
Presswerkzeuge
 Nichts prägt die Automobilfertigung mehr als Presswerkzeuge. Dass jedes Ihrer Werkzeuge gleichzeitig auch einen enormen Aufwand im Bezug auf Zeit, Kosten und Know-how bedeutet, ist verständlich. Ebenso verständlich ist Ihr Bedürfnis, Vorlaufzeiten zu verkürzen und Fertigungskosten zu senken, insbesondere im Hinblick auf die Tatsache, dass die Lebenszyklen neuer Modelle stetig kürzer werden. Die Fertigung von Presswerkzeugen setzt ein breites Spektrum an Fertigkeiten voraus – von der einfachen Metallbearbeitung bis hin zu hochmodernen Zerspanungsmethoden in Grauguss, Kugelgraphitguss, Stahl und gehärtetem Werkzeugstahl. Anwendungsüberblick 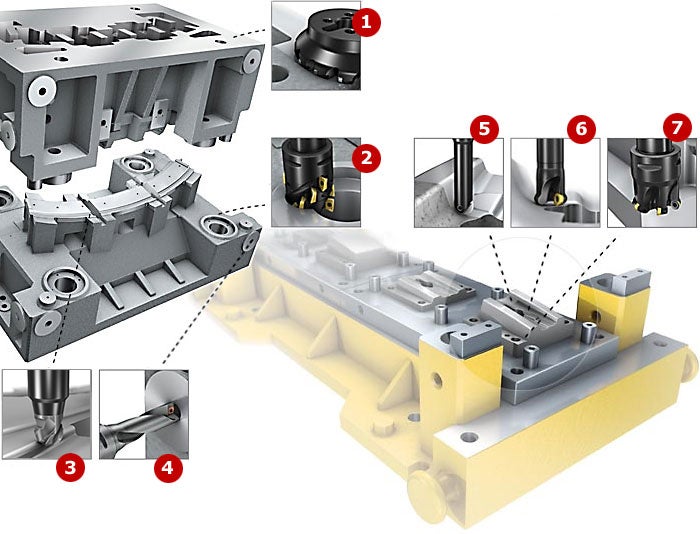 |
CoroMill® 745
Mehrschneidenkonzept, ideal für die Großserienproduktion, flexible Transferstraßen und bei Anforderung an maximale Maschinenauslastung. Der patentierte Plattensitz bietet dieselbe leichte Schneidwirkung und Leistung wie ein Fräser in positiver Ausführung, jedoch unter Einsatz von insgesamt 14 Schneidkanten.
CoroMill® 345
CoroMill 345 ist eine neue Generation von 45° Planfräsern mit der bestmöglichen Kosteneffizienz auf dem Markt. Dieses moderne Fräskonzept ist in erster Linie zum hochproduktiven Planfräsen in Stahl, rostfreiem Stahl und Guss bei kleinen bis mittleren Schnitttiefen ausgelegt. Seine Flexibilität und die weitreichenden Optimierungsmöglichkeiten gestatten die Verwendung über das gesamte Einsatzspektrum – von anspruchsvollen Schruppvorgängen bis hin zum Hochglanzfräsen.
CoroMill® 390 Walzenstirnfräser
Vielseitiger Fräser zum Eckfräsen mit kleinen oder großen Schnitttiefen bei der allgemeinen Fräsbearbeitung. Großes Werkzeugprogramm mit zahlreichen Durchmessern.
CoroMill® 316
Fräskonzept mit austauschbaren Schneidköpfen für höhere Flexibilität und verbesserte Produktivität plus niedrigere Werkzeug- und Lagerkosten. Die hochstabile Schnittstelle von Schneidkopf/Schaft bietet maximale Stabilität beim Schruppen und beste Steifigkeit beim Schlichten. Die neu eingeführte Vollhartmetall-Schaftausführung ist in allen Kupplungsgrößen von 10-25 mm lieferbar. Ihre höhere Steifigkeit und geringere Auslenkung ermöglicht eine effektive Bearbeitung bei großem Überhang sowie in tiefen Taschen. Darüber hinaus wird eine verbesserte Präzision beim Schlichten gewährleistet.
CoroMill® Kugelschaftfräser
CoroMill Kugelschaftfräser sind ab jetzt mit integrierter Coromant Capto Kupplung lieferbar. Coromant Capto verbessert die Modularität des Werkzeugs und bietet eine erhöhte Steifigkeit der Kupplung.
CoroDrill® 880
Bis zu 100% höhere Produktivität im Vergleich zu konventionellen Wendeplattenbohrer dank "Step Technology". Vier echte Schneidkanten mit Wipergeometrien bieten eine exzellente Oberflächengüte. Optimierte Spankanäle beschleunigen die Spanabfuhr und helfen, Produktionsunterbrechungen zu verhindern. Erhältlich in Durchmessern von 12.00 bis 63.5 mm.
5. Hartdrehen (Schlichten)

Wendeplattensorte GC1010
Optimiert zum Schruppen bis Schlichten, ist die neue PVD-beschichtete GC1010 die beste Ergänzung zu unseren vorhandenen Sorten. Beste Schneidkantenzähigkeit und erhöhte Schnittgeschwindigkeiten bei der Bearbeitung in gehärteten Stählen. Treibt die Produktivität garantiert in die Höhe.
CoroMill® 300
Fräser mit runden Wendeschneidplatten zum Plan- und Profilfräsen sowie Auskammern. Schruppbearbeitungen sind in allen Werkstoffen, von Guss bis gehärteten Stählen möglich. Seine positive Ausführung bietet einen leichten Schnitt und ermöglicht so höhere Vorschübe bei Maschinen mit geringer Antriebsleistung und bei instabilen Bedingungen. Nun auch in Wendeschneidplattengröße IC20 und Fräser von 66 - 200 mm erhältlich.

CoroMill® 200
Robuster Plan- und Profilfräser Liefert außergewöhnlich hohe Zerspanungsraten mit bester Prozesssicherheit Durch stabile Schneidkanten meistert der Fräser zähe Bearbeitungsbedingungen mit Schnittunterbrechungen (Bohrungen, Lücken usw.) bzw. abrasive Schmiedehaut.
Durchmesserbereich: 25–160 mm (1–10 Zoll

CoroMilll® MH20
High-Feed-Fräskonzept optimiert für das Taschenfräsen in Formhohlräumen bis zu 48 HRc, Fräsen tiefer Kavitäten für den Formenaufbau, Eckenbearbeitung Gesenkblock und Eckfräsen mit geringem Eingriff.
Durchmesserbereich:: 16–50 mm (5/8–2 Zoll)

CoroMilll® 415
High-Feed-Planfräser mit kleinen Durchmessern Das vielseitige Werkzeug ist für ein breites Anwendungsspektrum ausgelegt Durch die hohen Abtragsraten und die vierschneidigen Wendeschneidplatten werden niedrige Stückkosten und höhere Produktivität erzielt
Durchmesserbereich: 13–32 mm (0.5–1.25 Zoll)

CoroMilll® 210
High-Feed-Plan- und Tauchfräser. CoroMill® 210 ist ein sehr produktives Fräskonzept zum Schruppen und ideal, wenn ein hohes Spanvolumen Priorität hat. Der Spandünnungseffekt erlaubt hohe Tischvorschübe, die eine hohe Produktivität bewirken.
Durchmesserbereich: 25–160 mm (1–6 Zoll)
CoroMilll® 210
Eine Automobilstory mit einem glücklichen Ende
Sie begann im Jahre 1956 und endet am Dienstag um 10.15, Ortszeit. Während dieser Zeit erlebte Kenneth Rooth im Automobilbau den Wandel von Holz- über Gipsformen hin zu CAD-Modellen und eine effiziente Produktion im 21. Jahrhundert.
Aber gerade zu dem Zeitpunkt, als es schien, dass man in diesem Industriebereich gar nichts mehr verbessern konnte, tat sich Kenneth mit Sandvik Coromant zusammen und erzielte eine Senkung der Bearbeitungszeit im Formenbau um glatte 30%.
Ist hier Geschichte geschrieben worden? Kann sein. Geld gespart worden? Auf jeden Fall.
Automobilbauer bearbeiten in der Regel über ein Drittel ihrer Formen selbst. Die Bearbeitung dieser Formen ist zeitaufwändig und stellt bei ca. 750 Stück, die für ein Auto benötigt werden, einen größeren Produktionsengpass dar. Heute ist durch kürzere Vorlaufzeiten, einer stetig wachsenden Zahl an Modellen und strikten Budgets dieser Prozess noch viel anspruchsvoller geworden.
Kenneth Rooth wusste, dass die Bearbeitung durch einzelne Maschinenbediener größtenteils in manueller Schlichtbearbeitung erfolgte, ein Vorgang, der Erfahrung und viel Zeit erforderte. Nicht nur höhere Kosten waren das Ergebnis, sondern auch eine niedrige Standardisierung. Die Qualität und Passung einer rechten Autotür konnte sich von einer linken Autotür unterscheiden, wenn zwei Maschinenbediener die Maschinen programmierten.
Sandvik Coromant wurde beauftragt, einen Weg zu finden, die Kosten zu senken, die Vorlaufzeiten zu verkürzen sowie die Qualität zu erhöhen. Mit neuen Werkzeugen und Bearbeitungsmethoden wurde ein völlig neuer Prozess entwickelt. Die Ergebnisse: Bearbeitungszeiten wurden um mehr als 30% gesenkt, manuelles Polieren wurde ganz beseitigt und weitere manuelle Bearbeitungen konnten deutlich reduziert werden.
Wie haben sie das gemacht?
Zunächst wurden die HSS-Bohrer durch Wendeplattenbohrer ersetzt - eine einfache Maßnahme, die jedoch zu einer beträchtlichen Erhöhung der Produktivität führte. Anschließend ersetzte man die konventionellen Bohrstangen durch schwingungsgedämpfte Ausführungen, um die Effizienz bei Bauteilen mit großem Überhang zu optimieren.

Kenneth Rooth
Die Neuerfindung des Formen- und Gesenkbaus
Die größten Einsparungen im Formen- und Gesenkbau können in den neuen Methoden für Zerspanung gefunden werden. Nachfolgend einige Beispiele von Maßnahmen, die Kenneth Rooth zum einem Helden in Kosteneinsparungen machten.
Fräsen mit runden Wendeschneidplatten anstatt Einsatz eines Kugelschaftfräsers: Einsparung in der Vorlaufzeit beim 3D-Fräsen
Eine übliche Methode beim 3D-Schruppen ist der Einsatz eines Kugelschaftfräsers in einer Kopieroperation mit unterschiedlichen Schnitttiefen. In Kombination mit großen Überhängen von der Spindelnase sind Schneidwerkzeug und Maschinenspindel exzessiven Belastungen ausgesetzt.
Bei Wechsel zu einem Fräser mit runden Wendeschneidplatten zum Konturfräsen kann durch Einsatz einer größeren Anzahl effektiver Schneiden eine höhere Zerspanungsleistung erzielt werden. Zudem führt eine konstante axiale Schnitttiefe zu einer gleichmäßigen Spindelbelastung und erlaubt so eine effektive Prozessoptimierung.
Schnellere Bohrungsherstellung in Grundplatten
Bohrungen der Grundplatte aus Guss werden traditionell mit HSS-Bohrern erstellt. Da die Grundplatten häufig Schrauben- und Eye-Ley-Bohrungen umfassen, ist die Gesamtbearbeitungszeit in der Regel sehr lang.
Durch den Wechsel zu einem Wendeschneidplattenbohrer, wie zum Beispiel CoroDrill 880, werden hohe Produktivitätsverbesserungen erzielt, selbst bei der Trockenbearbeitung.
Effiziente Bohrungsherstellung mittels Tauchfräsen in Stahl
Traditionell werden diese ovalen Bohrungen mit einem HSS-Bohrer erstellt und anschließend mit einem Fräswerkzeug erweitert.
CoroDrill 880 ersetzt diese Kombination durch eine Tauchfräsoperation mit Schnittunterbrechung zur Ausweitung der Bohrung.
Durch diese Methode wird 85% des Materials in kürzerer Zeit abgetragen, die restliche Zerspanung erfolgt mit einem konventionellen Fräser mit runden Wendeschneidplatten.
Stößelform
Die Standardmethode ist die Erstellung der Bohrung mit einem HSS-Bohrer, mit anschließendem Einsatz eines Vollhartmetallfräser zur Eröffnung der entsprechenden Form.
Die neue Methode ist die Bohrungsherstellung mit einem Wendeplattenbohrer (CoroDrill 880) und dann die Erweiterung der Nut mit einem Tauchfräser (CoroMill 210).
Abschließend erfolgte zur schnellstmöglichen Spanabfuhr eine hoch effiziente Trochoid-Fräsmethode bei großen Schnitttiefen.
Sitze der Führungsbuchse
Eine effiziente und flexible Möglichkeit zum Fräsen der Führungsbuchsensitze ist der CoroMill 300 mit runden Wendeschneidplatten und CoroBore 825 zum Schlichten.
CoroMill 300 wird zum Planfräsen eingesetzt, anschließend zum Eröffnen der Bohrung in einer Spiralinterpolation mit drei Achsen.
CoroMill 390LE bearbeitet die Sitze mit bester Effizienz und leichtem Schnitt.
Die Endtoleranz wird mit dem Präzisions-Aufbohrwerkzeug CoroBore 825 erzielt. Dank dieser Methode lässt sich die Bearbeitungszeit verkürzen und der Lagerbestand verringern.
Normalerweise werden für dieses Bauteilmerkmal Bohrwerkzeuge in Kombination mit einteiligen Fräsern bei deutlich geringerer Produktivität eingesetzt.
Bearbeitung der Flächen für Führungsbolzen
Tauchfräsen mit CoroMill 210 kann hier eine exzellente Alternative zu einem langen Walzenstirnfräser sein, wenn die Zugänglichkeit erschwert und ein langer Überhang erforderlich ist. Bei der Standardmethode wird ein HSS-Walzenstirnfräser eingesetzt.
Die Tauchfräsmethode leitet die Schnittkräfte in axialer Richtung. Dies ist sehr günstig bei Vibrationsneigung, wenn große Auskragungen kritisch sind.
Das modulare Coromant Capto System mit seiner exzellenten Stabilität und Modularität bietet hier eine Optimierung der gesamten Werkzeuglänge.
CoroMill 300 beim Schruppen von 3D-Flächen.
CoroDrill 880 bei der Bohrungsherstellung - Grundplatten.
Tauchbohren mit CoroDrill 880.
Trochoidfräsen CoroMill Plura.
CoroMill 390LE bei der Bearbeitung der Sitze der Führungsbuchsen.
CoroMill 210 beim Tauchfräsen.

Coromant Capto®
Spart Zeit und Geld bei jedem Werkzeugwechsel – sei es Dreh- , Bohr- oder Fräswerkzeug.
Unschlagbare Flexibilität, insbesondere ideal im Formen- und Gesenkbau. Coromant Capto jetzt als ISO-Norm anerkannt.

Silent Tools
Bei einer vibrationsanfälligen Bearbeitung kann durch den Einsatz von Silent Tools® Produkten ein deutlicher Produktivitätszuwachs erzielt werden.
Die Vibrationsenergie wird von der schwingungsgedämpften Bohrstange absorbiert – so werden Vibrationen minimiert und die Schnittgeschwindigkeit kann entsprechend gesteigert werden.

CoroChuck™ 930
Mit der besten Sicherheit gegen Werkzeugauszug auf dem Markt ist dieses Hydraulikfutter für vibrationsfreie Bearbeitungen konzipiert und bietet exzellente Stabilität und Zugänglichkeit bei allen Fräs- und Bohranwendungen.
Gehäuse
In der Automobilindustrie wird eine Vielzahl an unterschiedlichen Gehäusen zum Schutz... keyboard_arrow_right
Turbinengehäuse
Vorteile für die Bearbeitung von Gehäusen für die energieerzeugung Bei der Entwicklung... keyboard_arrow_right
Turbinengehäuse
Vorteile für die Bearbeitung von Gehäusen für die energieerzeugung Bei der Entwicklung... keyboard_arrow_right
Tailor Made
Tailor Made Sandvik Coromant führt jedes Jahr tausende neuer Zerspanungswerkzeuge ,... keyboard_arrow_right
