésnél. A Coromant Captót most már az ISO szabvány is elismeri.

Silent tools
Rezgésre érzékeny alkalmazásokban jelentős termelékenységjavulás érhető el a Silent Tools szerszámokkal.
A csillapított rúd elnyeli a rezgési energiát, így minimálisra csökkenti a rezgést, hogy a forgácsolási adatokat jelentősen lehessen növelni.

CoroChuck™ 930
A piacon elérhető legjobb kicsúszás elleni védelemmel rendelkező tokmány, amelynek tervezése során kiemelt szempont volt a rezgések kiküszöbölése, hogy az összes marási és fúrási művelet esetén megfelelő stabilitás és hozzáférhetőség legyen biztosítható
Turbinaház
Előnyök gépburkolatok megmunkálásakor A CoroMill család modern fogaskerékmaróinak... chevron_right
Turbinaház
Előnyök gépburkolatok megmunkálásakor A CoroMill család modern maróinak megalkotásakor... chevron_right
Féknyereg
A fékbetétek a féknyeregben találhatók, itt lépnek működésbe a jármű fékezése során.... chevron_right
Esztergálás
Termékek áttekintése A fúrórúd kiválasztása nagy hatással van a forgácsolás gazdaságosságára.... chevron_right
