
플런지 드릴링
플런지 드릴링이란?
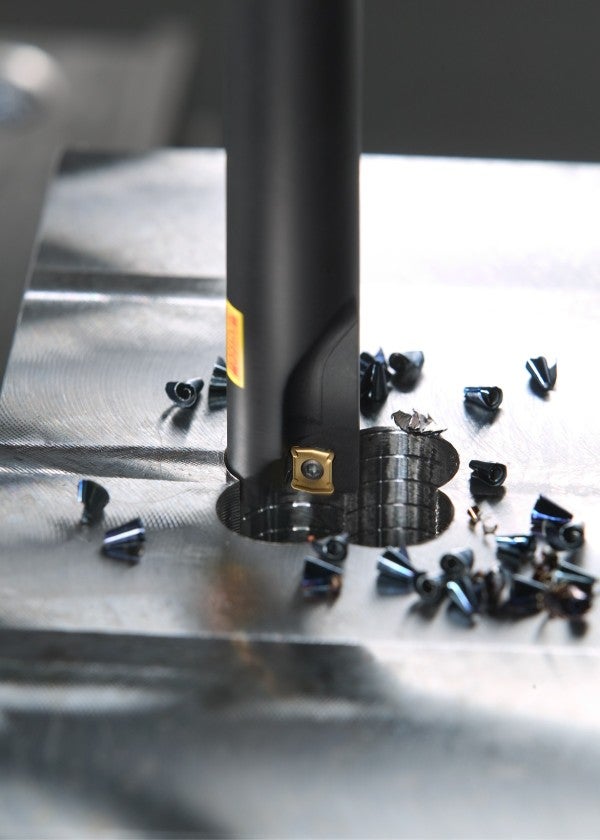
플런지 드릴링은 동공의 황삭을 위한 효과적인 방법입니다. 드릴이나 밀링 커터를 사용해 반복적인 축 방향 절삭을 통해 더 깊은 홀이나 동공을 가공할 수 있고, 특히 황삭 가공에 적합합니다. 주 절삭 부하가 스핀들을 따라 축 방향으로 이동하기 때문에 전력 효율적이고 생산성이 높으며 가공 기계 스핀들에 대한 요구가 감소합니다. 내경 플런지 밀링은 플런지 가공 공구의 홀을 드릴링해 시작합니다.
공구 선택
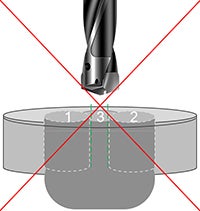
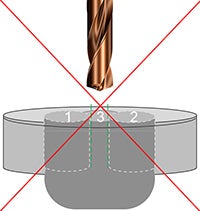
플런지 드릴링에는 대칭 드릴 포인트 공구(헤드 교환형 및 솔리드 드릴)를 사용하면 안 됩니다.
인서트 교환형 드릴
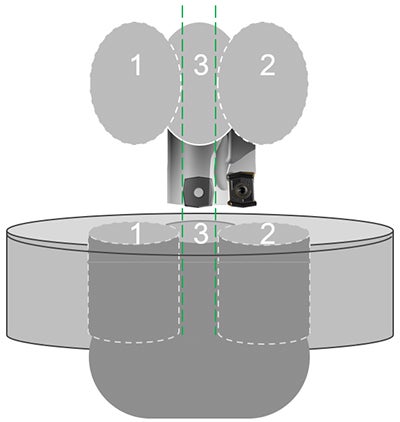
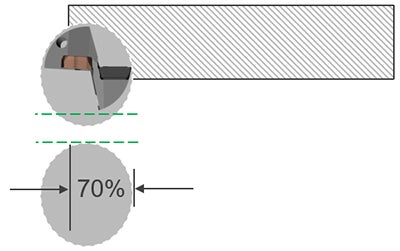
인서트 2개를 사용해 중심 절삭에 인서트 교환형 드릴을 사용할 수 있어 생산성이 매우 높습니다. 전체 인서트 교환형 드릴 절삭 데이터에서 플런지 드릴을 사용할 경우 드릴 직경의 70%를 다음 중첩 절삭에 적용할 수 있습니다. 금속 제거율이 높습니다.
플런지 밀링은 교환형 인서트 커터, 원형 인서트 커터 또는 솔리드 초경 드릴을 사용한 플런지 드릴링과 유사합니다. 그러나 밀링 커터의 스텝 오버가 제한되어 축 방향 인서트 절삭날 길이의 절반에 불과합니다. 직경이 충분히 커서 많은 날들이 고이송을 제공할 수 있을 때 흥미로운 대안이 될 수 있습니다.
전략
- 칩이 칩 채널에서 떨어질 수 있는 큰 오버랩을 방지하십시오.
- 먼저 솔리드 홀 드릴링(1 및 2)
- 내측 인서트가 완전한 맞물림 상태를 유지하도록 홀 간 거리를 설정하는 것이 좋습니다.
- 웨빙 홀 (3): 부드럽게 진입할 때 매우 낮은 절삭 조건을 사용하십시오.
- 날 플런징, 드릴 직경의 70% 맞물림 보장
포켓 플런지 가공
날 플런징
재고 관리
재고 관리 대부분의 제조 공정에서 재고의 최대 60%가 전혀 사용되지 않으며, 작업의 약 15%는 공구 부족 때문에 지연되고 있습니다. 재고 관리에... chevron_right
지모 인서트 생산의 생산 유닛 디렉터 소피아 구스타프손(Sofia Gustafsson)을 만나다
소피아를 만나는 것은 순전히 가상의 경험이었지만 (거리 때문에) 화면의 2 차원 돌출은 그녀의 에너지와 열정을 가리지 않았습니다. 그녀는 탄탄한... chevron_right
드릴링 가공
드릴링 가공은 이전 작업에서 최초 가공물 가치가 이미 상승한 상태에서 제조 공정의 마지막에 수행되는 경우가 많습니다. 드릴링 가공은 단순해 보이지만... chevron_right
내경 선삭 가공
내경 선삭 가공은 가공물의 내경을 가공합니다. 긴 오버행과 칩 배출의 어려움은 내경 선삭 가공의 대표적인 문제입니다. 오버행이 길면 편향과 진동... chevron_right
