
การกลึงนอก
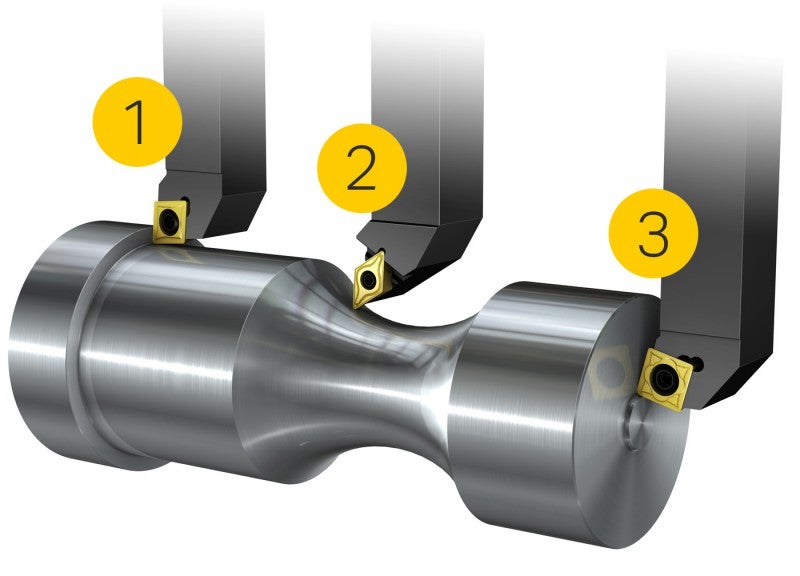
การกลึงนอกเป็นการตัดเฉือนเส้นผ่านศูนย์กลางด้านนอกของชิ้นงาน เนื่องจากการกลึงนอกเป็นกระบวนการทำงานหนึ่งที่ได้รับความนิยมมากที่สุดและใช้กันอย่างแพร่หลาย จึงมีความต้องการด้านการควบคุมเศษ ความปลอดภัยในกระบวนการทำงาน และคุณภาพของชิ้นงานสูง รูปแบบการทำงานเบื้องต้นสำหรับการกลึงนอกคือ การกลึงตามยาว (1) การกลึงขึ้นรูป (2) และการกลึงปาด (3)
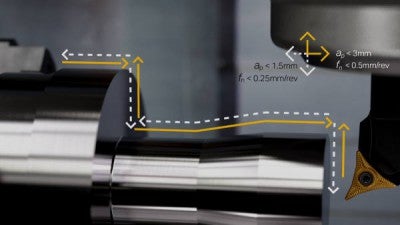
PrimeTurning™ ช่วยให้สามารถทำงานกลึงได้ทุกทิศทาง โดยมีอัตราการขจัดเนื้อโลหะที่เร็วขึ้นและให้ประสิทธิภาพการผลิตสูงสุด
การกลึงตามยาว

สำหรับการกลึงตามยาว การป้อนเครื่องมือจะมีการเคลื่อนที่ไปตามแกนของชิ้นงาน โดยที่เส้นผ่านศูนย์กลางของชิ้นงานจะถูกกลึงให้มีขนาดเล็กลง ซึ่งเป็นกระบวนการทำงานที่พบได้ทั่วไปในการกลึง
ระบบจับยึดของเม็ดมีดในตัวจับยึดเครื่องมือคือตัวเลือกที่แนะนำเป็นอันดับแรกในการเลือกเครื่องมือสำหรับการกลึงตามยาว โดยจะต้องเลือกตามลักษณะการใช้งานและขนาดของชิ้นงาน งานกลึงหยาบบนชิ้นงานขนาดใหญ่จะมีความต้องการที่แตกต่างจากงานเก็บผิวละเอียดบนชิ้นงานขนาดเล็กเป็นอย่างมาก
รูปทรงเม็ดมีด
ควรเลือกมุมปลายตัดเม็ดมีดที่ใหญ่และเหมาะสมเพื่อความแข็งแรงและความคุ้มค่า
มุมเข้างาน
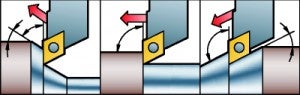
มุมเข้างานของเครื่องมือจะส่งผลต่อลักษณะการเกิดเศษ ที่มุมเข้างาน 90° (มุมนำ 0°) ความหนาของเศษจะเท่ากับอัตราป้อน fn มุมขนาดเล็กกว่า เช่น 75–45° (มุมนำ 15–45°) จะทำให้เศษบางลง และสามารถเพิ่มอัตราป้อนได้
ตัวจับยึดเครื่องมือ
หากต้องตัดเฉือนบางงานในชิ้นงาน ให้เลือกเครื่องมือที่มีมุมเข้างาน 91–95° (มุมนำ -1 ถึง -5°) ใช้เม็ดมีดรูปตัว C (80°) เป็นตัวเลือกแรก
เม็ดมีดรูปตัว D (55°) จะใช้ในการกลึงขึ้นรูปหรือการกลึงร่องบ่า
หากไม่ต้องตัดเฉือนบางงาน สามารถเพิ่มประสิทธิภาพการผลิตโดยใช้เม็ดมีดสี่เหลี่ยมจัตุรัสที่มุมเข้างาน 75° (มุมนำ 15°)



เครื่องมือกลึงสำหรับการกลึงตามยาว
การกลึงขึ้นรูป

ในการกลึงขึ้นรูป การตัดจะแตกต่างกันไปตามระยะกินลึก อัตราป้อน และความเร็ว เครื่องมือที่ใช้ในการกลึงขึ้นรูปต้องรับแรงเค้นและระยะกินลึกหลายระดับตามทิศทางการตัดเฉือนและขนาดเส้นผ่านศูนย์กลางที่เปลี่ยนแปลงไป คุณสมบัติที่สำคัญที่สุดประการหนึ่งของเครื่องมือกลึงขึ้นรูปได้แก่ความสามารถในการเข้าถึงพื้นที่ตัดเฉือน
รูปทรงเม็ดมีด
ควรเลือกมุมปลายตัดบนเม็ดมีดที่ใหญ่และเหมาะสมที่สุดเพื่อความแข็งแรงและคุ้มค่า ทั้งนี้ต้องคำนึงถึงความสามารถในการเข้าถึงพื้นที่ตัดเฉือนของมุมปลายตัดเม็ดมีดด้วย มุมปลายตัดที่นิยมใช้ได้แก่ 35° และ 55°
มุมเข้างาน

วิเคราะห์โปรไฟล์ของชิ้นงานเพื่อเลือกมุมเข้างานที่เหมาะสมที่สุด ต้องรักษามุมตัดอิสระระหว่างชิ้นงานกับเม็ดมีดไว้อย่างน้อย 2° อย่างไรก็ตาม ขอแนะนำให้มุมเข้างานอย่างน้อย 7° (มุมนำ 83°) เพื่อให้ได้ผิวสำเร็จที่มีคุณภาพดีและมีอายุการใช้งานยาวนาน
ตัวจับยึดเครื่องมือ
ตัวเลือกแรกคือ เครื่องมือที่มีมุมเข้างาน 93° (มุมนำ -3°) และเม็ดมีดรูปตัว D (55°) หากจำเป็นต้องใช้มุมไล่ระดับที่ใหญ่ขึ้น ให้ใช้เม็ดมีดรูปตัว V (35°)
เลือกตัวจับยึดที่มีมุมเข้างาน 107–117° (มุมนำ -17 ถึง -27°) เพื่อให้สามารถกลึงขึ้นรูปในทิศทางอื่นหรือทำมุมหลบได้เครื่องมือกลึงสำหรับการกลึงขึ้นรูป
การกลึงปาด

ในการกลึงปาด จะมีการป้อนเครื่องมือตามแนวรัศมีเข้าสู่ศูนย์กลางจากส่วนปลายของชิ้นงาน ซึ่งจะมีแรงตัดในแนวรัศมีสูงจนอาจทำให้ชิ้นงานเบี่ยงทิศทางและเกิดการสั่นสะท้อนได้ในบางกรณี
รูปทรงเม็ดมีด
ควรเลือกรูปทรงเม็ดมีดตามมุมเข้างานที่ต้องใช้ และคำนึงถึงความสามารถในการเข้าถึงพื้นที่ตัดเฉือนหรือความคล่องตัวที่จำเป็นสำหรับชิ้นงานด้วย ควรเลือกมุมปลายตัดบนเม็ดมีดที่ใหญ่และเหมาะสมที่สุดเพื่อความแข็งแรงและความคุ้มค่า
มุมเข้างาน
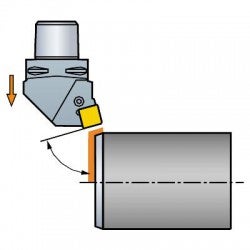
มุมเข้างาน 75° (มุมนำ 15°)
มุมเข้างานที่ลดลง (มุมนำเพิ่มขึ้น) จะทำให้ทิศทางของแรงในแนวรัศมีเกิดการเปลี่ยนแปลงเป็นบางส่วน โดยจะเข้าสู่หัวจับตามแนวแกนเพื่อให้มีความมั่นคงยิ่งขึ้นและลดโอกาสเกิดการสั่นสะท้าน
ด้ามมีด
หากต้องการเพิ่มประสิทธิภาพ เลือกตัวจับยึดชนิดเม็ดมีดสี่เหลี่ยมจัตุรัสและมุมเข้างาน 75° (มุมนำ 15°)
หากต้องการความยืดหยุ่น เลือกตัวจับยึดชนิดเม็ดมีดสี่เหลี่ยมขนมเปียกปูน 80° หรือเม็ดมีดไตรก้อนและมุมเข้างาน 95° (มุมนำ -5°)เครื่องมือกลึงสำหรับการกลึงปาด
PrimeTurning™
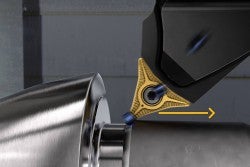
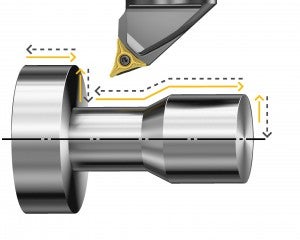
PrimeTurning™ คอกระบวนการกลึงแบบป้อนชิ้นงานเข้าหัวจับและขจัดเนื้อวัสดุออกขณะเคลื่อนที่ไปยังปลายชิ้นงาน แทนที่จะออกจากปลายชิ้นงานไปยังหัวจับแบบทั่วไป วิธีการกลึงดังกล่าวมีประสิทธิภาพและความสามารถในการผลิตเหนือกว่าการกลึงแบบทั่วไป
กระบวนการนี้ช่วยเพิ่มความคล่องตัวในการกลึงได้ทุกทิศทาง ไม่ว่าจะเป็นการกลึงตามยาว การกลึงปาด และการกลึงขึ้นรูป โดยใช้เครื่องมือเพียงชิ้นเดียว นอกจากนี้ยังสามารถทำการกลึงแบบทั่วไปได้โดยไม่ต้องเปลี่ยนเครื่องมือ โดยมีประสิทธิภาพการผลิตในระดับทั่วไป
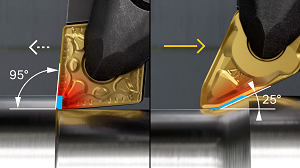
มุมเข้างานขนาดเล็ก
PrimeTurning™ สามารถเข้าถึงบางงานได้อย่างสมบูรณ์แบบ และมีมุมเข้างาน 25–30° (มุมนำ 65–60°) มุมเข้างานขนาดเล็กจะให้เศษที่บางและกว้าง ซึ่งจะช่วยกระจายน้ำหนักและความร้อนออกจากรัศมีปลายคมตัด ช่วยให้เครื่องมือมีอายุการใช้งานยาวนานขึ้นหรือสามารถใช้ค่าการตัดสูงขึ้นได้เพื่อประสิทธิภาพการผลิตที่เพิ่มขึ้น
เครื่องมือกลึงทั่วไป เทียบกับ PrimeTurning™
ประสิทธิภาพการคายเศษยอดเยี่ยม
เศษติดค้างถือเป็นปัญหาหนึ่งที่พบบ่อยในการกลึงตามยาวแบบทั่วไป PrimeTurning™ จะทำการตัดในทิศทางที่เคลื่อนออกจากบางงาน จึงไม่ทำให้เกิดเศษติดค้าง

สถานการณ์ที่ควรใช้ PrimeTurning™
วิธีนี้ต้องให้ชิ้นงานอยู่กับที่และมีการปรับตั้งที่มั่นคง เนื่องจากจะมีแรงในแนวรัศมีมากขึ้น จึงเหมาะอย่างยิ่งสำหรับชิ้นงานที่สั้นและกะทัดรัด รวมถึงชิ้นงานเรียวบางที่ใช้ยันศูนย์ท้าย PrimeTurning™ เป็นตัวเลือกที่ดีมากสำหรับการผลิตจำนวนมาก หรือชิ้นงานที่ต้องทำการปรับตั้งและเปลี่ยนเครื่องมือบ่อยๆอ่านข้อมูลเพิ่มเติมเกี่ยวกับเครื่องมือ CoroTurn® Prime ของเรา
การกลึงหนัก

การกลึงหนักโดยทั่วไปจะเป็นการกลึงชิ้นงานที่มีขนาดใหญ่และมีผิวงานไม่เรียบ รวมถึงมีระยะกินลึกขนาดใหญ่มากและมีหลายระดับ
โดยปกติจะใช้เวลาในการตัดนานมาก จึงทำให้อุณหภูมิสูง ความเร็วตัดและจำนวนรอบมักจะถูกจำกัดตามขนาดและการจับยึดชิ้นงาน การตัดเฉือนมักทำในสภาพการทำงานที่แห้ง และเนื่องจากมีการเปิดเครื่องจักร จึงไม่เหมาะกับการตัดเฉือนแบบเปียก
ตัวอย่างชิ้นงาน ได้แก่ เพลาขนาดใหญ่สำหรับส่งกำลัง เพลากลาง แผงป้องกันสำหรับนิวเคลียร์ และคอนเทนเนอร์ขนาดใหญ่
การกลึงปอกชิ้นงาน

การกลึงปอกชิ้นงานเป็นวิธีการที่ใช้สำหรับลอกชั้นออกไซด์ สะเก็ดจากการกัด และรอยร้าวบนผิวงาน ฯลฯ ออกจากชิ้นงานที่ผ่านการรีดร้อนและทุบขึ้นรูป การกลึงปอกชิ้นงานยังสามารถใช้ได้กับชิ้นงานที่เป็นท่อผนังหนาได้อีกด้วย
วัสดุที่ใช้บ่อยในการกลึงปอก ได้แก่ เหล็กกล้าคาร์บอน เหล็กกล้าสปริง และเหล็กสเตนเลส
โดยมีรูปแบบการใช้งานหลากหลาย ซึ่งมักนำเม็ดมีดเปล่าที่กลึงปอกชิ้นงานไปใช้ในขั้นกลางของการผลิตผลิตภัณฑ์ที่จะผ่านกระบวนการอื่นต่อไป ตัวอย่างดังกล่าว ได้แก่ เม็ดมีดเปล่าสำหรับการอัดรีดในการผลิตท่อ และชิ้นส่วนเพลาสำหรับอุตสาหกรรมยานยนต์
การกลึงปอกชิ้นงานเป็นวิธีการตัดเฉือนที่ให้ประสิทธิภาพการผลิตสูงและต้นทุนการผลิตต่ำ เนื่องจากมีรอบระยะเวลาการผลิตที่รวดเร็วเมื่อเทียบกับการกลึงแบบทั่วไป นอกจากนี้ยังมีคุณภาพผิวงานและพิกัดความเผื่อทางขนาดสูงอีกด้วย จึงช่วยลดการตัดเฉือนในขั้นตอนต่อๆ ไปลงได้เครื่องมือกลึงสำหรับการกลึงหนัก
หากต้องการข้อมูลเพิ่มเติมเกี่ยวกับการกลึงล้อเก่าและการกลึงล้อใหม่ อ่านคู่มือแนะนำการใช้งานเครื่องมือสำหรับการกลึงล้อรางของเรา

การกลึงใน
การกลงในเปนการตดเฉอนเสนผานศนยกลางดานในของชนงาน ระยะยาวและการคายเศษไดไมดถอเปนความทาทายสำคญสองประการทตองเผชญขณะทำงานกลงใน... keyboard_arrow_right
วิธีการใช้งาน
คำแนะนำ มมเขางาน มมเขางานมผลตอการควบคมเศษและการสกหรอแบบรอยบากเปนอยางมาก หลกเลยงการใชมมเขางานแคบเกนไปหรอมมกวางมาก การกลงปาดเขาหาศนยกลางดวยมมเขางานกวางสงผลใหอายการใชงานสนลงเปนอยางมาก หากสามารถหลกเลยงมมเขางานกวางได... keyboard_arrow_right
CoroTurn® 107
CoroTurn 107 คอตวเลอกแรกสำหรบการกลงในและการกลงนอกชนงานขนาดเลกทมรปทรงยาวและผอม คมตดทมความคมและใหการควบคมเศษทยอดเยยมชวยใหสามารถตดไดอยางนมนวลและเกดแรงตดตำ... keyboard_arrow_right
CoroPlex® YT
ลดเวลาทใชในการเปลยนเครองมอลงไดอยางมาก เมดมดมการสกหรอทวถงและสมำเสมอ จงชวยยดอายการใชงานใหนานขน ใชการกลงแกน... keyboard_arrow_right
