
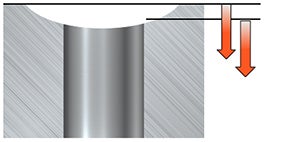
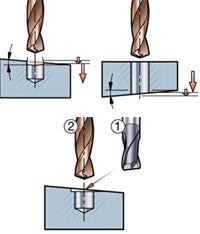
Ujævn overfladeboring
Boring af ujævne overflader kan medføre for store, ujævne kræfter på borets skærkanter, og det kan medføre for tidligt slid. Det er vigtigt at følge retningslinjerne og reducere tilspændingen, når det er nødvendigt.
Læs mere om udfordringerne og strategierne for hver enkelt bortype.


Korthulsbor
Ujævn overfladeboring
Uregelmæssig
Konvekse
Konkave
- Brug det kortest mulige bor for at minimere vibrationstendenser og reducere virkningen af afbøjning
- Anbefalede startværdier for skærehastighed og laveste anbefalede tilspænding
- Ikke anbefalet til 6-7×DC, når konkav radius er samme eller mindre end boreradius
Forborede huller
- For at holde skærekraften afbalanceret mellem centrum- og periferiskæret på et acceptabelt niveau må det forborede hul ikke være større end DC/4

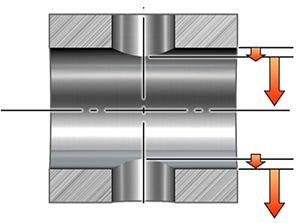
Krydshulsboring
Udfordringer:
- Påvirkes spånafgangen, kan det blive mere problematisk,
- Afgratning i krydset er hård. Gratdannelsen skal være så lille som muligt
- Medfører mere værktøjsslid end almindelig boring
Retningslinjer:
- Til huller med forskellig diameter: Bor det større hul først for at reducere gratdannelsen
- Start med den laveste anbefalede tilspænding ved krydsende huller
- Ikke anbefalet til langspånede materialer som følge af spånafgang ved krydsende huller
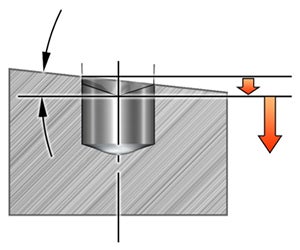
Boring af skrå indgange/udgange
Genererer ujævne og for store kræfter, der belaster skærkanterne
- Bearbejdning med afbrudt spån, når boret kommer ind i/forlader emnet
- Øger risikoen for vibration
- Kan forvrænge boreprofilen
- Medfører mere værktøjsslid end almindelig boring
Generelle anbefalinger:
- Stabilitet er afgørende. Et lille forhold mellem længde og diameter hjælper med at bevare tolerancerne
- Det anbefales at fræse en lille, flad overflade, når der føres emner ind i emnet med stor hældning
Vinklede eller skrå overflader, indføring
- Brug det kortest mulige bor for at minimere vibrationstendenser og reducere virkningen af afbøjning
- Start med den laveste anbefalede skærehastighed og 1/3 af den laveste anbefalede tilspænding (eller lavere), indtil den er fuldt tilkoblet, og vend derefter tilbage til normal tilspænding
- 4-5×DC Kan vinklet indføring vinklet op til 15º
- 6-7×DC Kan vinklet indføring vinklet op til 10º
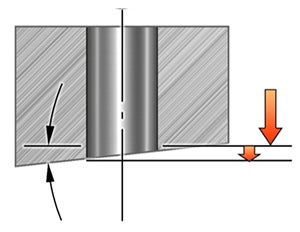
Vinklede eller skrå overflader, udgang
- Brug det kortest mulige bor for at minimere vibrationstendenser og reducere virkningen af afbøjning
- Anbefalede startværdier for skærehastighed og laveste anbefalede tilspænding (eller lavere)
- 4-5×DC kan den skrå udgang vinklede op til 15º
- 6-7×DC kan den skrå udgang vinklede op til 5º
Boring af asymmetrisk buede overflader
- Brug det kortest mulige bor for at minimere borbøjningen ved at komme fra centrum, på samme måde som med en skrå overflade
- Reducer tilspændingen til 1/3 af indtrængningshastigheden ved konkav overflader
- Radius på buet overflade skal være større end borradius
- Ikke anbefalet til 6-7×DC-bor
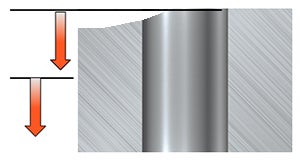
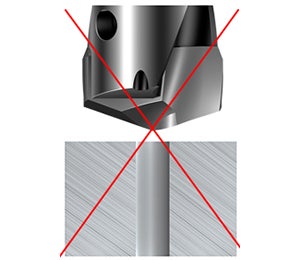
Bor med udhængsspids
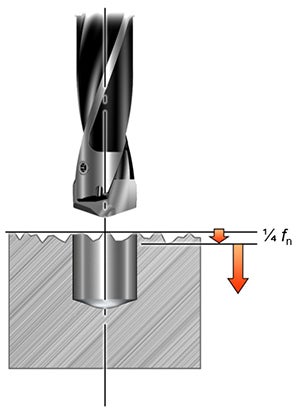
Ujævne overflader
- Reducer tilspændingen til 1/4 af normal hastighed for at undgå udflisning
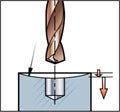
- Hvis det er ustabile forhold, skal du lave et styrehul (helst med kort CoroDrill® 870) eller pletfræser for at danne en flad overflade
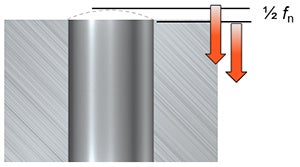
Konvekse/konkave overflader
Konvekse
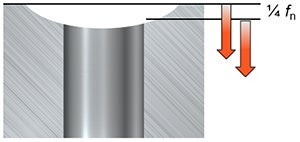
Konkave
- Hullet skal være vinkelret på overfladen
- Min. anbefalet overfladeradius
- Konvekse: 4×DC
- Konkav: 1×DC
- Sørg for stabile forhold, og brug kortest muligt bor
- Reducer tilspændingen ved indgang
- Konvekse: 1/2 af normal hastighed
- Konkav: 1/4 af normal hastighed
- Det kan påvirke hulkvaliteten og værktøjslevetiden sammenlignet med de fordelagtige forhold
- Lav et styrehul eller en pletfræser til at danne en flad overflade, hvis radius er mindre end anbefalet
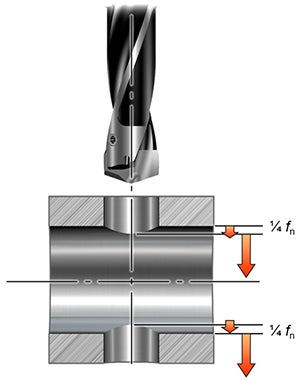
Forborede huller
- Ikke anbefalet på grund af risiko for udflisning på skærkanten
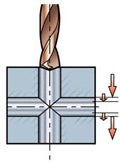
Krydshulsboring
Udfordringer:
- Påvirkes spånafgangen, kan det blive mere problematisk,
- Afgratning i krydset er hård. Gratdannelsen skal være så lille som muligt
- Medfører mere værktøjsslid end almindelig boring
Retningslinjer:
- Bor altid det større hul først for at minimere den indvendige gratdannelse
- Min. anbefalet diameter på det hul, der skal krydses, er 2×DC (for at sikre, at spidsens centrum kommer ind i emnet først)
- Sørg for stabile forhold, og brug kortest muligt bor
- Reducer tilspændingen til 1/4 af ved indgang og udgang af hullerne
- Reducer tilspændingen
- Hulkvalitet og værktøjslevetid kan blive påvirket sammenlignet med fordelagtige forhold
Boring af skrå indgange/udgange
Genererer ujævne og for store kræfter, der belaster skærkanterne
- Bearbejdning med afbrudt spån, når boret kommer ind i/forlader emnet
- Øger risikoen for vibration
- Kan forvrænge boreprofilen
- Medfører mere værktøjsslid end almindelig boring
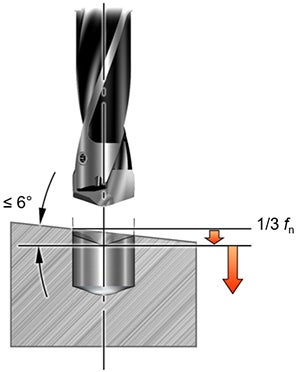
Vinklede eller skrå overflader, indføring
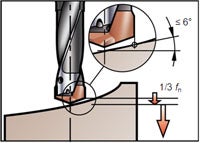
- Den anbefalede maksimumvinkel fra centrum til hjørne er 6 grader for at sikre, at spidsen kommer ind i emnet først
- Sørg for stabile forhold, og brug kortest muligt bor
- Reducer tilspændingen til 1/3 af normal hastighed ved indgang
- Lav et styrehul (helst med kort CoroDrill® 870) eller pletfræser for at danne en flad overflade, hvis en større vinkel eller længere længder
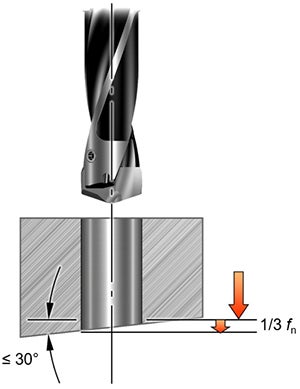
Vinklede eller skrå overflader, udgang
- Maks. anbefalet vinkel er 30 grader
- Sørg for stabile forhold, og brug kortest muligt bor
- Reducer tilspændingen til 1/3 af normal hastighed ved huludgang
- Reducer tilspændingen
- Det kan påvirke hulkvaliteten og værktøjslevetiden sammenlignet med de fordelagtige forhold
Boring af asymmetrisk buede overflader
Får boret til at bøje væk fra hullets centrum
- I starten er det kun periferien af skærkanten, der er i kontakt med
- Lignende, men ikke identiske med skrå overflader
- Maks. anbefalet vinkel fra centrum til hjørne er 6 grader
- Stabile forhold
- Brug kortest mulige bor
- Reducer tilspændingen til normal hastighed ved indgang
- Hulkvalitet og værktøjslevetid kunne reduceres sammenlignet med boring under fordelagtige forhold
- Lav et styrehul eller en pletfræser til at danne en flad overflade, hvis der er en større vinkel eller en længere længde
Solide hårdmetalbor
Ujævne overflader
- Kan beskadige boret, når det trænger ind i overfladen og/eller kommer ud af hullet
- Vær særlig opmærksom på bor med lille diameter, der kan forekomme afbøjning, der forårsager forkert justering, hulvandring og endda værktøjsbrud
- Reducer tilspændingen til 25 % af det anbefalede, indtil fuld diameter er i indgreb for at reducere risikoen for udflisning

Konvekse overflader
- Muligt at bore, hvis radius > 4 gange bordiameteren, og hullet er vinkelret til radius
- Tilspænding: 50-100 % af den anbefalede hastighed, indtil fuld diameter er i indgreb
- Du kan også fræse en lille flad på overfladen, før du borer

Konkave overflader
- Det er muligt at bore, hvis radius er >15 gange bordiameteren, og hullet er vinkelret til radius
- Reducer tilspændingen til 30 % af det anbefalede, indtil fuld diameter er i indgreb
- Du kan også fræse en lille flad på overfladen, før du borer
Forborede huller
- Ikke anbefalet på grund af risiko for udflisning på skærkanten
Krydshulsboring
Udfordringer:
- Påvirkes spånafgangen, kan det blive mere problematisk,
- Afgratning i krydset er hård. Gratdannelsen skal være så lille som muligt
- Medfører mere værktøjsslid end almindelig boring
Generelle retningslinjer:
- Generelt er det nødvendigt at reducere tilspændingen, da boret krydser det eksisterende hul
- Til huller med forskellige diametre: Bor det største hul først for at reducere gratdannelsen
- Ved boring med dybder på under 12×D skal tilspændingen reduceres til 25 % af det anbefalede, når du krydser det eksisterende hul
- Til huller med forskellige diametre: Bor det større hul først for at reducere gratdannelsen
Boring af skrå indgange/udgange
Genererer ujævne og for store kræfter, der belaster skærkanterne
- Bearbejdning med afbrudt spån, når boret kommer ind i/forlader emnet
- Øger risikoen for vibration
- Kan forvrænge boreprofilen
- Medfører mere værktøjsslid end almindelig boring
Generelle anbefalinger:
- Stabilitet er afgørende. Et lille forhold mellem længde og diameter hjælper med at bevare tolerancerne
- Det anbefales at fræse en lille, flad overflade, når der føres emner ind i emnet med stor hældning
- Hældninger op til 10 grader
- Reducer tilspændingen til 30 % af det anbefalede, indtil fuld diameter er i indgreb
- Hældninger på over 10 grader
- Ikke anbefalet til boring
- Alternativ til store hældninger - fræs en lille, flad overflade, bor derefter hullet
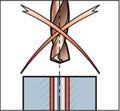
Boring af asymmetrisk buede overflader
- Kan ikke bruges - det er kun dele af skærkanten, der skæres, og spidsen kan ikke komme i kontakt med overfladen først
- Stor risiko for udflisning
Relaterede oplysninger
Boring
Boring udføres ofte sent i produktionsprocessen, hvor tidligere bearbejdningsprocesser... chevron_right
Sletopboring
Finboreoperationer anvendes til færdigbearbejdning af et eksisterende hul og at opnå... chevron_right
Sådan bruger du den
De tre mest grundlæggende parametre for hullet er: Huldiameter Huldybde Hulkvalitet Hultypen... chevron_right
Sådan bruger du den
De tre mest grundlæggende parametre for hullet er: Huldiameter Huldybde Hulkvalitet Hultypen... chevron_right
