
การกลึงขึ้นรูป
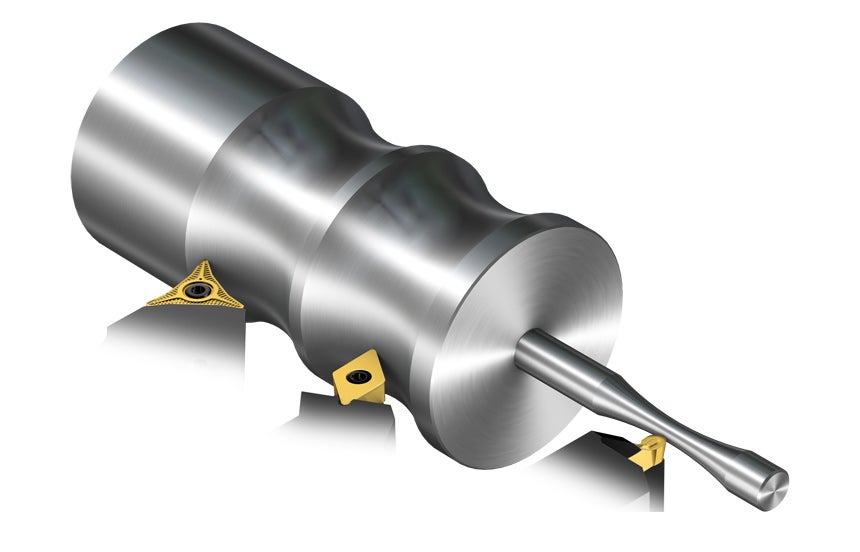
การกลึงขึ้นรูปเป็นวิธีที่ใช้ในการตัดเฉือนร่องที่มีรูปทรงซับซ้อน การเข้าถึงบริเวณตัดเฉือนร่องมักจะเป็นหนึ่งในความท้าทายของการทำงาน ผิวสำเร็จและคุณภาพผิวงานเองถือเป็นปัจจัยที่มีความสำคัญ ตัวอย่างเช่น ชิ้นส่วนเครื่องยนต์อากาศยานส่วนใหญ่มักจะมีร่องที่มีรูปทรงซับซ้อน ซึ่งเข้าถึงพื้นที่ตัดเฉือนได้ยาก และในขณะเดียวกัน ก็ต้องการคุณภาพผิวงานที่ยอดเยี่ยม ข้อจำกัดด้านรูปทรงและวัสดุ (ส่วนใหญ่มักจะเป็นวัสดุตัดเฉือนยาก) ของชิ้นงานเหล่านี้ทำให้การกลึงขึ้นรูปร่องเป็นทางเลือกที่ดีที่สุด
ชิ้นงานที่มีร่องรูปทรงซับซ้อนและผลิตจากวัสดุตัดเฉือนยากมักจะมีค่าใช้จ่ายสูงในการผลิต การหาวิธีที่จะทำให้กระบวนการทำงานมีความเชื่อถือได้ถือเป็นความท้าทายอย่างหนึ่ง เนื่องจากอุปสรรคทั้งจากการเข้าถึงพื้นที่ตัดเฉือนร่องและจากการต้องทำงานกับวัสดุที่มีรูปทรงซับซ้อน ในส่วนของการตัดเฉือนชิ้นงานที่มีรูปทรงซับซ้อน ควรเลือกใช้เม็ดมีดที่จะช่วยให้การกลึงขึ้นรูปร่องมีประสิทธิภาพมากยิ่งขึ้น รวมทั้งเปลี่ยนจากการใช้งานเครื่องมือกลึงขวาและกลึงซ้ายแบบเดิมมาเป็นเครื่องมือชิ้นเดียว เพื่อลดจำนวนเครื่องมือที่ต้องการในการทำงาน ทั้งหมดนี้จะส่งผลให้ไม่จำเป็นต้องเปลี่ยนเครื่องมือบ่อยๆ และมีพื้นที่ว่างในป้อมมีดมากขึ้น โดยส่วนใหญ่แล้ว การใช้เม็ดมีดกลึงขึ้นรูปเป็นวิธีที่ดีที่จะช่วยให้สามารถตัดเฉือนเนื้อวัสดุได้เป็นจำนวนมากในระยะเวลาสั้นๆ
การกลึงขึ้นรูปร่อง
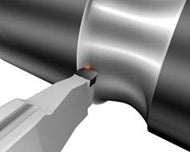
หน้าสัมผัสหมดมากเกินไป (Wrap Around)
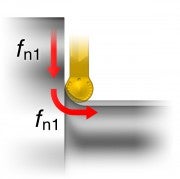
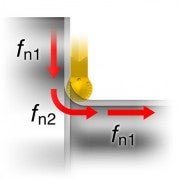
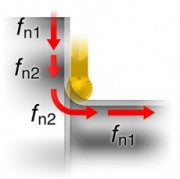
หน้าสัมผัสหมดมากเกินไปเป็นอาการที่เกิดขึ้นเมื่อใช้เม็ดมีดทรงกลมกับการกลึงที่มีร่องหรือขนรูปที่บริเวณมุม รัศมีขนาดใหญ่ของเม็ดมีดจะทำให้เกิดแรงกดตัดสูง ส่งผลให้จำเป็นต้องลดอัตราป้อนงานลง อย่างไรก็ตาม หากลดอัตราป้อนงานลงมากเกินไป ก็อาจทำให้เกิดการสั่นสะท้านขึ้นได้ ดังนั้น เพื่อลดปัญหาการสั่นสะท้าน ควรเลือกขนาดเส้นผ่านศูนย์กลางเม็ดมีดให้เล็กที่สุดเท่าที่จะสามารถทำได้ โดยเทียบกับรัศมีงานที่ต้องการกลึง ในกรณีที่จำเป็นต้องใช้เม็ดมีดที่มีขนาดรัศมีเดียวกันกับร่องหลายแบบ ให้ใช้วิธีกลึงสลับกับการหยุดเป็นช่วงสั้นๆ เพื่อให้เกิดเศษสั้นและป้องกันการสั่นสะท้าน
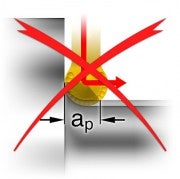
รัศมีเม็ดมีด = รัศมีชิ้นงาน
ไม่แนะนำ
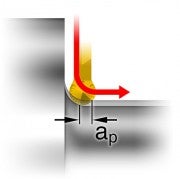
รัศมีเม็ดมีด < รัศมีชิ้นงาน
แนะนำ
n1
n2
f = การตัดขนาน – ความหนาสูงสุดของเศษ 0.15 – 0.40 มม.
(0.006-0.016 นิ้ว)
f = การกลึงที่มีในแนวโค้ง – ไม่เกิน 50% ของ f
n1
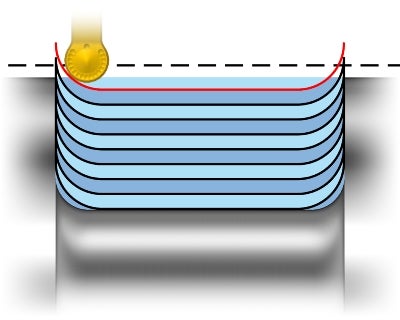
การกลึงขึ้นรูป/การกลึงหลุม – การกลึงแบบโทรคอยด์ในวัสดุ HRSA
- กลึงโค้งเข้าชนงานโดยลดอัตราป้อนงานลง
- เพิ่มอัตราป้อนงานเป็น fn สูงสุดสำหรับช่วงการกลึงเป็นเส้นตรง
- กลึงโค้งออกจากชิ้นงานโดยลดอัตราป้อนงานลง
n ลด f สูงสุด | f n สูงสุด | f n สูงสุด |
 |
การกลึงตัดและการกลึงร่องในวัสดุชนิดต่างๆ
การกลงตดและการกลงรองในอะลมเนยมและวสดไรแรเหลก โลหะไรแรเหลกเปนโลหะชนดทมเนอออนกวา เชน... keyboard_arrow_right
วิธีการใช้งาน
คำแนะนำการใชงาน รนมาตรฐาน รหสผลตภณฑ HRSA, เกรด R2AH รหสผลตภณฑ Ti, เกรด T2CH DC,... keyboard_arrow_right
การกัดร่องหรือช่อง
การกดรองหรอชองเปนงานกดขางและงานกดปาดหนาทพบไดบอย โดยเฉพาะอยางยงในการกดดวยดอกเอนมล รองหรอชองมไดหลายลกษณะ... keyboard_arrow_right
การสึกหรอที่คมตัด
การทจะเขาใจไดถงขอดและขอจำกดของวสดแตละชนด สงสำคญคอตองมความรในระดบหนงเกยวกบลกษณะการสกหรอหรอรปแบบตางๆ... keyboard_arrow_right
