
ペックドリリング加工
良好なペックドリリング加工とは
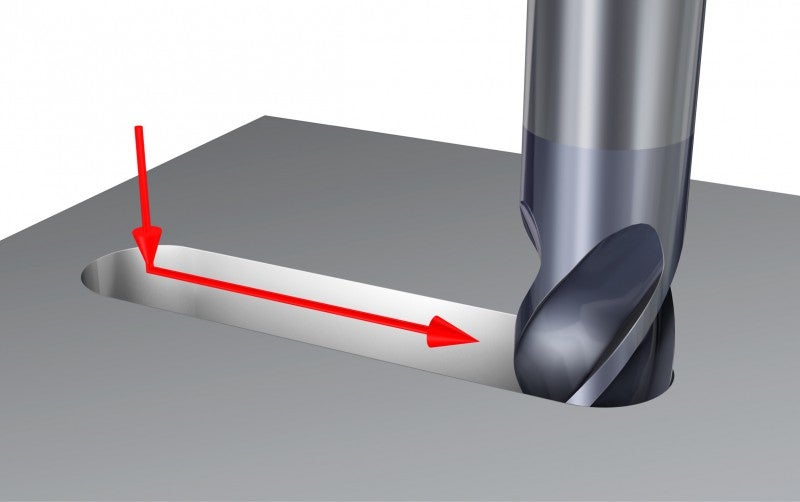
ペックドリリング加工は、ランピング加工の代わりに、無垢材の加工に使用される加工法です。ただし、非常に大きな動力が必要で、長い切削が生成され、望ましくない切削抵抗がカッターに生じます。したがって、ペックドリリング加工は、以下の場合にのみ使用します。
- 機械のランピング性能が十分でない
- 短い閉鎖溝を作製する
ペックドリリング加工の適用方法
センターカット - 穴あけ用エンドミル (エンドミル加工用カッター)
センターカットエンドミルの穴あけ深さは、チップフルート長さと切削排出性能により制限されます。深溝の場合は、ペッキングサイクルを使用します。穴あけ加工時は低送りを使用します。フライス加工の推奨送りの約50%です。
注意: フル溝加工の場合は、apを最大にすることを検討してください。
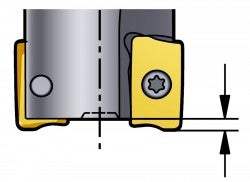
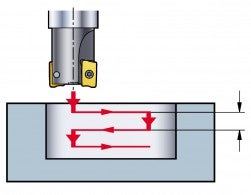
最大ドリル深さ
穴とキャビティ/ポケットのフライス加工
2軸ランピング加工 ヘリカル加工 コンタリング加工 外径ヘリカル加工またはランピング加工 プランジ加工 ペックドリリング加工 スライス加工法 閉鎖ポケットまたは閉鎖角 穴のフライス加工:開口部の作成 中実ワークでの開口部の作成 穴またはキャビティの拡張 キャビティまたはポケットの加工/拡張 中実ワークでの開口部の作成 ランピング加工 ペックドリリング加工 溝の作製 穴のフライス加工時には常に、ペックドリリング加工よりランピング加工... chevron_right
面取りフライス加工
加工物のエッジに沿った面取り、V溝、逃げ溝、溶接の前加工、バリ取りが、よく行われる面取り加工です。機械やセットアップの種類に応じて、さまざまな方法でこのような加工を行うことができます。小さな正面フライスカッターやロングエッジカッター、エンドミル、面取りカッターを使用することができます。 工具の選び方 面取りカッター 面取り工具は以下のような項目を考慮して選択します: 加工が表面取りか、裏面取りか 面取り角度 面取りの最大深さ 被削材 表面取りでは、機械で使用することができるツールアセンブリも主な考慮事項の一つです。裏面取りでは、穴サイズがカッターサイズの限度にもなり、このように工具の選択に影響を与えます。一般的に内径加工時の小さな面取りには、アクセス性ゆえに超硬ソリッド工具が必要ですが、大きな面取りの場合は、刃先交換式フライスカッターを使用することができます。 面取り用補足カッター 主軸や加工物に傾斜のある、4軸および5軸の機械では、面取りやバリ取用に以下の工具を使用することができます: 90エンドミル 45正面フライスカッター 大きな面取りにはロングエッジカッターを使用することができます 加工方法 切削条件 通常、切込み深さ... chevron_right
穴拡張
既存の穴の拡張は、サーキュラランピング加工またはヘリカル加工のいずれかで行うことができます。 サーキュラランピング加工 ヘリカル加工 サーキュラランピング加工... chevron_right
正面フライス加工
正面フライス加工には以下の加工が含まれます: 一般的な正面フライス加工 高送りフライス加工 重切削用正面フライスカッター ワイパーチップによる仕上げ加工 一般的な正面フライス加工 良好な正面フライス加工とは、どのようなものでしょうか? 正面フライス加工は最もよく使用されるフライス加工で、そのための工具が豊富に用意されています。切込み角45ºのカッターを最も頻繁に使用しますが、特定の条件では丸チップカッター、スクエア肩削りカッター、サイドカッターも使用します。最高の生産性を実現するため、加工に適したカッターを確実に選んでください(以下の「工具の選び方... chevron_right
