
วิธีการใช้น้ำหล่อเย็นสำหรับการกลึงตัดและการกลึงร่อง

การใช้น้ำหล่อเย็นและน้ำมันหล่อลื่นส่งผลอย่างมากต่อความเชื่อถือได้ของกระบวนการกลึงตัดและการกลึงร่อง โดยเมื่อใช้งานอย่างถูกต้อง น้ำหล่อเย็นจะช่วยลดอุณหภูมิที่บริเวณการตัด รวมทั้งเพิ่มประสิทธิภาพการคายเศษ
ระบบจ่ายน้ำหล่อเย็นภายในและภายนอก
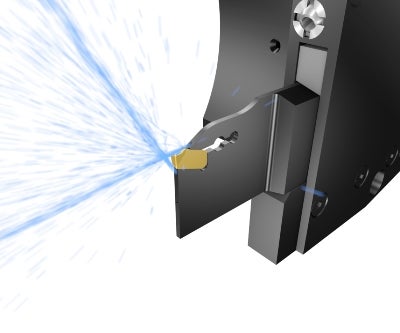
ในกรณีที่ใช้น้ำหล่อเย็นภายนอกกับการกลึงตัดและการกลึงร่อง น้ำหล่อเย็นที่สามารถเข้าไปภายในร่องได้จริงจะมีปริมาณน้อยมาก โดยเฉพาะอย่างยิ่งถ้าเป็นร่องลึก ดังนั้น น้ำหล่อเย็นจึงไม่สามารถทำงานได้อย่างเต็มประสิทธิภาพ แต่ถ้าใช้ระบบจ่ายน้ำหล่อเย็นภายในที่มีความเที่ยงตรงสูง น้ำหล่อเย็นจะถูกฉีดไปยังคมตัดได้อย่างมีประสิทธิภาพ แม้จะเป็นร่องลึก
ข้อดีของระบบจ่ายน้ำหล่อเย็นความเที่ยงตรงสูง
- ใช้ค่าการตัดได้สูงขึ้นหรือสามารถใช้เกรดคาร์ไบด์ที่เหนียวขึ้นได้
- การควบคุมเศษและคุณภาพผิวงานดีขึ้น
- อายุการใช้งานเครื่องมือยาวนานขึ้น
ควรใช้การจ่ายน้ำหล่อเย็นจากด้านบนหรือล่าง หรือทั้งบนและล่าง?
คุณสามารถเลือกใช้เครื่องมือที่มีระบบจ่ายน้ำหล่อเย็นภายในจากด้านบนหรือล่างก็ได้ ทั้งนี้ ขึ้นอยู่กับลักษณะการตัดเฉือน ในบางครั้ง คุณอาจต้องการการจ่ายน้ำหล่อเย็นเพียงหนึ่งแบบ แต่การทำงานจะมีประสิทธิภาพสูงสุดเมื่อใช้การจ่ายน้ำหล่อเย็นทั้งสองแบบพร้อมกัน
การจ่ายน้ำหล่อเย็นจากด้านบน
ระบบจ่ายน้ำหล่อเย็นจากด้านบนช่วยเพิ่มประสิทธิภาพให้กับการควบคุมเศษ ซึ่งเป็นปัจจัยหลักในการยืดอายุการใช้งานของเครื่องมือและลดเวลาการหยุดใช้งานเครื่องจักร การจ่ายน้ำหล่อเย็นจากด้านบนยังช่วยลดการพอกติดของเศษที่คมตัดด้วยเช่นกัน
การจ่ายน้ำหล่อเย็นจากด้านล่าง
ระบบจ่ายน้ำหล่อเย็นจากด้านล่างช่วยลดอุณหภูมิและการสึกหรอด้านหน้าได้พร้อมกัน พร้อมทั้งยังช่วยเพิ่มประสิทธิภาพการคายเศษ อุณหภูมิที่ลดลงช่วยให้สามารถใช้เกรดเม็ดมีดเนื้ออ่อนได้ ซึ่งจะช่วยยืดอายุการใช้งานของเครื่องมือและใช้ค่าการตัดได้สูงขึ้น การใช้ระบบจ่ายน้ำหล่อเย็นจากด้านล่างรวมกับเกรดเม็ดมีดที่มีความเหนียวจะส่งผลให้สามารถคำนวณอายุการใช้งานล่วงหน้าได้อย่างแม่นยำ รวมทั้งให้กระบวนการตัดเฉือนที่เชื่อถือได้มากยิ่งขึ้น ระบบจ่ายน้ำหล่อเย็นจากด้านล่างยังมีประโยชน์สำหรับงานที่ต้องเข้าตัดเป็นเวลานาน ซึ่งมักจะมีข้อจำกัดการทำงานเนื่องจากอุณหภูมิสะสม
การใช้น้ำหล่อเย็นกับวัสดุชนิดต่างๆ
น้ำหล่อเย็นจะให้ประสิทธิภาพสูงสุดเมื่อใช้กับการตัดเฉือนวัสดุที่มีคุณสมบัติการนำความร้อนต่ำ เช่น เหล็กสเตนเลสและซูเปอร์อัลลอยทนความร้อน น้ำหล่อเย็นยังมีผลอย่างมากเมื่อใช้กับวัสดุที่มีการพอกติดมีดตัด เช่น เหล็กกล้าคาร์บอนต่ำ อะลูมิเนียม และเหล็กสเตนเลสดูเพล็กซ์
คุณสมบัติเฉพาะตัวของวัสดุต่างๆ ในส่วนของความสามารถในการตัดเฉือน
คำแนะนำ
เลือกใช้แรงดันที่เหมาะสม
ถ้าสรุปสั้นๆ ก็คือ ยิ่งใช้น้ำหล่อเย็นที่มีแรงดันสูงขึ้น อายุการใช้งานของเครื่องมือและการควบคุมเศษจะยิ่งมีประสิทธิภาพมากขึ้น อย่างไรก็ตาม จะมีข้อยกเว้นในบางกรณีเช่นกัน ในบางครั้ง อายุการใช้งานของเครื่องมืออาจสั้นลงเมื่อใช้แรงดันน้ำหล่อเย็นสูงกว่า 100 บาร์ (1450 psi) การใช้แรงดันน้ำหล่อเย็นต่ำสามารถยืดอายุการใช้งานของเครื่องมือและเพิ่มประสิทธิภาพการควบคุมเศษได้ในระดับหนึ่ง ในขณะที่การใช้น้ำหล่อเย็นที่มีแรงดันตั้งแต่ 30–80 บาร์ (435–1160 psi) จะเพิ่มประสิทธิภาพทั้งอายุการใช้งานและการควบคุมเศษได้อย่างมาก
หลีกเลี่ยงสภาพการทำงานที่มีอุณหภูมิต่ำเกินไปเพื่อป้องกันการพอกติดของเศษที่คมตัด

อุณหภูมิการทำงานที่ต่ำเกินไปอาจทำให้เกิดการพอกติดของเศษวัสดุที่คมตัดของเม็ดมีดได้
อุณหภูมิที่ต่ำเกินไปอาจส่งผลให้อายุการใช้งานของเครื่องมือสั้นลง โดยเฉพาะอย่างยิ่งสำหรับการตัดเฉือนเหล็กสเตนเลส โดยจะทำให้เกิดการพอกติดของเศษวัสดุที่คมตัด (Built-up Edge หรือ BUE) ถ้าเกิดปัญหานี้ขึ้น อาจจำเป็นต้องเพิ่มอุณหภูมิการทำงาน ซึ่งวิธีที่ดีที่สุดคือ :
- เพิ่มอัตราป้อนงานและความเร็ว โดยในกรณีที่ใช้ระบบจ่ายน้ำหล่อเย็นภายใน ให้เพิ่มความเร็วตัดขึ้น 30 ถึง 50 เปอร์เซ็นต์
- ถ้าเกิดการพอกติดของเศษวัสดุที่คมตัดขณะทำการกลึงตัดชิ้นงานที่กึ่งกลางชิ้นงาน ให้ปิดน้ำหล่อเย็นหลังจากที่ความเร็วรอบเพิ่มขึ้นถึงค่าจำกัดของเครื่องจักร
เครื่่องมืือพร้้อมระบบน้ำำหล่่อเย็็นความเที่่ยงตรงสููง สำำหรัับงานกลึึงทุุกรููปแบบ
T-Max P_ CoroTurn107_ CoroTurnTR_CoroTurnPrime_CoroTurn300_ CoroThread266_ Turning_... keyboard_arrow_right
CoroMill® Plura - ดอกเซาะร่องสำ หรับวัสดุคอมโพสิต
keyboard_arrow_right
CoroCut® QF
keyboard_arrow_right
ระบบเครื่องมือแบบหลายคมตัด สำหรับการคว้านเบ้า
keyboard_arrow_right
