
วิธีการเลือกเม็ดมีดกลึงที่เหมาะสม
การเลือกเม็ดมีดมักลงต้องคำนึงถึงหลายสิ่ง ทั้งการเลือกหน้าลายเม็ดมีด เกรดเม็ดมีด รูปทรงของเม็ดมีด (มุมปลายตัด) ขนาดเม็ดมีด รัศมีปลายคมตัดและมุมเข้าชิ้นงาน (มุมนำ) เพื่อให้การควบคุมเศษตัดและการตัดเฉือนมีประสิทธิภาพ
- เลือกรูปทรงรองหกเศษเม็ดมีดตามลักษณะการทำงานที่ต้องการ เช่น การเก็บผิวละเอียด
- เลือกขนาดมุมปลายตัดบนเม็ดมีดที่ใหญ่ที่สุดเท่าที่จะเป็นไปได้ เพื่อความแข็งแรงและความประหยัด
- เลือกขนาดเม็ดมีดตามระยะกินลึก
- เลือกปลายคมตัดที่มีรัศมีใหญ่ที่สุดเท่าที่จะเป็นไปได้ เพื่อความแข็งแรงของเม็ดมีด
- เลือกปลายคมตัดที่มีรัศมีเล็กหากมีแนวโน้มที่จะเกิดการสั่นสะท้าน

l = ความยาวคมตัด (ขนาดเม็ดมีด)

RE = รัศมปลายคมตัด

มุมปลายตัด
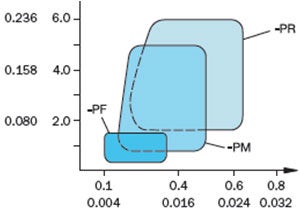
หน้าลายเม็ดมีดกลึง
หน้าลายเม็ดมีดกลึงแบ่งได้เป็นสามรูปแบบหลักๆ สำหรับการเก็บผิวละเอียด การกัดกึ่งหยาบ และการกัดหยาบ แผนภาพแสดงให้เห็นถึงพื้นที่ทำงานในหนาลายแบบต่างๆ รวมถึงระยะการหักเศษที่เหมาะสมซึ่งสัมพันธ์กับระยะกินลึกและอัตราป้อน
การกัดหยาบ
หนาลายที่ผสมผสานระหว่างระยะกินลึกและอัตราป้อนงานที่สูง โดยการทำงานต้องการคมตัดที่มีความปลอดภัยมากที่สุด

การกัดปานกลาง
เหมาะสำหรับการกัดหยาบปานกลางจนถึงงานกัดหยาบเบา มีการผสมผสานระหว่างระยะกินลึกและอัตราป้อนงานที่หลากหลาย

การเก็บผิวละเอียด
ทำงานที่ระยะกินลึกและอัตราป้อนงานต่ำ ต้องใช้แรงตัดต่ำในการทำงาน
ap | |||
| นิ้ว | มม. | ||
 | อัตราป้อนงาน fn | ||
| มม. | |||
| นิ้ว |
ตัวอย่างด้านบนแสดงเพียงรุ่นสำหรับเหล็กเหนียวเท่านั้น ซึ่งยังมีตัวเลือกอื่นๆ ที่ครอบคลุมกลุ่มวัสดุทุกประเภทอีกด้วย
หน้าลายกลึงแบบไวเปอร์
การใช้เม็ดมีดไวเปอร์รวมกับข้อมูลในการตัดทั่วไปทำให้ผิวสำเร็จมีคุณภาพที่ดีขึ้น หรือแม้กระทั่งคงคุณภาพผิวสำเร็จเอาไว้ในอัตราป้อนงานที่สูงกว่าเดิม
หน้าลายไวเปอร์ -WMX คือทางเลือกแรกซึ่งเหมาะสำหรับเริ่มใช้ในการทำงานส่วนใหญ่ ซึ่งแม้สภาวะในการทำงานเปลี่ยนไป ทางเลือกที่มีประสิทธิภาพยังคงมีอยู่เสมอ
เลือกใช้หน้าลายไวเปอร์มุมบวกเพื่อให้มีแรงตัดลดลงและรักษาประสิทธิภาพการผลิตไว้ในกรณีที่เกิดปัญหาจากการสั่นสะท้าน
เลือกหน้าลายไวเปอร์ดังต่อไปนี้:
-WL: สำหรับเพิ่มประสิทธิภาพในการควบคุมเศษตัดเมื่อ fn/ap ต่ำ
-WF: สำหรับเพิ่มประสิทธิภาพในการควบคุมเศษตัดเมื่อ fn/ap ต่ำ และยังเหมาะสำหรับแรงตัดต่ำเมื่อเกิดการสั่นสะท้านขึ้น
-WMX: ตัวเลือกแรกสำหรับการใช้งานที่เกิดเศษตัดกว้าง ให้ประสิทธิภาพการผลิต ความเอนกประสงค์ และผลลัพธ์ที่ดีที่สุด
-WR: เมื่อต้องการคมตัดที่แข็งแรงกว่าเดิม เช่น สำหรับการตัดกระแทก
เกรดเม็ดมีดกลึง
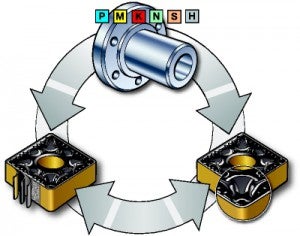
การเลือกเกรดเม็ดมีดมักขึ้นอยู่กับสิ่งดังต่อไปนี้:
- วัสดุของชิ้นงาน (ISO P, M, K, N, S, H)
- ประเภทในการทำงาน (เก็บผิวละเอียด, กลึงหยาบปานกลาง, กลึงหยาบ)
- สภาวะในการตัดเฉือน (ง่าย, ปานกลาง, ยาก)
หน้าลายเม็ดมีดและเกรดเม็ดมีดช่วยทำหน้าที่เสริมประสิทธิภาพซึ่งกันและกัน ตัวอย่างเช่น ความทนทานของเกรดสามารถชดเชยความแข็งแรงของหน้าลายเม็ดมีดที่ต่ำได้
รูปทรงเม็ดมีดกลึง
การเลือกรูปทรงเม็ดมีดควรขึ้นอยู่กับมุมเข้างานสำหรับเครื่องมือที่ต้องการ ควรเลือกใช้มุมปลายตัดที่มีขนาดใหญ่ที่สุดเพื่อให้เม็ดมีดมีความแข็งแรงและมั่นคง แต่ควรมีความสมดุลกับความแปรผันในการตัดที่ทำด้วย
มุมปลายตัดขนาดใหญ่มีความแข็งแรง แต่ต้องใช้กำลังของเครื่องจักรมากขึ้นและมีโอกาสเกิดการสั่นสะท้านสูงขึ้นด้วย
มุมปลายตัดขนาดเล็กมีความทนทานน้อยกว่าและมีหน้าสัมผัสคมตัดที่แคบ ซึ่งอาจได้รับผลกระทบจากความร้อนได้ง่ายกว่า

คมตัดแข็งแรง (มุมปลายตัดใหญ่)
- คมตัดแข็งแรงกว่า
- อัตราป้อนงานสูงกว่า
- แรงตัดสูงกว่า
- การสั่นสะท้านสูงกว่า
โอกาสเกิดแรงสั่นสะท้านน้อยกว่า (มุมปลายตัดเล็ก)
- ความสามารถในการเข้าถึงพื้นที่ตัดเฉือนดีกว่า
- ลดแรงสั่นสะท้าน
- ลดแรงตัด
- คมตัดมีความทนทานต่ำกว่า
ขนาดเม็ดมีดกลึง
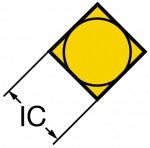
เลือกขนาดเม็ดมีดตามความต้องการในการใช้งานและพื้นที่สำหรับเครื่องมือตัดในการใช้งาน
ขนาดเม็ดมีดที่ใหญ่ขึ้น ความมั่นคงก็จะยิ่งดีขึ้น ในการตัดเฉือนหนัก ขนาดเม็ดมีดมักใหญ่กว่า IC 25 มม. (1 นิ้ว)
ในกระบวนการเก็บผิวสามารถลดขนาดเม็ดมีดได้ในหลายๆ กรณี
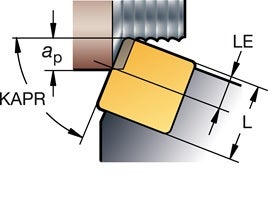
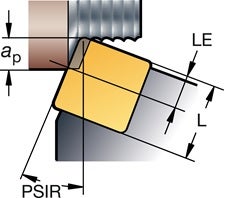
วิธีในการเลือกขนาดเม็ดมีด
- กำหนดระยะกินลึกสูงสุด ap
- กำหนดความยาวตัดที่จำเป็น, LE, มุมเข้างาน (มุมนำ) ของตัวจับยึดเครื่องมือ ระยะกินลึก, ap, และข้อมูลจำเพาะของเครื่องจักร
- สามารถเลือกความยาวคมตัดที่ถูกต้อง L และ iC สำหรับเม็ดมีดได้โดยยึดตาม LE ที่จำเป็นและ ap
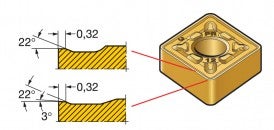
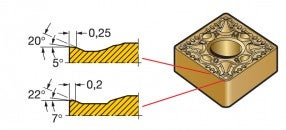
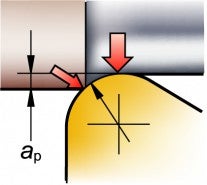
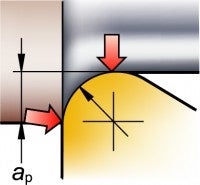
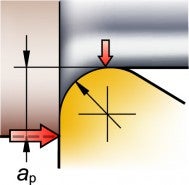
รัศมีปลายคมตัดของเม็ดมีดกลึง
ปัจจัยสำคัญในกระบวนการกลึงตัดคือรัศมีปลายคมตัด, RE ซึ่งเม็ดมีดนั้นมีรัศมีปลายคมตัดหลายขนาด การเลือกจึงขึ้นอยู่กับระยะกินลึกและอัตราป้อนงาน รวมถึงผลของผิวสำเร็จ การหักเศษ และความแข็งแรงของเม็ดมีดด้วย
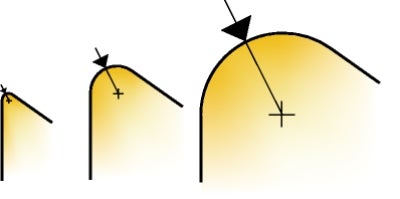
| รัศมีปลายคมตัดเล็ก | รัศมีปลายคมตัดใหญ่ | |
|
|
ระยะกินลึกและแรงการตัด
ความสัมพันธ์ระหว่างรัศมีปลายคมตัดและระยะกินลึกส่งผลต่อแนวโน้มในการเกิดความสั่นสะท้าน แรงในแนวรัศมีที่ผลักเม็ดมีดออกจากพื้นผิวที่ทำการตัดจะทำให้แรงในแนวแกนเพิ่มขึ้นเนื่องจากระยะกินลึกเพิ่มขึ้น
ควรมีแรงในแนวแกนมากกว่าแรงในแนวรัศมี เนื่องจากแรงในแนวรัศมีส่งผลเสียต่อการตัดซึ่งนำไปสู่การสั่นสะท้านและผิวสำเร็จที่มีคุณภาพต่ำ
หลักการโดยทั่วไปคือการเลือกรัศมีปลายคมตัดที่เท่ากับหรือน้อยกว่าระยะกินลึก
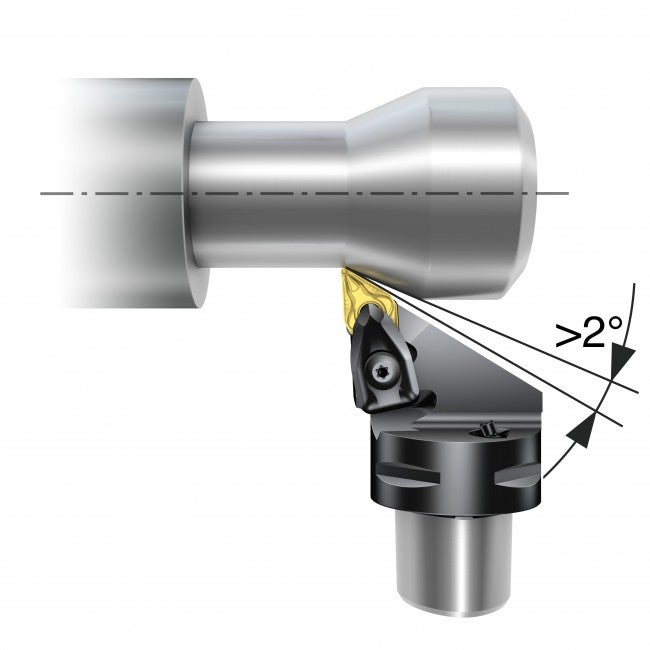
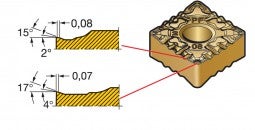
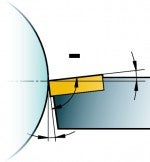
เม็ดมีดกลึงแบบมุมลบและมุมบวก
เม็ดมีดมุมลบมีมุม 90° (มุมหลบ 0°) ในขณะที่เม็ดมีดมุมบวกมีมุมน้อยกว่า 90° (เช่น มุมหลบ 7°) รูปภาพของเม็ดมีดมุมลบแสดงให้เห็นวิธีประกอบและปรับเอียงเม็ดมีดในตัวจับยึด ลักษณะเฉพาะบางประการของเม็ดมีดสองประเภทนี้มีรายละเอียดด้านล่าง:
เม็ดมีดกลึงมุมบวก
- ด้านเดียว
- แรงตัดต่ำ
- ระยะหลบข้าง
- ตัวเลือกแรกสำหรับการกลึงในและการกลึงนอกชิ้นงานทรงผอม

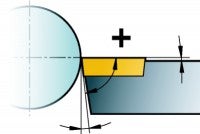
มุมหลบ
เม็ดมีดกลึงมุมลบ
- สองด้านหรือด้านเดียว
- ความแข็งแรงคมตัดสูง
- มุมหลบเป็นศูนย์
- ตัวเลือกแรกสำหรับการกลึงนอก
- ลักษณะงานตัดหนัก

มุมหลบ
มุมเข้างานสำหรับการกลึง
มุมเข้างาน, KAPR (หรือมุมนำ, PISR) คือมุมระหว่างคมตัดและทิศทางการป้อนงาน จึงจำเป็นต้องเลือกมุมเข้างาน/มุมนำที่เหมาะสมเพื่อให้การกลึงประสบความสำเร็จ ผลกระทบจากมุมเข้างาน/มุมนำ:
- ลักษณะของเศษ
- ทิศทางของแรงตัด
- ความยาวคมตัดในการตัด


มุมเข้างานกว้าง (มุมนำแคบ)
- แรงถูกส่งไปที่หัวจับ แนวโน้มที่จะเกิดการสั่นสะท้านน้อย
- ทำการกลึงบางงานได้
- แรงตัดสูงกว่า โดยเฉพาะที่จุดกัดเข้าและกัดออกงาน
- แนวโน้มที่จะเกิดการสึกหรอแบบรอยบากในชิ้นงานซูเปอร์อัลลอยทนความร้อนและเหล็กกล้าชุบแข็ง
มุมเข้างานแคบ (มุมนำกว้าง)
- แรงในแนวรัศมีส่งไปยังชิ้นงานเพิ่มขึ้น ทำให้มีแนวโน้มในการเกิดการสั่นสะท้าน
- ลดภาระที่คมตัด
- เศษกัดบาง = อัตราป้อนงานสูงขึ้น
- ลดการสึกหรอแบบรอยบาก
- กลึงบางงาน 90° ไม่ได้
การกัดปาดหน้า
กระบวนการกดปาดหนารวมถง: การกดปาดหนาทวไป การกดอตราปอนสง การกดปาดหนางานหนก การเกบผวละเอยดดวยเมดมดไวเปอร การกดปาดหนาทวไป ความสำเรจในการกดปาดหนาคออะไร การกดปาดหนาคอกระบวนการกดทไดรบความนยมทสดและสามารถทำไดโดยใชเครองมอหลากหลายชนด... keyboard_arrow_right
การตรวจวัดผิวงาน
ลกษณะผวงานของชนงานสามารถระบไดโดยใชปจจยพนฐานสามอยางดวยกน: โปรไฟล P โปรไฟลหลก โดยเปนลกษณะโดยรวม โปรไฟล... keyboard_arrow_right
วิธีเพิ่มคุณภาพชิ้นงานในการกลึง
การควบคมเศษเปนปจจยทมความสำคญสงสดประการหนงทตองคำนงถงเพอใหไดชนงานกลงทมคณภาพสง เลอกใชคาการตดทถกตองและปฏบตตามคำแนะนำการใชงานของเราเพอใหไดชนงานทมคณภาพ การควบคมเศษอยางมประสทธภาพ การควบคมเศษเปนปจจยสำคญประการหนงในการกลง... keyboard_arrow_right
การเจาะ
การเจาะเปนขนตอนทมกจะทำในชวงทายของกระบวนการผลตหลงจากทชนงานผานกระบวนการอนๆ มาแลว ซงทำใหชนงานมมลคาสงขน... keyboard_arrow_right
