
การแก้ปัญหาในงานกลึง
| สาเหตุ | วิธีแก้ไข | |||
การควบคุมเศษ เศษวัสดุชิ้นใหญ่และมีลักษณะเป็นเส้นยาวพันบริเวณรอบๆ เครื่องมือหรือชิ้นงาน โดยปกติแล้วมักเกิดจากอัตราป้อนที่ต่ำ มีระยะกินลึกที่ต่ำและ/หรือตื้นเกินไป 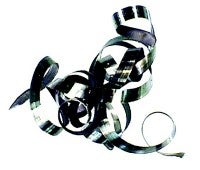 |
|
| ||
|
| |||
|
| |||
|
| |||
| การควบคุมเศษ เศษวัสดุขนาดเล็กเกาะกันเป็นกลุ่ม เกิดจากการหักเศษที่รุนแรงเกินไป การหักเศษที่รุนแรงมักจะทำให้อายุการใช้งานของเครื่องมือสั้นลงหรืออาจทำให้เกิดปัญหาเม็ดมัดแตกหักได้ เนื่องจากอัตราการกดงานที่คมตัดอยู่ในระดับสูง |
|
| ||
|
| |||
|
| |||
ผิวสำเรจ  |
|
| ||
|
| |||
|
| |||
การเกิดเศษครบ 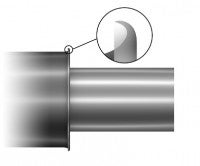 |
|
| ||
|
| |||
|
| |||
การสั่นสะท้าน เกิดแรงตัดในแนวรัศมีสูงเนื่องจากมีการสั่นสะท้านหรือร่องรอยการสั่นสะเทือน ซึ่งเป็นสาเหตุจากระบบเครื่องมือหรือการติดตั้งเครื่องมือ ซึ่งมักพบได้ในการตัดเฉือนด้านในด้วยด้ามกลึงคว้าน  |
|
| ||
|
| |||
|
| |||
|
| |||
การสั่นสะท้าน 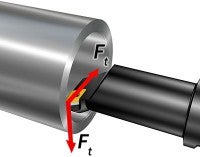  |
|
| ||
|
| |||
|
| |||
|
| |||
|
|
การสึกหรอของเม็ดมีด
ควรทำการตรวจสอบเม็ดมีด/คมตัดหลังการตัดเฉือนทุกครั้ง เพื่อให้ได้ค่าการตัดที่ให้ประสิทธิภาพสูงสุด ชิ้นงานที่มีคุณภาพดีที่สุด ตลอดจนเครื่องมือมีอายุการใช้งานยาวนานที่สุด ใช้ตารางนี้เพื่อระบุสาเหตุและวิธีแก้ปัญหาการสึกหรอรูปแบบต่างๆ ของเม็ดมีดที่จะช่วยพาคุณสู่ความสำเร็จกับงานกลึง
 การสึกหรอด้านหน้า ลักษณะการสึกหรอที่มักพบได้กับการทำงานทุกรูปแบบ แสดงถึงอายุการใช้งานของเครื่องมือที่สามารถคำนวณล่วงหน้าได้ |
|
|
การสึกหรอเป็นรอยบาก  |
|
|
การสึกหรอเป็นหลุมด้านบน  |
|
|
  การเสื่อมถาวร |
|
|
การพอกติดของเศษวัสดุที่คมตัด (BUE)  |
|
|
การหลุดล่อน  |
|
|
การกะเทาะที่คมตัด  |
|
|
การแตกร้าวเนื่องจากความร้อน  |
|
|
การแตกหัก  |
|
|
การแตกหักเป็นแผ่นบาง - เซรามิก 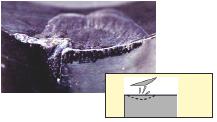 |
|
|
การกะเทาะออกนอกบริเวณการตัด  |
|
|
การสึกหรอและการแก้ปัญหาการเจาะ
การแกปญหา ดอกสวานเมดมด ดอกสวานแบบเปลยนปลายได ดอกสวานคารไบด ดอกสวานเมดมด รเจาะใหญกวาทตองการ การเจาะแบบหมนดอกสวาน เพมปรมาณนำหลอเยน... keyboard_arrow_right
วิธีใช้ระบบจ่ายน้ำหล่อเย็นและน้ำหล่อเย็นสำหรับการกลึง
การคายเศษ การหลอเยน และการหลอลนระหวางเครองมอกบวสดชนงาน เปนหนาทหลกของนำหลอเยน หากมการใชงานอยางถกตอง... keyboard_arrow_right
วิธีเพิ่มคุณภาพชิ้นงานในการกลึง
การควบคมเศษเปนปจจยทมความสำคญสงสดประการหนงทตองคำนงถงเพอใหไดชนงานกลงทมคณภาพสง เลอกใชคาการตดทถกตองและปฏบตตามคำแนะนำการใชงานของเราเพอใหไดชนงานทมคณภาพ การควบคมเศษอยางมประสทธภาพ การควบคมเศษเปนปจจยสำคญประการหนงในการกลง... keyboard_arrow_right
การกลึงใน
การกลงในเปนการตดเฉอนเสนผานศนยกลางดานในของชนงาน ระยะยาวและการคายเศษไดไมดถอเปนความทาทายสำคญสองประการทตองเผชญขณะทำงานกลงใน... keyboard_arrow_right
