
Ikke-roterende boring

Hvad er ikke-roterende boring?
Ikke-roterende boring er en metode, hvor emnet roterer i stedet for boret. Når du bruger den metode, er det ekstremt vigtigt at sikre, at boret er justeret på linje med maskinens centerlinje.
Justeringsanbefalinger for ikke-roterende boring
Minimer værktøjsrundløb eller TIR (indikatorkast i alt) for at opnå den bedste performance.
Bemærk: Et bor med vendeskær laver en lille centerkerne, der kan ses nederst i hullet eller på den udstødte endeskive. Kernestørrelsen skal være inden for 0,05-0,15 mm (0,002-0,006 tommer), ellers kan det medføre skærkantbrud, vibrationer, for store huller og slid på borkroppen. Når du drejer boret, vil kernedimensionen variere som følge af de forskellige positioner.
Solide hårdmetalbor
Vendeskærsbor
Bor med udskiftelig top
Justering af det ikke-roterende bor
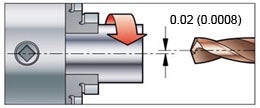
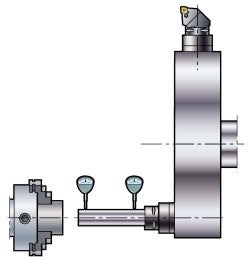
Boret skal justeres parallelt med spindelaksen, ellers kan hullet blive for stort, for lille eller tragtformet. Måling kan udføres med et måleur sammen med en måledorn.
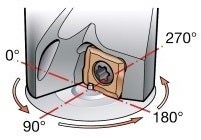
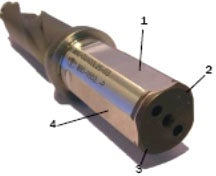
Bor med fire flader (bor med vendeskær)
Brug et bor med fire flader, der er ensartet placeret omkring borskaftet. Bor huller med boret monteret i hver af de fire fladepositioner (0°, 90°, 180°, 270°). Hulmåling vil vise positionen af periferiskæret i forhold til emnets centerlinje, som også viser maskinens justering
Fejljustering som følge af revolverafbøjning
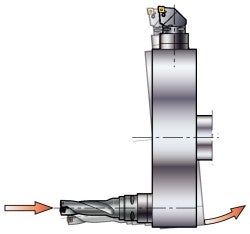
Afbøjning af revolveren på en CNC-drejebænk kan være et problem, især når der bruges større bor og høj tilspænding fn, som kan frembringe en stor kraft.
For at teste denne stabilitet skal du bore ét hul med lav tilspænding og et hul med høj tilspænding og derefter måle hulstørrelserne. Hvis der er en stor forskel i hulstørrelsen, kan revolveren have tendens til afbøjning.
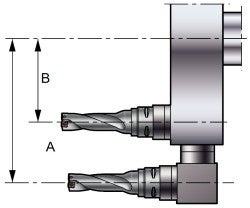
For at minimere revolvernafbøjning
Kontrollér først, om afbøjningen kan minimeres ved at montere værktøjet anderledes. Montér altid værktøjet så tæt på centrum af revolveren som muligt. Position B er at foretrække frem for position A.
Hvis det ikke er muligt, vil en reduktion af tilspænding pr. omdrejning (fn) mindske tilspændingskraften. For at opnå samme produktivitet kan hastigheden vc øges, da det ikke påvirker tilspændingskraften.
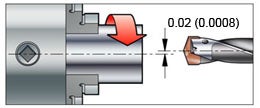
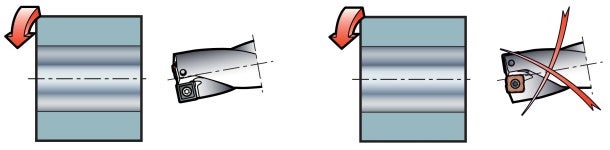
Hvis revolverens afbøjning/fejljustering ved brug af bor med vendeskær ikke kan undgås, skal boret monteres med periferiskæret placeret som vist på billedet til venstre for at undgå slid på borkroppen.
Kerneboring
Hvad er kerneboring? Kerneboring er en teknik, der anvendes til at bore huller med... chevron_right
Radialt justeret boring
Radialt justeret boring er kun mulig ved brug af bor med vendeskær. Radial justering... chevron_right
Boring
Boring udføres ofte sent i produktionsprocessen, hvor tidligere bearbejdningsprocesser... chevron_right
Opboring med bor med vendeskær
Bor med vendeskær kan bruges til opboring for at spare tid til værktøjsskift. Opboring... chevron_right
