
การเจาะผิวงานไม่สม่ําเสมอ
การเจาะผิวงานที่ไม่สม่ําเสมออาจทําให้เกิดแรงที่ไม่สม่ําเสมอที่คมตัดของดอกสว่าน ซึ่งนําไปสู่การสึกหรอเร็วกว่าปกติ สิ่งสําคัญคือต้องปฏิบัติตามแนวทางและลดอัตราป้อนเมื่อจําเป็น
เรียนรู้เพิ่มเติมเกี่ยวกับความท้าทายและวิธีการทํางานของดอกสว่านแต่ละประเภท


ดอกสว่านเม็ดมีด
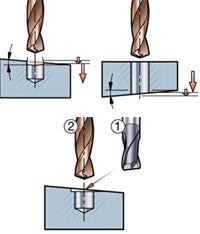
การเจาะผิวงานไม่สม่ําเสมอ
ผิด ปกติ
นูน
เว้า
- ใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้เพื่อลดโอกาสเกิดการสั่นสะท้านและลดผลกระทบจากการเบี่ยงเบน
- ค่าเริ่มต้นที่แนะนําสําหรับความเร็วตัดและอัตราป้อนต่ําสุดที่แนะนํา
- ไม่แนะนําให้ใช้กับ 6-7×DC เมื่อรัศมีเว้าเท่ากันหรือเล็กกว่ารัศมีดอกสว่าน
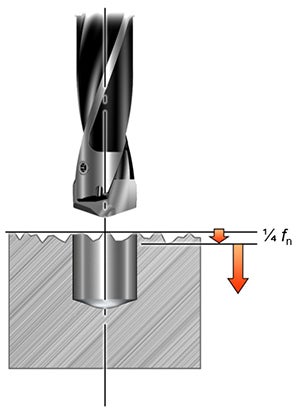
รูที่เจาะไว้แล้ว
- เพื่อให้สมดุลแรงตัดระหว่างเม็ดมีดตัวในกับเม็ดมีดตัวนอกอยู่ในระดับที่ยอมรับได้ รูที่เจาะไว้ล่วงหน้าไม่ควรใหญ่กว่า DC/4

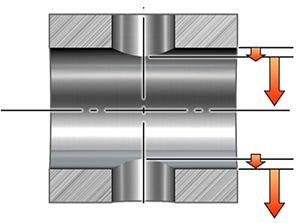
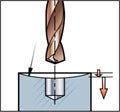
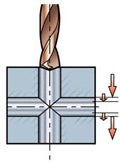
การเจาะรูตัดขวาง
ท้าทาย:
- การคายเศษได้รับผลกระทบ อาจกลายเป็นปัญหามากขึ้น
- การลบคมในการข้ามเป็นงานที่ยาก การเกิดเศษครีบจะต้องมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
คำ แนะ นำ:
- สําหรับรูที่มีเส้นผ่านศูนย์กลางแตกต่างกัน : เจาะรูที่มีขนาดใหญ่ก่อนเพื่อลดการเกิดเศษครีบ
- เริ่มต้นด้วยอัตราป้อนต่ําสุดที่แนะนําในระหว่างการเจาะรูตัด
- ไม่แนะนําให้ใช้กับวัสดุที่มีเศษยาวเนื่องจากการคายเศษขณะเจาะรูตัดขวาง
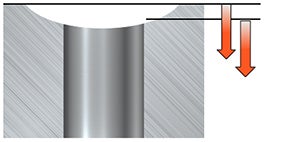
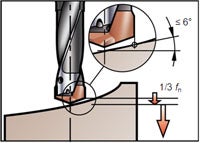
การเจาะรูเข้า/ออกชิ้นงานแบบเอียง
สร้างแรงที่ไม่สม่ําเสมอและแรงกระทําที่คมตัดมากเกินไป
- การตัดกระแทกเมื่อดอกสว่านเข้า/ออกจากชิ้นงาน
- เพิ่มโอกาสเกิดการสั่นสะท้าน
- อาจทําให้โปรไฟล์การเจาะบิดเบือน
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
คําแนะนําทั่วไป:
- ความมั่นคงเป็นสิ่งสําคัญ อัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางขนาดเล็กจะช่วยรักษาพิกัดความเผื่อ
- ขอแนะนําให้กัดผิวเรียบขนาดเล็กเมื่อเข้าชิ้นงานที่มีความเอียงมาก
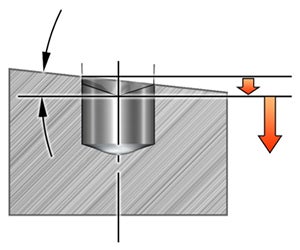
ผิวงานมีมุมหรือเอียง, การเข้าชิ้นงาน
- ใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้เพื่อลดโอกาสเกิดการสั่นสะท้านและลดผลกระทบจากการเบี่ยงเบน
- เริ่มต้นโดยใช้ความเร็วตัดต่ําสุดที่แนะนําและ 1/3 ของอัตราป้อนงานต่ําสุดที่แนะนํา (หรือต่ํากว่า) จนกว่าจะเข้างานเต็มที่ แล้วกลับสู่การป้อนงานปกติ
- 4-5×DC สามารถทํามุมเข้าชิ้นงานได้สูงถึง 15º
- 6-7×DC สามารถทํามุมเข้าชิ้นงานได้สูงถึง 10º
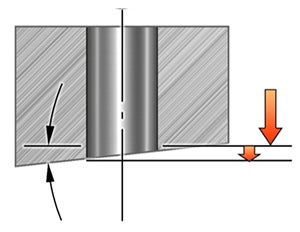
ผิวงานมีมุมหรือเอียง, การออก
- ใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้เพื่อลดโอกาสเกิดการสั่นสะท้านและลดผลกระทบจากการเบี่ยงเบน
- ค่าเริ่มต้นที่แนะนําสําหรับความเร็วตัดและอัตราป้อนงานต่ําสุดที่แนะนํา (หรือต่ํากว่า)
- 4-5×DC สามารถทํามุมออกเอียงได้ถึง 15º
- 6-7×DC สามารถทํามุมออกเอียงได้ถึง 5º
การเจาะผิวงานโค้งสมมาตร
- ใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้เพื่อลดการโก่งตัวของดอกสว่านออกจากกึ่งกลางซึ่งคล้ายกับผิวชิ้นงานแบบเอียง
- ลดอัตราป้อนงานเหลือ 1/3 ของอัตราการเจาะเริ่มต้นสําหรับผิวงานเว้า
- รัศมีของผิวงานที่มีความโค้งควรใหญ่กว่ารัศมีดอกสว่าน
- ไม่แนะนําให้ใช้กับดอกสว่าน 6-7×DC
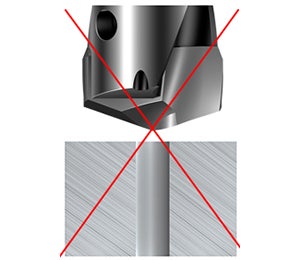
ดอกสว่านปลายคมตัดรุ่นใหม่
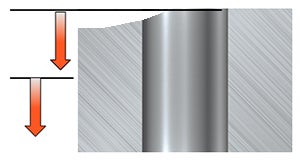
ผิวงานไม่สม่ําเสมอ
- ลดอัตราป้อนงานเหลือ 1/4 ของอัตราปกติเพื่อป้องกันการกะเทาะ
- หากสภาพการทํางานไม่มั่นคง ควรเจาะรูนํา (ควรใช้ดอกสว่านขนาดสั้น CoroDrill® 870) หรือหัวกัดเฉพาะจุดเพื่อให้ได้พื้นผิวเรียบ
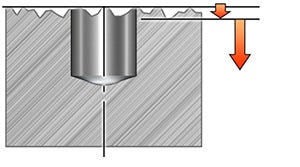
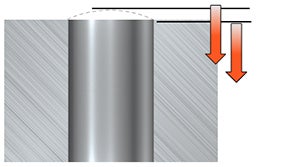
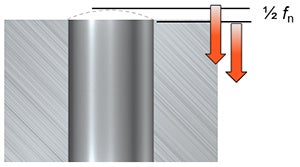
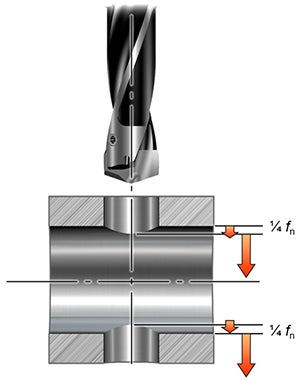
ผิวงานนูน/ผิวงานเว้า
นูน
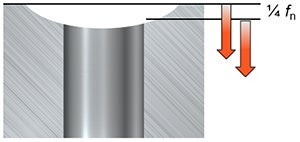
เว้า
- รูจะต้องทํามุมฉากกับผิวงาน
- รัศมีที่แนะนําต่ําสุดของผิวงาน
- นูน: 4×DC
- เว้า: 1×DC
- มั่นใจได้ถึงสภาพการทํางานที่มั่นคงและใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้
- ลดอัตราป้อนในระหว่างการเข้างาน
- นูน: 1/2 ของอัตราปกติ
- เว้า: 1/4 ของอัตราปกติ
- คุณภาพของรูเจาะและอายุการใช้งานของเครื่องมืออาจลดลงได้เมื่อเทียบกับสภาพการทํางานที่ดี
- ทําการเจาะรูนําหรือกัดเฉพาะจุดเพื่อสร้างพื้นผิวเรียบหากรัศมีเล็กกว่าที่แนะนํา
รูที่เจาะไว้แล้ว
- ไม่แนะนําให้ใช้เนื่องจากเสี่ยงต่อการกะเทาะที่คมตัด
การเจาะรูตัดขวาง
ท้าทาย:
- การคายเศษได้รับผลกระทบ อาจกลายเป็นปัญหามากขึ้น
- การลบคมในการข้ามเป็นงานที่ยาก การเกิดเศษครีบจะต้องมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
คำ แนะ นำ:
- ดอกสว่านที่มีขนาดใหญ่ขึ้นทุกครั้งก่อนเพื่อลดการเกิดเศษครีบภายใน
- เส้นผ่านศูนย์กลางต่ําสุดที่แนะนําในการข้ามรูคือ 2×DC (เพื่อให้แน่ใจว่ากึ่งกลางของปลายดอกเข้าชิ้นงานก่อน)
- มั่นใจได้ถึงสภาพการทํางานที่มั่นคงและใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้
- ลดอัตราป้อนลงเหลือ 1/4 ในระหว่างการเจาะเข้าและออกจากรู
- ลดอัตราป้อนแบบหด
- คุณภาพของรูเจาะและอายุการใช้งานอาจลดลงได้เมื่อเทียบกับสภาพการทํางานที่ดี
การเจาะรูเข้า/ออกชิ้นงานแบบเอียง
สร้างแรงที่ไม่สม่ําเสมอและแรงกระทําที่คมตัดมากเกินไป
- การตัดกระแทกเมื่อดอกสว่านเข้า/ออกจากชิ้นงาน
- เพิ่มโอกาสเกิดการสั่นสะท้าน
- อาจทําให้โปรไฟล์การเจาะบิดเบือน
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
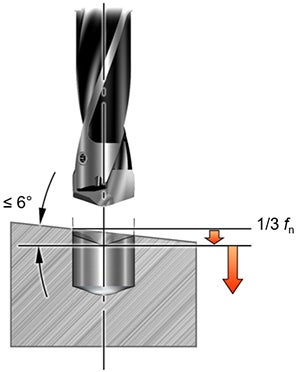
ผิวงานมีมุมหรือเอียง, การเข้าชิ้นงาน
- มุมสูงสุดที่แนะนําตั้งแต่กลางชิ้นงานหนึ่งถึงมุมคือ 6 องศา เพื่อให้แน่ใจว่าปลายชิ้นงานจะเข้าชิ้นงานก่อน
- มั่นใจได้ถึงสภาพการทํางานที่มั่นคงและใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้
- ลดอัตราป้อนเหลือ 1/3 ของอัตราปกติในระหว่างการเข้างาน
- ทํารูนํา (ควรใช้ CoroDrill® 870 แบบสั้นหรือหัวกัดเฉพาะจุด) เพื่อสร้างพื้นผิวที่เรียบถ้ามุมขนาดใหญ่หรือยาวขึ้น
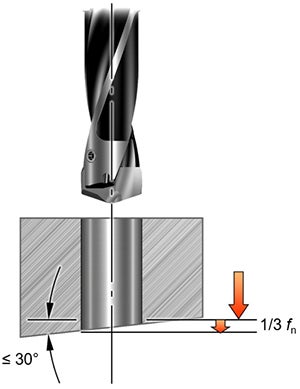
ผิวงานมีมุมหรือเอียง, การออก
- มุมสูงสุดที่แนะนําคือ 30 องศา
- มั่นใจได้ถึงสภาพการทํางานที่มั่นคงและใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้
- ลดอัตราป้อนเหลือ 1/3 ของอัตราปกติในระหว่างการเจาะรู
- ลดอัตราป้อนแบบหด
- คุณภาพของรูเจาะและอายุการใช้งานของเครื่องมืออาจลดลงได้เมื่อเทียบกับสภาพการทํางานที่ดี
การเจาะผิวงานโค้งสมมาตร
ทําให้ดอกสว่านโก่งตัวออกจากเส้นแนวศูนย์กลางของรู
- ในเบื้องต้น เฉพาะบริเวณขอบคมตัดเท่านั้นที่สัมผัสได้
- คล้ายกันแต่ไม่เหมือนกับผิวชิ้นงานแบบเอียง
- มุมสูงสุดที่แนะนําจากกึ่งกลางภาพไปอีกมุมคือ 6 องศา
- สภาพการทํางานมั่นคง
- ใช้ดอกสว่านที่สั้นที่สุดเท่าที่จะทําได้
- ลดอัตราป้อนงานลงเหลือเพียงอัตราปกติในระหว่างการเข้างาน
- คุณภาพของรูเจาะและอายุการใช้งานของเครื่องมือลดลงเมื่อเทียบกับการเจาะในสภาพการทํางานที่ดี
- ทําการเจาะรูนําหรือกัดเฉพาะจุดเพื่อสร้างพื้นผิวเรียบถ้ามีมุมขนาดใหญ่หรือยาวขึ้น
ดอกสว่านคาร์ไบด์
ผิวงานไม่สม่ําเสมอ
- สามารถสร้างความเสียหายให้กับดอกสว่านเมื่อเจาะผิวงานและ/หรือเจาะออกจากรู
- ให้ความสนใจเป็นพิเศษกับดอกสว่านที่มีเส้นผ่านศูนย์กลางขนาดเล็ก การเบี่ยงเบนอาจเกิดขึ้นได้ ซึ่งทําให้เกิดการพลาดตําแหน่ง การเบี่ยงเบนของรู และแม้แต่การแตกหักของเครื่องมือ
- ลดอัตราป้อนงานเหลือ 25% ของอัตราที่แนะนําจนกระทั่งเส้นผ่านศูนย์กลางทั้งหมดถูกตัดออกเพื่อลดความเสี่ยงที่จะเกิดการกะเทาะ

ผิวงานนูน
- สามารถเจาะได้หากมีการ>รัศมี 4 เท่าเส้นผ่านศูนย์กลางดอกสว่าน และรูเจาะอยู่ในแนวตั้งฉากกับรัศมี
- อัตราป้อน: 50-100% ของอัตราที่แนะนําจนกว่าเส้นผ่านศูนย์กลางแบบเต็มจะเข้าตัด
- หรือจะกัดชิ้นงานให้มีส่วนแบนเล็กน้อยที่ผิวงานก่อนเจาะ

ผิวงานเว้า
- สามารถเจาะได้หากมีรัศมี>15 เท่าของเส้นผ่านศูนย์กลางดอกสว่าน และรูเจาะอยู่ในแนวตั้งฉากกับรัศมี
- ลดอัตราป้อนเหลือ 30% ของอัตราที่แนะนําจนกว่าเส้นผ่านศูนย์กลางแบบเต็มจะเข้าตัด
- หรือจะกัดชิ้นงานให้มีส่วนแบนเล็กน้อยที่ผิวงานก่อนเจาะ
รูที่เจาะไว้แล้ว
- ไม่แนะนําให้ใช้เนื่องจากเสี่ยงต่อการกะเทาะที่คมตัด
การเจาะรูตัดขวาง
ท้าทาย:
- การคายเศษได้รับผลกระทบ อาจกลายเป็นปัญหามากขึ้น
- การลบคมในการข้ามเป็นงานที่ยาก การเกิดเศษครีบจะต้องมีขนาดเล็กที่สุดเท่าที่จะเป็นไปได้
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
คําแนะนําทั่วไป:
- โดยทั่วไปแล้ว จําเป็นต้องลดอัตราป้อนงานเนื่องจากดอกสว่านเจาะเจาะข้ามรูเดิม
- สําหรับรูที่มีเส้นผ่านศูนย์กลางขนาดต่างๆ ให้เจาะรูที่ใหญ่ที่สุดก่อนเพื่อลดการเกิดเศษครีบ
- สําหรับการเจาะที่ลึกต่ํากว่า 12×D ให้ลดอัตราป้อนเหลือ 25% ของอัตราที่แนะนําเมื่อทําการเจาะรูเดิม
- สําหรับรูที่มีเส้นผ่านศูนย์กลางต่างๆ : เจาะรูขนาดใหญ่ก่อนเพื่อลดการเกิดเศษครีบ
การเจาะรูเข้า/ออกชิ้นงานแบบเอียง
สร้างแรงที่ไม่สม่ําเสมอและแรงกระทําที่คมตัดมากเกินไป
- การตัดกระแทกเมื่อดอกสว่านเข้า/ออกจากชิ้นงาน
- เพิ่มโอกาสเกิดการสั่นสะท้าน
- อาจทําให้โปรไฟล์การเจาะบิดเบือน
- ทําให้เกิดการสึกหรอของเครื่องมือมากกว่าการเจาะทั่วไป
คําแนะนําทั่วไป:
- ความมั่นคงเป็นสิ่งสําคัญ อัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางขนาดเล็กจะช่วยรักษาพิกัดความเผื่อ
- ขอแนะนําให้กัดผิวเรียบขนาดเล็กเมื่อเข้าชิ้นงานที่มีความเอียงมาก
- เอียงไม่เกิน 10 องศา
- ลดอัตราป้อนเหลือ 30% ของอัตราที่แนะนําจนกว่าเส้นผ่านศูนย์กลางแบบเต็มจะเข้าตัด
- เอียงมากกว่า 10 องศา
- ไม่แนะนําให้ใช้สําหรับการเจาะ
- ตัวเลือกสําหรับการเอียงขนาดใหญ่ – กัดผิวเรียบขนาดเล็ก แล้วจึงเจาะรู
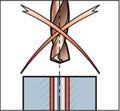
การเจาะผิวงานโค้งสมมาตร
- ไม่สามารถใช้ได้ - มีเพียงส่วนหนึ่งของคมตัดเท่านั้นที่จะตัดและปลายดอกอาจไม่สามารถสัมผัสกับผิวงานได้ก่อน
- มีความเสี่ยงสูงที่จะเกิดการกะเทาะ
ข้อมูลที่เกี่ยวข้อง
โรงงานสวนใหญไมสญเสยเงนในสถานททชดเจน: ของเสยทแทจรงซอนอยในกระบวนการทลาสมย การวางแผนทไมมประสทธภาพ... keyboard_arrow_right
การค้นหาสาเหตุและแก้ไขปัญหา
ปญหาหลก สปนเดลหรอเครองมอมคาการเบยงเบนหนศนยสงเกนไป ใชคาการตดไมเหมาะสม การสะสมของเศษวสดทคมตด เมอทำการแกไขปญหา: ตรวจเชคทงระบบ... keyboard_arrow_right
ข้อมูลความปลอดภัยในการทำงาน
อนตรายจากเครองจกรกล/ทางกายภาพ: เครองมอตดและตวจบยดอาจแตกหกเปนชนไดขณะใชงาน เศษโลหะจากการทำงานอาจมความรอนสงและคมมาก... keyboard_arrow_right
เกี่ยวกับ
การตดขดตางๆ ไมวาจะเกดจากการเกบดอกสวานไวผดทหรอจากการทเครองมอขาดสตอก อาจจะดเหมอนเปนเรองเลกๆ... keyboard_arrow_right
