
Türbin kanadı

Kanat işleme yeni bir seviyeye taşınıyor
Buhar ve gaz türbinlerine yönelik kanat üretimi, birçok metal işleme faktörünü de barındıran zorlu bir rekabet alanıdır:
- Parça malzemelerinin işlenebilirliği değişkendir (bazıları zor işlenebilir ve özel uçlar gerektirir),
- Oldukça yüksek miktarda malzemenin çıkartılması ve iyi bir yüzey kalitesinin elde edilmesi gerekir (örneğin kanatta artık gerilim gibi olumsuz etkiler oluşmamalıdır),
- Parça biçimleri karmaşıktır (bazı parçalar için en iyi yöntemleri barındıran gelişmiş CAM programları gerekir),
- İşleme sırasında kanatlar titreşme eğilimindedir (uzun, narin, ince parçalar için hafif kesme takımları ve sönümleme özellikleri gerekir),
- Üretim verimliliği önemlidir (yüksek hacimler üretilir),
- Birçok farklı takımın kullanılması ve uygulamaların doğru gerçekleştirilmesi gerekir (4 - 5 eksenli profil çıkarma için kolay yüzey frezeleme).
Verimlilik ve takip eden prosesler açısından, geliştirmelerin sürekli olarak hayata geçirildiği iyi düzenlenmiş bir işleme stratejisinin önemi büyüktür. Yenilikçi takımlar ve nitelikli uygulamalar, özellikle döner kanatlardaki zorlukların üstesinden gelmenin tek yoludur.
Özellikle orta büyüklükteki kanatlarda, temel kanat formunun oluşması amacıyla kanat eşkenar dörtgeninde ve kanat profilinde boşluklardan kaba talaş işleme, işlemenin büyük bölümünü oluşturduğundan genellikle ilgi odağıdır. Bunların çoğu martensitli paslanmaz çelikten yapılmıştır, ancak kanatlar duplex, HRSA ve titanyum olarak da mevcuttur. Bu işlem için yıllar içinde birçok farklı çözüm kullanılmıştır. Ancak, güvenli ve güçlü bir kesme kenarına sahip profil oluşturma özellikleri ve ayrıca kesici-parça boşlukları sayesinde yuvarlak uçlu freze bıçakları ve küresel uçlu parmak frezeler en temel çözümler olmuştur.
Eşkenar dörtgendeki kaba talaş işleme için tek bir freze bıçağı kullanıldığında, kesicinin parçada kavradığı alan, %60 - 80 değerin hedeflendiği önemli bir faktördür. Bu özellik, en uygun kesici çapı ile birlikte en avantajlı takım yolu uygulanarak elde edilmelidir. Yani optimum performansın, güvenliğin ve sonuçların elde edilebilmesi için ilerleme, kesme derinliği, uç boyutu, uç geometrisi, uç kalitesi, uç ağızları ve oluşturulan kesme kuvvetleri arasında en iyi denge kurulmalıdır.
Doğru bir işlemin gerçekleştirilmesine yönelik olarak, özellikle kafa ve ayak (göbek ve kanat kısma parçası) arasındaki geçiş olmak üzere kanadın köklerinde kaba talaş işleme önemli bir müteakip işlemdir. Bu işlemde ayrıca ciddi miktarda malzeme de söz konusudur ancak köşe ve omuz da dahil olduğu için eşkenar dörtgendeki yuvarlak uçlu kesici için uygun değildir. Burada yüksek verimliliğin sağlanması için özel bir çözüm gereklidir.
Kanattaki yarı ince talaş işleme ve talaş işleme için yüksek verimlilikle kalite sağlanabilmesi amacıyla en iyi takım ve yöntem çözümlerinin kullanılması gerekir. Kanat boyutuna ve formuna ve ayrıca ilgili tezgah ve program olanaklarına uyum sağlamak amacıyla, tamamlayıcı bir yuvarlak uçlu freze bıçağının, yekpare karbür parmak frezelerin ve modern, uygun bir düz frezenin (alın frezesi) gelişmiş yöntemler ile uygulanması sayesinde ayarlar tamamlanır.
Eşkenar dörtgende kaba talaş işleme
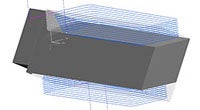
Eşkenar dörtgende kaba talaş işleme için sıkça kullanılan yöntem, kesicinin doğrudan parçaya geçirilmesidir. Bu yöntemde, takım ömrü ve verimliliği optimum seviyede değildir. Bizim tavsiye ettiğimiz yöntem, aşağı frezeleme yönünde giriş yapılarak kesiciyi sürekli olarak içeride tutmaktır. Böylece ilerleme hızı yükselir ve takımın kullanım ömrü uzar.
CoroMill 600, profil kaba talaş işleme ve yarı ince talaş işleme işlemleriniz için ideal bir kesicidir. Optimize edilmiş kesici gövdesi tasarımı, özel kaliteler ve geometriler ile patentli iLock™ sistemi sayesinde bu kesici, kanat profili ve eşkenar dörtgen işlemeye yönelik üstün özellikli bir takımdır.
Yeni lama frezeleme konsepti
Kanat profili

Türbin kanatlarının modern tasarımı, karmaşık yüzey geometrilerinde verimliliği en üst düzeye çıkartır. Bu nedenle bu yüzeylerin işlenmesi çok dikkatli bir işleme stratejisini gerektirir.
Sandvik Coromant; CoroMill 600, CoroMill 300, CoroMill 316 ve CoroMill Plura ile kanat profillerinde kaba talaş işleme, yarı ince talaş işleme ve işleme için bilgi birikimi ile yüksek kalite sunar.



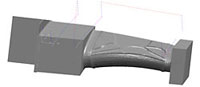
Kanat kısma parçası ve göbek
Kafa/ayak ve kanadın kanat profili arasındaki geçiş radyüslerinde kaba talaş işleme, hep zaman alan ve bir dizi özel takımın kullanıldığı zorlu bir işlem olmuştur.
İndekslenebilir Konik Küresel Uçlu parmak freze (tasarım çözümü), CoroMill teknolojisinin en iyi özelliklerini tek bir özel kesici çözümü ile birleştirerek, talaş işlemleri için yüzey şeklinin hazır olmasını sağlar. CoroMill Plura kesicileri ince talaş işleme için kullanın. Verimlilikteki iyileşmelerin kayda değer olduğunu göreceksiniz.
Kafa ve ayak
Kafa ve ayak için yüzey frezeleme yaparken, kesime girme yöntemi ile parçanın içine girin. Çıkışta en ince talaş oluşumunu sağlamak için kesiciyi merkezin dışına konumlandırın. Böylece daha düşük titreşim oluşur ve daha yüksek ilerleme hızları sağlanır.
CoroMill 490, büyük eksenel talaş açısını temel alan eşsiz bir tasarımın ve bir pozitif keskin kesme kenarının bir araya geldiği teknoloji harikası yeni bir çözümdür. CoroMill 490, kafa ve ayak için üstün yüzey kalitesi sunar.




Montaj oluğu

Kanadın boyutu ile oluğun pozisyonu ve formu, işleme stratejisini belirler. Oluk açarken yüksek ilerlemeli bir kesicinin kullanılması genellikle verimli bir yöntemdir.
CoroMill 316 yüksek ilerlemeli kesici, sahip olduğu eğimli takım yolu sayesinde oluklardaki kaba işleme için ilk tercihtir. CoroMill Plura, çeşitli oluk derinliklerini kapsayan kesme kenarı uzunluğu sayesinde oluk işleme için çok yönlü bir çözüm sunar.

Yeni lama frezeleme konsepti
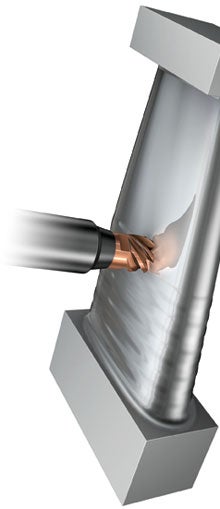
CoroMill 600, en gelişmiş ve benzersiz takım elemanları platformunun temel alındığı tamamen yeni bir tasarıma sahip olan, modern ve yenilikçi bir freze bıçağıdır. Enerji sektöründeki türbin kanatlarında kaba talaş işleme ve yarı ince talaş işleme işlemleri için geliştirilmiştir ve kanat işleme alanındaki zorlukların üstesinden gelmeye yönelik tamamen yeni bir yaklaşımın hayata geçirilmesine olanak sağlayan yuvarlak uçlu bir kesicidir.
Yeni konseptte dört yeni eleman mevcuttur:
- Uç-yuva arabirimi; bu faktör, gerçekleştirilebilecek olanaklar üzerinde daha geniş bir etkiye sahip olduğundan artık çok daha önemli hale gelmiştir. İndekslenebilir uçlu kesme takımlarında uçların takım tutucusuna/kesici gövdesine mutlak şekilde konumlandırılması için iLock konsepti hayata geçirilmiştir. Uç, indeksleme sırasında pozisyonuna daha kolay döner veya operatörlerin eldivenleri takılıyken değiştirilebilir. Rayların ve kanalların doğru eşlendiği, dikkatlice geliştirilmiş tasarımı ve sahip olduğu en iyi biçimler ve boyutlar sayesinde kesme kenarı stabilitesine, doğruluğuna, güvenliğine ve takım kullanımına geniş kapsamlı etkileri olmuştur. Bunun etkileri ile birlikte CoroMill 600 kesicinin uçları, ucun kilitlenmesi ve indekslenmesi/sabitlenmesi için artık yuva yanlarından destek almak zorunda değildir ve önceden mümkün olmayan bir şekilde, uçlar için tamamen yeniden optimize edilmiş geometriler sağlamaya yönelik alan serbest kalır. Kesme işlemine, kenar çizgisi boyunca olan kesme geometrisi değişikliklerine, ilerleme hızı optimizasyonlarına, vs. yönelik yeni vizyonlar uygulanabilir.
- CoroMill 600 kesici gövdesi, türbin kanatlarında 4 ve 5 eksenli frezelemede olduğu gibi kavisli frezelemeye olanak sağlayan tamamen yeni bir tasarıma sahiptir. Kesici gövdesinin sahip olduğu form ve boşluk, takım yolu olanaklarının optimize edilmesi, işleme güvenliğinin artırılması ve talaş boşaltmanın iyileştirilmesi anlamına gelir. Değişken uç ağzı, titreşim eğilimlerini en aza indirir.
- CoroMill 600 için hafif kesmeden orta iş yükünde işlemeye kadar çeşitli özelliklere sahip yeni uç geometrileri geliştirilmektedir. Uçlarda, en güncel uç üretim proseslerine göre doğrudan basınç uygulanır. Hafif kesme ucu, benzer geometriye sahip mevcut zemin uçları ile aynı hatta daha yüksek performansa sahiptir. Bu uç, çeşitli kanat malzemeleri için optimize edilmiş mikro geometrili keskin, pozitif ancak güçlü bir kesme kenarına sahiptir.
- CoroMill 600 takımları için yeni bir uç kalitesinin geliştirilmesi tamamlanmıştır. Türbin kanadı frezeleme için özel olarak geliştirilmiş ve optimize edilmiş yepyeni CVD kaplı kalite, geniş bir yelpazedeki martensitli paslanmaz çelik kanatlarda performansın geliştirilmesine olanak sağlamıştır. Kalite; uçtaki alt tabaka, kaplama ve üretim prosesleri için yeni bir birleşimi temsil etmektedir. Diğer kanat malzemelerine yönelik tamamlayıcı nitelikteki modern CVD ve PVD kaplı uç kaliteleri, kendilerini kanıtlamıştır ve yerleşik çözümlerdir.
- Yüksek basınçlı kesme sıvısı, hava veya minimum yağlama özellikleri CoroMill 600 kesicinin bir parçasıdır. Standart yüksek basınç konsepti, daha iyi talaş oluşumu için yönlendirilmiş opsiyonel jet ile birlikte her bir uç yuvasında hazırlanmıştır. Bunun amacı; daha zorlu malzemeler için veya talaş akışını ve boşaltmayı iyileştirmek amacıyla sıkıştırılmış hava için (kesme hızları göreceli olarak düşükken freze bıçakları için kilit niteliğinde bir faktördür) hidrolik sıkıştırma oluşturmaktır.

Kaba işleme

Eşsiz uç yuvası teknolojisi
Kanat profili işleme
Kanat konturu için yarı ince talaş işleme ve talaş işleme takımlarının seçilmesini içerir. Bunlar kanat boyutuna, makine aksamına ve yöntemlere bağlıdır. Optimum sonuçlar elde etmek için takım seçiminin malzeme miktarı ve oyulmuş yüzey ile bağlantılı olması gerekir. CoroMill 300 yuvarlak uçlu kesici; düzgün boşluğu, hafif kesme işlemi ve yarı ince işleme için geniş sahip olduğu geniş seçenekler sayesinde beş eksenli talaşlı işleme için mükemmel bir profil çıkarma kesicisidir. Ekstra yakın ağız versiyonu ile yüksek ilerlemeli yarı ince talaş işleme yapabilir ve (varsa bile) en düşük titreşim eğilimi ile çalışır. Farklı geometrilerdeki 12 ve 8 mm IC uçlar, optimum performans için çap ve ağız ile birlikte seçilebilir.
Kanat profilinde yarı ince talaş işleme ve talaş işleme işlemlerinde, CoroMill Plura yekpare karbür parmak frezeler veya CoroMill 316 içindeki değiştirilebilir kafalar ile profil çıkarma geçişleri gerçekleştirilir. Bu yarı ince talaş işleme işlemi, nihai talaş işleme işleminde elde edilecek yüzey kalitesine etki eder. Buradaki amaç, gerekirse iki yarı ince talaş işleme işlemi ile çok düzenli ve standart bir artık malzeme düzeyi oluşturmak olmalıdır. Elde edilecek kaliteyi etkileyen bir diğer faktör de titreşme eğilimidir. Kullanılan takımda kesicinin devreye girmesi, ilerleme, yaklaşma ve kesme işlemi sırasında titreşim etkisi oluşabilir.
CoroMill Plura programı, tüm yarı işlenmiş malzemeler için ileri kalitede ve modern yekpare karbür parmak frezelerin geliştirilmesiyle oluşmuştur. Geometri geliştirme sayesinde, frezelemede ortaya çıkan gereksinimler günümüzün tezgahlarına taşınmıştır. Kanal derinliği değişkendir ve kanat işlemede verimli bir kanat boşaltma için en iyi sertliğin ve en uygun alanın sağlanması için kesimlere göre adapte edilmiştir.
Parmak frezeleme işlemlerinin büyük bir bölümü, takım tipleri (indekslenebilir uç kesiciler ve yekpare karbür kesiciler) açısından kısmen örtüşen uygulama alanlarında gerçekleştirilir. Bu alanlar temel olarak gerekli takım çapına, işlem tipine ve parça kalitesi göre ayrılmıştır. İndekslenebilir uçlu parmak frezeler için bir üst çap limiti yoktur ancak uygulanabilirlik açısından genellikle 12 veya 16 mm alt çap limiti söz konusudur. Diğer yandan, yekpare karbür parmak frezeler mm'nin onda birine kadar inen çaplara sahip olabilir ancak genellikle yaklaşık 25 mm'lik ekonomik bir üst çap limitine sahiptir.
İndekslenebilir uç kesiciler, işlem tipi ve işleme açısından esnektir. Yüksek talaş kaldırma oranlarına sahip bu takımlar birçok uygulama için uygundur. Yekpare karbür kesiciler ise yakın takım toleranslarına sahiptir ve uzun radyal kesme kenarları sayesinde özellikle eksenel derinliği fazla olan kesimlerde yüksek ve düzgün yüzey kaliteleri sağlarlar.
Yekpare karbür bir takım, tek ve komple bir hassas alet olduğu için bıçaktan kesme kenarına kadar entegre iken, indekslenebilir uçlu bir takım ise geniş kapsamlı değişkenlik ve optimizasyon olanakları sunan iki takım elemanından oluşur. İndekslenebilir uç ve yekpare karbür takımlar ile sağlanan iki alan arasında, her ikisini de kaplayan bir alternatif takım çözümü için potansiyel bir alan da mevcuttur. Bu alandaki takım, küçük ve orta boyutlu parmak freze çaplarına yönelik olarak hem kesme kenarı indekslenebilirliği sunan hem de yekpare karbür takımların avantajlarını sağlayan bir çözümdür.
CoroMill 316 değiştirilebilir kafalı frezeleme sistemi, Plura yekpare karbür kesme kenarlarının sofistike özelliklerini, kafa ve takım sapı arasında gelişmiş bir bağlanma özelliği ile birleştirir. Plura kafaları programı sayesinde çok geniş bir kapasite sunar, sapların çeşitliliği sayesinde tezgah takımlarının çoğuna uygunluk sağlanır. CoroMill 316 takımları, dengeli bir tasarıma sahiptir ve bu nedenle fener mili hızları göreli olarak yüksektir. Takım maliyetlerinde sağlanan verimliliği, takım kullanımında sağlanan verimlilik ile birleştirir. Yüksek hızların ve çok dişli kafa seçeneklerinin bir araya gelmesi, çok yüksek ilerleme hızlarının ve yüksek kesme hızlarının elde edilmesini sağlar. Değiştirilebilir kafa konsepti aynı zamanda, kesici geometrisinin çeşitli çalışma parçası malzemelerine ve koşullarına daha kolaylıkla uydurulmasını sağlar. Kafaların tasarımı, helis ve değişken ağızlar sayesinde iyi işleme stabilitesi ve en düşük seviyede takım sapması eğilimi sağlar.
Gelişmiş bağlama

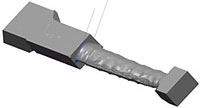
Kanadın kanat kısma parçası ve göbek bölgesi
Kanadın kökü ve kafası arasında, geçiş radyüslerine kadar olan ve geçiş radyüslerindeki alanları kapsar. Genellikle özel takımların yer aldığı bağımsız bir işlem olarak görülür. Kaba işlemede gerekli olan artık frezeleme işlemi, serbest yüzey ve nokta kavrama sırasında yüksek malzeme kaldırma oranına sahip bir kesiciye ihtiyaç duyulan oldukça zorlu bir işlemdir.
Bunun için bir konik parmak freze idealdir ve kanat boyutuna bağlı olarak (indekslenebilir kesici veya yekpare karbür parmak freze olarak) CoroMill Plura iyi bir tercih sunar. Çok miktarda malzemenin bulunduğu bu işlemde verimliliğin optimize edilmesi için özel bir indekslenebilir uçlu kesicinin kullanılması genellikle en iyi çözümdür. Sonraki işlemlerde küresel uçlu kesici, uzun kenarlı bir kesici ile birleştirildiğinde iş görecektir – CoroMill 216 ve CoroMill 390 en uygun tercihlerdir.
Ancak bu işlem için özel bir kesici çözümü gerçekten çok gereklidir. Bu gereklilik, CoroMill teknolojisinin en önemli özelliklerini tek bir takımda bir araya getiren, özel bir konik küresel uçlu parmak freze tasarımı ile karşılanmıştır. Bu takım, eşkenar dörtgende kaba işleme gerçekleştirildikten sonra, talaşla işleme işlemleri başlamadan önce kanat kısma parçasındaki ve göbekteki köşe yuvarlamalarında kaba frezelemeye yönelik araçları sağlar. Geçiş alanı şekli, tek bir işlemde (veya var olan çözümlere göre en az sayıda geçiş ile) yarı ince talaş işleme işlemi için hazır hale getirilir. Bu kesici, her kesim için kanıtlanmış standart indekslenebilir uçları kullanan çeşitli kanat boyutlarına uyacak şekilde adapte edilebilir. Bu en yeni özel takım tasarımı, genellikle zaman alan ve takımların fazlaca kullanılmasına neden olan zorlu işlemlere yönelik yeni bir çözüm sunar ve verimlilikte sağladığı iyileşmeler kayda değerdir.
Konik küresel uçlu parmak frezeler ile kaba işleme ve talaş işleme için yeni geliştirmeler
Türbin kanadı
Kanat işleme yeni bir seviyeye taşınıyor Buhar ve gaz türbinlerine yönelik kanat... keyboard_arrow_right
Havacılık sanayisi malzemelerinin işlemesi için hassas yönlendirilmiş soğutma sıvısının avantajları
Kesme sıvılarının havacılık sanayi parçalarının işlenmesindeki rolü bir tür evrim... keyboard_arrow_right
Seramik parmak frezeler, havacılık sanayi parçalarında işleme uygulamalarının optimize edilmesine yardımcı oluyor
Nikel bazlı alaşımlardan üretilen parçaların havacılık sanayisinde giderek yaygınlaşmasıyla,... keyboard_arrow_right
Kanat iskeleti
Bir uçak üzerinde direkler, kabuklar ve iskelet çubukları gibi birçok alüminyum parçalar... keyboard_arrow_right
