
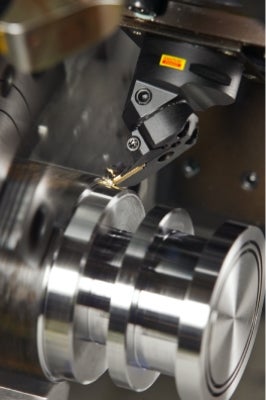
การกลึงร่องด้านนอก
เป้าหมายของการกลึงร่องคอ ประสิทธิภาพการผลิตระดับสูง การกลึงร่องด้านนอกมักจะทำได้ง่ายกว่าการกลึงตัด ซึ่งทำให้ง่ายต่อการเพิ่มความเชื่อถือได้ของกระบวนการทำงาน ดังนั้น เราจึงสามารถให้ความสำคัญกับการปรับปรุงประสิทธิภาพการผลิตได้อย่างเต็มที่ โดยเฉพาะในส่วนของการกลึงร่องกว้าง ซึ่งมักจะต้องใช้เวลานานกว่าและส่งผลกระทบมากกว่าต่อระยะเวลารวมในการตัดเฉือนชิ้นงาน เมื่อเทียบกับร่องแคบ
วิธีการกลึงร่องด้านนอก
สำหรับการกลึงร่องลึก ความเชื่อถือได้ของกระบวนการทำงานถือเป็นความท้าทายอย่างหนึ่ง เนื่องจากจำเป็นต้องใช้เครื่องมือที่มีระยะยื่นยาว ปัญหาการคายเศษ และความยากของการจ่ายน้ำหล่อเย็นไปยังคมตัด การกลึงร่องด้วยการตัดรอบเดียวเป็นวิธีการที่ประหยัดที่สุดและมีประสิทธิภาพมากที่สุดในการกลึงร่อง อย่างไรก็ตาม ในกรณีที่ความลึกของร่องมากกว่าความกว้างของเม็ดมีด เราสามารถใช้การกลึงที่มีหลายรอบ การกลึงไล่ระดับ หรือการกลึงขั้นรอบ เพื่อผลิตร่องดังกล่าวได้เช่นกัน เครื่องมือที่เป็นตัวเลือกแรกสำหรับการกลึงร่องด้านนอกคือ เครื่องมือที่มีระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง
คำแนะนำการทำงาน : วิธีการกลึงร่องด้านนอก
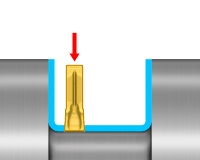
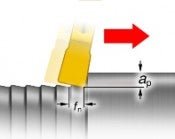
การกลึงร่องด้วยการตัดรอบเดียว
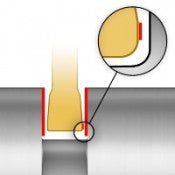
การกลึงร่องด้วยการตัดรอบเดียวเป็นวิธีการผลิตร่องที่ประหยัดและมีประสิทธิภาพ โดยควรพิจารณาสิ่งต่อไปนี้เมื่อทำการกลึงร่องด้วยการตัดรอบเดียว :
- ในกรณีที่คุณภาพผิวงานมีความสำคัญมาก ให้ใช้หน้าลายเม็ดมีดแบบไวเปอร์
- ตรวจสอบให้แน่ใจว่าใช้เม็ดมีดที่มีพิกัดความเผื่อต่ำและเลือกใช้รัศมีมุมและความกว้างที่เหมาะสม ขอแนะนำให้ใช้เม็ดมีดที่ผ่านการเจียผิว (เช่น -GF)
- ในกรณีของการผลิตเป็นจำนวนมาก ให้ใช้เม็ดมีดที่มีรูปทรงและการลบมุมที่เหมาะสม ถ้าไม่มีเม็ดมีดที่ต้องการเป็นผลิตภัณฑ์มาตรฐาน การลงทุนสั่งซื้อเม็ดมีดแบบสั่งทำเป็นอีกวิธีหนึ่งที่มีความคุ้มค่าเช่นกัน
การกลึงหยาบร่องกว้าง
วิธีกลึงร่องกว้างหรือการกลึงระหว่างบ่างานที่ใช้กันเป็นส่วนใหญ่ ได้แก่ :
- การกลึงร่องด้วยการตัดหลายรอบ
- การกลึงทิ่ม
- การกลึงไล่ระดับ
การทำงานทั้งสามวิธีเป็นการกลึงหยาบ ซึ่งจะต้องมีการกลึงเก็บผิวละเอียดอีกครั้ง
หลักการโดยทั่วไปคือ : ถ้าร่องมีความกว้างน้อยกว่าความลึก ให้ใช้วิธีการกลึงร่องด้วยการตัดหลายรอบ ในทางกลับกัน ถ้าร่องมีความกว้างมากกว่าความลึก ให้ใช้วิธีการกลึงทิ่ม และสำหรับชิ้นงานทรงผอม สามารถใช้การกลึงไล่ระดับได้
การกลึงร่องด้วยการตัดหลายรอบ
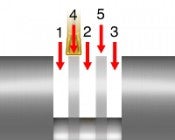
- สำหรับการกลึงร่องกว้างและลึก (ความลึกมากกว่าความกว้าง)
- ส่วนหน้าแปลนที่เหลือไว้สำหรับการตัดรอบสุดท้าย (รอบที่ 4 และ 5) ควรบางกว่าความกว้างของเม็ดมีด (CW -2 x รัศมีมุม)
- เพิ่มอัตราป้อนงานขึ้น 30–50% สำหรับการตัดเฉือนหน้าแปลน
- หน้าลายที่เป็นตัวเลือกแรกคือ -GM
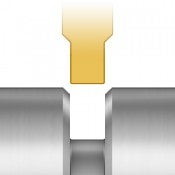
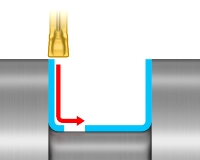
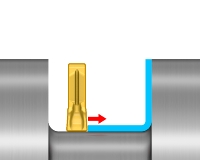
การกลึงทิ่ม

- สำหรับการกลึงร่องกว้างและตื้น (ความกว้างมากกว่าความลึก)
- ห้ามป้อนชิดกับบ่างาน
- หน้าลายที่เป็นตัวเลือกแรกคือ -TF และ -TM
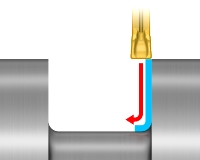
การกลึงไล่ระดับ (การกลึง/การกลึงขั้นรูป)

- ให้การควบคุมเศษดีที่สุด
- ลดแรงตัดในแนวรัศมีและลดการสึกหรอแบบรอยบาก
- หน้าลายที่เป็นตัวเลือกแรกคือ -RO และ -RM
การกลึงร่องเก็บผิวละเอียด
- ตัวเลือกที่ 1 : ใช้หน้าลายเม็ดมีดสำหรับการกลึง
- ตัวเลือกที่ 2 : ใช้หน้าลายสำหรับการขึ้นรูป เช่น สำหรับร่องที่มีรัศมีขนาดใหญ่
- ระยะกินลึกในแนวแกนและแนวรัศมีที่แนะนำคือ 0.5–1.0 มม. (0.02–0.04 นิ้ว)
การกลึงและการกลึงร่องด้านนอก
การกลึงโดยใช้เม็ดมีดกลึงตัดและกลึงร่อง
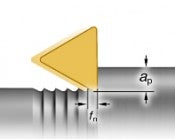
- เมื่อทำการกลึงด้านข้าง ให้ใช้ระยะกินลึก (ap) ที่ใหญ่กว่ารัศมีมุมของเม็ดมีด
- เม็ดมีดแบบไวเปอร์ − อัตราส่วนระหว่างอัตราป้อนงานต่อระยะกินลึก (fn/ap) จะต้องค่อนข้างสูง เพื่อให้แน่ใจว่าเครื่องมือและเม็ดมีดมีการโก่งตัวเล็กน้อย ซึ่งจะช่วยให้เกิดระยะหลบระหว่างคมตัดกับผิวงานที่ทำการกลึง
- ถ้าใช้อัตราส่วน fn/ap ต่ำเกินไป จะทำให้เครื่องมือเสียดสีกับชิ้นงาน เกิดการสั่นสะท้าน และคุณภาพผิวงานต่ำ
- ap สูงสุด = 75% ของความกว้างเม็ดมีด
| ผิวงาน | |||||
Ra ไมครอน | |||||
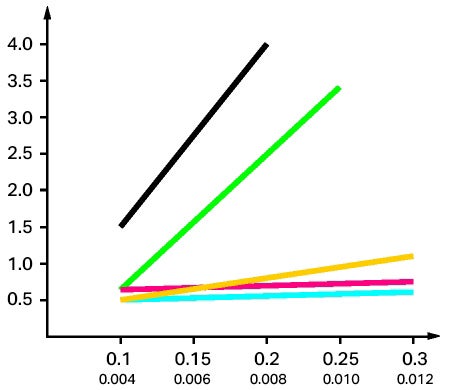 | |||||
อัตราป้อนงาน, fn มม./รอบ นิ้ว/รอบ |
 | TNMG 160404 |
 | TNMG 160408 |
 | เม็ดมีดกลึงตัดและกลึงร่อง -5 มม. -RM |
 | เม็ดมีดกลึงตัดและกลึงร่อง -4 มม. -TF |
 | เม็ดมีดกลึงตัดและกลึงร่อง -6 มม. -TM |
ภาพด้านล่างแสดงการเปรียบเทียบคุณภาพผิวงานระหว่างเม็ดมีดกลึงตัดและกลึงร่องกับเม็ดมีด TNMG ที่มีรัศมีมุม 04 หรือ 08
การกลึงร่อง
เมื่อทำการกลึงด้านข้าง เครื่องมือและเม็ดมีดจะต้องมีการโก่งตัว อย่างไรก็ตาม การโก่งตัวมากเกินไปจะทำให้เกิดการสั่นสะท้านและการหักได้:
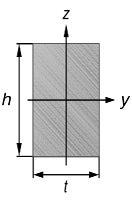
- แผ่นเบลดที่มีความหนามากขึ้นจะลดการโก่งตัว
- การใช้ระยะยื่น (OH) สั้นลงจะช่วยลดการโก่งตัว (δ)
- หลีกเลี่ยงการกลึงโดยใช้เครื่องมือทรงยาวและ/หรือทรงผอม

การใช้ระยะยื่นสั้นลงจะช่วยลดการโก่งตัวที่ด้านข้าง
การกลึงร่องบ่าและการกลึงร่องด้านนอก
การเจียหรือการกลึงเกลียวเป็นขั้นตอนที่จำเป็นสำหรับชิ้นงานส่วนใหญ่ การเจียหรือการกลึงเกลียวเข้าไปยังบ่างานจำเป็นต้องมีระยะหลบ ดังนั้น ขอแนะนำให้ใช้เม็ดมีดที่ออกแบบสำหรับการกลึงร่องบ่าโดยเฉพาะ เช่น: T-Max Q-Cut® และ CoroCut® 1-2

CoroCut® QI
มมของใบมดมดออกแบบมาเปนพเศษเพอใหกระบวนการตดเปนไปอยางนมนวลและชวยลดแรงตาน สงผลใหเครองมอมความตานทานการโกงตวดขนและทำการตดเฉอนไดโดยไมมการสนสะทาน ตวจบยดเครองมอแบบกดยดดวยสกรจะชวยใหกระบวนการทำงานมความมนคงและปลอดภยมากขน มดมดทมแนวคมตดคณภาพสงจะชวยยดอายการใชงานเครองมอและชวยใหไดผลงานทดยงขน การกลงรองทหนาตด: ขนาดในหนวยเมตรก... keyboard_arrow_right
รายละเอียดโดยรวม
มนใจไดวาเครองจกรของคณจะเรมสรางผลตอบแทนไดในทนท การซอเครองจกรใหมเปนการลงทนครงใหญทคณมกคาดหวงวาจะไดรบทนควนจากประสทธภาพการผลตทเพมขน... keyboard_arrow_right
วิธีเพิ่มคุณภาพชิ้นงานในการกลึง
การควบคมเศษเปนปจจยทมความสำคญสงสดประการหนงทตองคำนงถงเพอใหไดชนงานกลงทมคณภาพสง เลอกใชคาการตดทถกตองและปฏบตตามคำแนะนำการใชงานของเราเพอใหไดชนงานทมคณภาพ การควบคมเศษอยางมประสทธภาพ การควบคมเศษเปนปจจยสำคญประการหนงในการกลง... keyboard_arrow_right
การเจาะแบบปรับระยะในแนวรัศมี
การเจาะแบบปรบระยะในแนวรศมสามารถทำไดดวยดอกสวานเมดมดเทานน การปรบระยะในแนวรศมของเสนผานศนยกลางของดอกสวานเมดมดจะชวยเพมพนทการตดเฉอน... keyboard_arrow_right
