
CoroMill® 345
Förstaval för mycket produktiv planfräsning

Bearbetning med wiperskär

Invändig skärvätsketillförsel
Använd invändig skärvätsketillförsel för bästa ytjämnhet vid bearbetning av rostfritt stål. Använd en skärvätskeskruv för invändig skärvätsketillförsel.
Montering med underläggsplatta
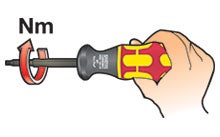
Momentvärde
Skärskruv: 3,0 Nm (26,5 tum-lbs)
Skruv för underläggsplatta: 6,0 Nm (53 tum-lbs)
Applikationstips
Finbearbetning med wiperskär
Du kan uppnå utmärkt ytjämnhet med standardskär i kombination med ett eller flera wiperskär. Wiperskär fungerar oftast bäst vid hög matning per varv (fn) för fräsar med stor diameter och extra tät tandning och inställningsmöjligheter.

Välja rätt tanddelning
Det är alltid viktigt att välja en lämplig tanddelning med rätt egenskaper för operationen.
• Vid bearbetning i ISO P, använd fräsar med L- eller M-tanddelning och hög fz för att hålla upp produktiviteten och minska kostnaderna
• De jämna H- och HX-tanddelningarna genererar ett mjukare ljud jämfört med differentialfräsar
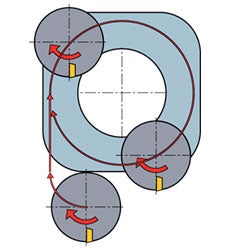
Håll fräsen i ingrepp
Fräsens position i förhållande till ingreppet i arbetsstycket och fräständernas kontakt är avgörande faktorer för lyckad bearbetning.
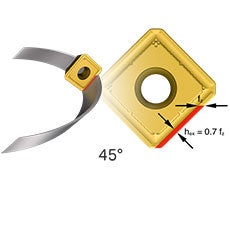
Maximal spåntjocklek
För maximal produktivitet, använd hex-värde för fz-beräkningar.
En skärparameterberäkning utifrån rätt hex-värde säkerställer ett bra skärförlopp med bättre ytkvalitet och skärlivslängd.
Rekommendationer
●
Svåra förhållanden

L
Begränsad stabilitet och effekt
Långt överhäng
◐
Medelgoda förhållanden

M
Generell bearbetning
○
Goda förhållanden

H
God stabilitet och effekt
Kortspånande material
☆
Utmärkta förhållanden

HX
Utmärkt stabilitet och effekt
Kortspånande material
Förstaval av skär
| Grovbearbetning | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Medelfin bearbetning | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Finbearbetning | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Skärdata
| Geometri | ISO | CoroMill® 345 | |||||
| fz (matning per tand), mm (tum) | fz (hex), mm (tum) | ||||||
| Min | Start | Max | Min | Start | Max | ||
| 345R-1305X-KL | ISO K | 0,07 (0,003) | 0,16 (0,006) | 0,22 (0,009) | 0,05 (0,002) | 0,11 (0,004) | 0,16 (0,006) |
| 345R-1305X-KM | ISO K | 0,16 (0,006) | 0,30 (0,012) | 0,40 (0,016) | 0,11 (0,004) | 0,21 (0,008) | 0,28 (0,011) |
| 345R-1305X-KH | ISO K | 0,25 (0,010) | 0,35 (0,014) | 0,55 (0,022) | 0,18 (0,007) | 0,25 (0,010) | 0,39 (0,015) |
| 345R-13T5X-ML | ISO M/S | 0,07 (0,003) | 0,11 (0,004) | 0,20 (0,008) | 0,05 (0,002) | 0,08 (0,003) | 0,14 (0,006) |
| 345R-13T5X-MM | ISO M/S | 0,15 (0,006) | 0,20 (0,008) | 0,45 (0,018) | 0,11 (0,004) | 0,14 (0,006) | 0,32 (0,013) |
| 345R-1305X-PL | ISO-P/H | 0,07 (0,003) | 0,17 (0,007) | 0,21 (0,008) | 0,05 (0,002) | 0,12 (0,005) | 0,15 (0,006) |
| 345R-1305X-PM | ISO-P/H | 0,15 (0,006) | 0,25 (0,010) | 0,40 (0,016) | 0,11 (0,004) | 0,18 (0,007) | 0,28 (0,011) |
| 345R-1305X-PH | ISO-P/H | 0,25 (0,010) | 0,40 (0,016) | 0,55 (0,022) | 0,18 (0,007) | 0,28 (0,011) | 0,39 (0,015) |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70