
Radialt justeret boring

Radialt justeret boring er kun mulig ved brug af bor med vendeskær.
Radial justering af diameteren på et bor med vendeskær udvider arbejdsområdet og gør det muligt at:
- Opnå en snævrere hultolerance ved at forindstille den præcise bordiameter, og det eliminerer fremstillingstolerancerne for bor og skær
- Fremstille et hul, der er større end bordiameteren og undgå behovet for at have andre størrelser på lager
- Fremstille trinhuller og rejfede huller med et almindeligt bor i en ikke-roterende boreapplikation
Bemærk: Det anbefales ikke at justere boret til en mindre diameter end den nominelle, fordi det kan få borkroppen til at skrabe mod hullets væg.
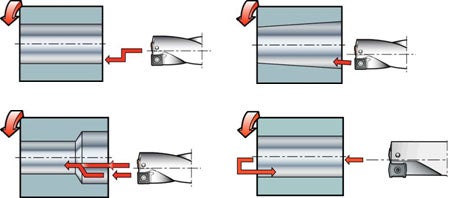
Fremstilling af et hul, der er større end boret
Maksimal justering til radial boring afhænger af overlappet af centrumskæret og periferiskærene. Radial justering påvirker skærekraften. Vælg den lavere tilspænding i det anbefalede område.
Ikke-roterende applikation af radial boring
Radial forskydning
- Huller kan bores større end borets nominelle størrelse
- Kan bruges til boring af affasede huller
- Faser og frigange kan bearbejdes
- Hvis et hul skal forsynes med gevind, kan det klares i ét overløb sammen med rejfning
Forindstilling i en drejebænk
Ved at forindstille boret og derved eliminere produktionstolerancerne for borkroppen/skærlejet og skæret, kan der holdes en tolerance på ±0,05 mm (0,002 tommer) (IT10-11) ved radial boring under stabile betingelser.

Roterende applikation af radial boring
Justerbar holder
Den er den mest præcise og stabile løsning til radial justeringsboring i en roterende borapplikation. Der anvendes bøsninger til at tilpasse forskellige ISO-skaftstørrelser til én holder.
- Radial justering -0,2 /+0,7 mm (-0,008/+0,028 tommer)
- Bemærk, at justeringsområdet for boret ikke må overskrides
- Hultolerancer ned til ± 0,05 mm (0,002 tommer)
Indstillingerne udføres ved at dreje skalaringen, der sidder rundt om holderen, opmærket i intervaller à 0,05 mm (0,002 tommer), der angiver en ændring af værktøjsdiameterens størrelse.
Det kan være nødvendigt at reducere tilspænding/omdr. (fn) på grund af det længere værktøjsudhæng og de lavere afbalancerede skærekræfter, der genereres af forskydningen.
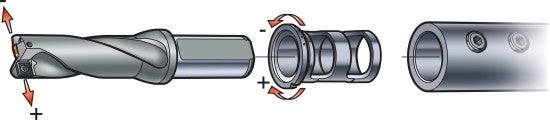
Excentrisk bøsning til radial boring
En excentriske bøsning kan bruges sammen med vendeskærsbor med cylindriske ISO 9766-skafter. Den må kun bruges til forindstilling for at opnå en snævrere hultolerance.
Ved brug af bøsningen skal der bruges en holder, der er en størrelse større, dvs. borskaftdiameter 25 mm + bøsning, dvs. holderen til diameteren på 32 mm.
- Det radiale justeringsområde er ca. -0,05/+0,15 mm (-0,002/+0,006 tommer)
- Det anbefales ikke at foretage justering under nominel diameter
- Én prik øger/reducerer huldiameteren med 0,10 mm (0,004 tommer)
- Drej mod uret for at reducere diameteren
- Drej med uret for at øge diameteren
- Brug begge skruer til at fastspænde boret i fiksturen, og sørg for at boltene i holderen er lange nok
Nul-position

Sletopboring
Finboreoperationer anvendes til færdigbearbejdning af et eksisterende hul og at opnå... chevron_right
Ikke-roterende boring
Hvad er ikke-roterende boring? Ikke-roterende boring er en metode, hvor emnet roterer... chevron_right
CoroDrill® DS20
Sikker og pålidelig skærende bearbejdning med høj produktivitet og konsistent huldiameter Alsidigt... chevron_right
Opboring med bor med vendeskær
Bor med vendeskær kan bruges til opboring for at spare tid til værktøjsskift. Opboring... chevron_right
