
การตัววัดผิวชิ้นงาน
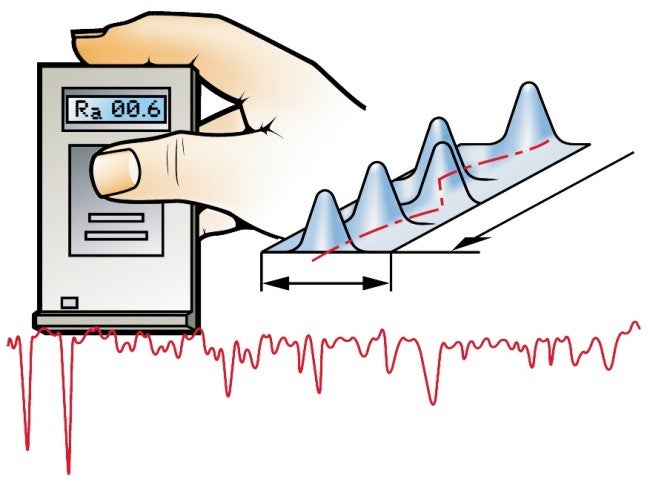
ลักษณะผิวงานของชิ้นงานสามารถระบุได้โดยใช้ปัจจัยพื้นฐานสามอย่างด้วยกัน:
- โปรไฟล์ Pโปรไฟล์หลัก โดยเป็นลักษณะโดยรวม
- โปรไฟล์ Wลักษณะความเป็นคลื่น
- โปรไฟล์ Rลักษณะความหยาบผิวงาน โปรไฟล์ R สามารถคำนวณได้ โดยใช้ฟิลเตอร์กรองส่วนประกอบที่เป็นคลื่นยาวออกจากโปรไฟล์ P ดังนั้น โปรไฟล์ R จึงเป็นการตั้งใจดึงบางส่วนของโปรไฟล์ P มาใช้
เกณฑ์สำหรับการประเมิน
สำหรับการตรวจวัดลักษณะผิวงานของชิ้นงาน การประเมินมักจะทำโดยใช้ความยาวอ้างอิงที่กำหนดไว้เพียงความยาวเดียว ในกรณีที่ไม่มีการกำหนดความยาวอ้างอิงไว้ในภาพแบบชิ้นงาน ผู้ที่ทำการตรวจวัดลักษณะผิวงานจะต้องเป็นผู้กำหนดความยาวอ้างอิงดังกล่าว
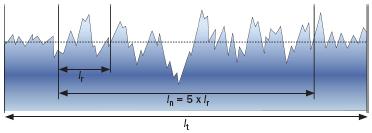
ความยาวการวัด
lt= ความยาวรวม (ประกอบด้วยความยาวเริ่มต้น ความยาวประเมิน และความยาวสิ้นสุด)
ln= ความยาวประเมิน (โดยมาตรฐานจะประกอบด้วยความยาวอ้างอิงห้าค่า)
lr= ความยาวอ้างอิง
ค่าต่างๆ จากโปรไฟล์ R:
ค่าที่มักจะใช้บ่อยในโปรไฟล์ R ได้แก่:
Ra
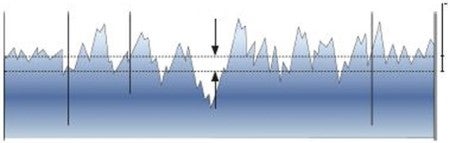
เส้นค่าเฉลี่ย
การประเมินความเบี่ยงเบนจากค่าเฉลี่ยเลขคณิตของลักษณะผิวงานที่ต้องการประเมิน
Ra ความหยาบเฉลี่ยของลักษณะผิวงาน
ค่าเฉลี่ยของความเบี่ยงเบนทั้งหมดจากเส้นตรงภายในความยาวประเมิน โดยไม่คำนึงถึงทิศทางในแนวตั้ง ซึ่งหมายความว่า ไม่สามารถที่จะใช้ค่า Ra เพื่อระบุว่าความเบี่ยงเบนนั้นเป็นยอดหรือร่องบนผิวงาน ค่า Ra จะไม่ได้รับอิทธิพลจากค่าเบี่ยงเบนแต่ละค่ามากนัก ซึ่งหมายความว่า อาจมีโอกาสที่จะตรวจไม่เจอยอดผิวงานที่สูงจากค่าเฉลี่ยมากหรือการขัดขีด
ค่า Ra ที่มักจะนำมาใช้สำหรับผิวโลหะจะอยู่ระหว่าง 0.02 ไมครอนถึง 3.5 ไมครอน – ยิ่งค่าน้อย แสดงว่า ผิวงานยิ่งมีความละเอียด (0.02 ไมครอน = ชิ้นงานมีผิวเงาเหมือนกระจก)
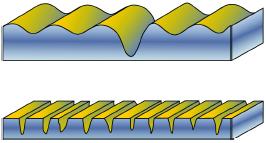
ตัวอย่างสัญลักษณ์ที่ใช้ในภาพแบบ:
Ra= 2 ไมครอน
ลักษณะผิวงานทั้งสองภาพมีความแตกต่างกันมาก แต่มค่า Ra เท่ากัน
ตัวอย่างสัญลักษณ์ที่ใช้ในภาพแบบ:
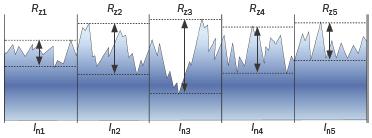
Rz ความสูงสูงสุดของลักษณะผิวงาน (ค่าเฉลี่ย)
ความสูงสูงสุดของลักษณะผิวงานคือ ค่าเฉลี่ยของความสูงลักษณะผิวงานแต่ละค่า Rz ซึ่งเป็นระยะระหว่างความสูงของยอดผิวงานที่สูงที่สุดถึงร่องผิวงานที่ลึกที่สุดภายในช่วงความยาวประเมิน โดยปกติแล้ว จะมีการใช้ความยาวอ้างอิงห้าค่า แต่จำนวนนี้อาจแตกต่างกันออกไปสำหรับอุปกรณ์วัดสมัยใหม่ ค่า Rz ในช่วงความยาวประเมินที่มีความเบี่ยงเบนสูงสุดจะเรียกว่า Rzmax หรือ Rmax
ตัวอย่างสัญลักษณ์ที่ใช้ในภาพแบบ:
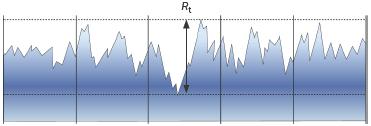
Rt ความสูงรวมของลักษณะผิวงาน
ความสูงรวมของลักษณะผิวงานคือ ผลรวมของความสูงของยอดผิวงานที่สูงที่สุดกับความลึกของร่องผิวงานที่ลึกที่สุดภายในช่วงความยาวประเมิน (โดยปกติแล้วจะมีความยาวประเมินห้าค่า) ค่า Rt เดียว (ซึ่งจะไม่ถูกนำมารวมกับ Rz หรือ Ra ถือเป็นหนึ่งในความต้องการที่เข้มงวดที่สุดของโปรไฟล์ R
ตัวอย่างสัญลักษณ์ที่ใช้ในภาพแบบ:
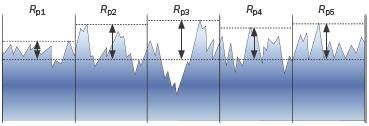
Rp ความสูงสูงสุดของยอดผิวงาน (ค่าเฉลี่ย)
ความสูงสูงสุดของยอดผิวงานคือ ค่าเฉลี่ยของความสูงยอดผิวงานที่สูงที่สุดแต่ละยอด Rp ภายในช่วงความยาวอ้างอิง ค่าความหยาบผิวงาน Rp สามารถนำมาพิจารณารวมกับค่า Rz เพื่อเป็นข้อมูลเกี่ยวกับลักษณะเฉพาะของผิวงานได้
ความลึกของลักษณะผิวงาน
อัตราส่วนวัสดุ
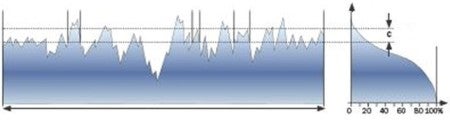
c = ระดับอ้างอิง
Rmr อัตราส่วนวัสดุ (กราฟแอบบอท-ไฟร์สโตน)
วิธีที่เหมาะที่สุดสำหรับการหา “ความทนต่อการสึกหรอ” ของวัตถุ คือการประเมินอัตราส่วนวัสดุของผิวงาน Rmr มีหน่วยเป็น % การประเมินอัตราส่วนวัสดุเป็นวิธีการง่ายๆ ที่ใช้สำหรับหาระดับความบกพร่องของผิวงาน
วิธีในการเลือกเม็ดมีดกลึงที่เหมาะสม
การเลอกเมดมดมกลงตองคำนงถงหลายสง ทงการเลอกหนาลายเมดมด เกรดเมดมด รปทรงของเมดมด (มมปลายตด)... keyboard_arrow_right
วิธีเพิ่มคุณภาพชิ้นงานในการกลึง
การควบคมเศษเปนปจจยทมความสำคญสงสดประการหนงทตองคำนงถงเพอใหไดชนงานกลงทมคณภาพสง เลอกใชคาการตดทถกตองและปฏบตตามคำแนะนำการใชงานของเราเพอใหไดชนงานทมคณภาพ การควบคมเศษอยางมประสทธภาพ การควบคมเศษเปนปจจยสำคญประการหนงในการกลง... keyboard_arrow_right
การสึกหรอและการแก้ปัญหาการเจาะ
การแกปญหา ดอกสวานเมดมด ดอกสวานแบบเปลยนปลายได ดอกสวานคารไบด ดอกสวานเมดมด รเจาะใหญกวาทตองการ การเจาะแบบหมนดอกสวาน เพมปรมาณนำหลอเยน... keyboard_arrow_right
การเจาะ
การเจาะเปนขนตอนทมกจะทำในชวงทายของกระบวนการผลตหลงจากทชนงานผานกระบวนการอนๆ มาแลว ซงทำใหชนงานมมลคาสงขน... keyboard_arrow_right
