
Külső beszúrás
A beszúrás esetében a nagy termelékenység a cél. A külső beszúrás általában kevésbé megterhelő mint a darabolás, ennek köszönhetően a folyamatbiztonság könnyebben elérhető. Ez lehetővé teszi a hangsúly áthelyezését a termelékenység növelésére, különösen a széles hornyok esetében, mivel ezek több időt vesznek igénybe, és nagyobb hatást gyakorol az alkatrész teljes megmunkálási idejére, mint a kis hornyok.
Külső homlokbeszúrási módszerek
Mély hornyoknál a folyamatbiztonság kihívást jelenthet a nagy kinyúlások, a forgácselvezetés nehézségei és a hűtőközeg forgácsolóélre juttatásának nehézségei miatt. Az egyfogásos beszúrás gazdaságos és termelékeny módja a hornyok létrehozásának. Ha azonban a horony mélysége nagyobb, mint a lapka szélessége, többszörös beszúrás, merülő esztergálás, ferde marás vagy profilesztergálás is alkalmazható. Külső beszúráshoz a nagy pontosságú hűtéssel rendelkező szerszámok a legjobbak.
Alkalmazási tippek: A külső beszúrás alkalmazása
Egymenetes beszúrás
Az egyfogásos beszúrás gazdaságos és termelékeny módja a hornyok létrehozásának. Egyetlen fogás alkalmazása esetén ezeket a szempontokat kell figyelembe venni:
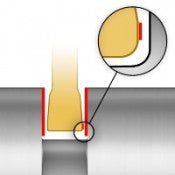
- Ha a felületi minőség nagy fontossággal bír, akkor használjon Wiper-technológiás lapkageometriát.
- Ügyeljen arra, hogy szoros tűrésű lapkát használjon, és ajánlott megfelelő csúcssugarú, szélességű és köszörült lapkákat használni (pl. -GF).
- Tömeggyártás esetén használjon megfelelő profilú és élletörésű lapkát. Ha nem találja meg a standard választékban, akkor érdemes befektetni Tailor Made-lapkákba.
Széles hornyok nagyolása
A széles hornyok készítésének vagy a vállak közötti esztergálásnak a leggyakoribb módjai a következők:
- Többszörös beszúrás
- Merülőesztergálás
- Mélyítés
Mindhárom eljárás nagyolási művelet, és egy külön simító műveletnek kell követnie.
Az általános szabály: Ha a horony szélessége kisebb, mint a mélysége, használja a többszörös beszúrási módot; ha a fordítottja igaz, használja a merülő esztergálást. Karcsú alkatrészeknél a mélyítés is használható.
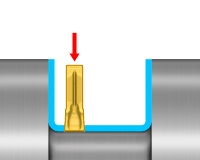
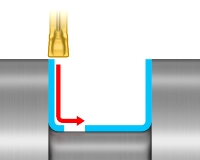
Többszörös beszúrás
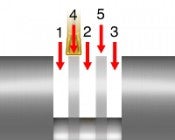
- Mély, széles hornyokhoz (a mélység nagyobb mint a szélesség)
- A karimák a végső fogáshoz (4 és 5) legyenek vékonyabbak, mint a lapkaszélesség (CW -2 x csúcssugár)
- Növelje az előtolást 30–50%-kal a karimák megmunkálásánál
- A legjobb geometria a -GM.
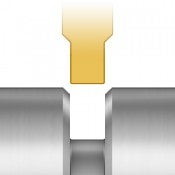
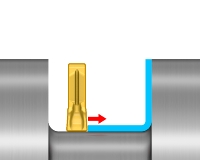
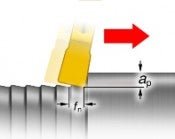
Merülőesztergálás

- Szélesebb és sekélyebb hornyokhoz (a szélesség nagyobb mint a mélység)
- Ne toljon elő a váll ellenében
- A legjobb geometriák a -TF és -TM
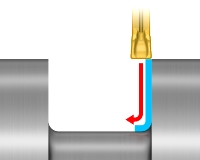
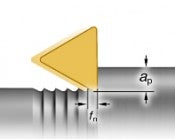
Ferde marás (esztergálás/profilmegmunkálás)

- Legjobb forgácskezelés
- Radiális forgácsolóerők és horonykopás minimalizálása
- A legjobb geometriák a -RO és -RM.
Horony simító esztergálása
- 1. lehetőség: Esztergálási geometria használata
- 2. lehetőség: Használjon profilmegmunkálási geometriát például nagy sugarú hornyok esetén
- Ajánlott axiális és radiális fogásmélység 0,5–1,0 mm (0,02–0,04 col).
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Esztergálás és külső beszúrás
Esztergálás leszúró- és beszúrólapkával
- Palástesztergálásnál használjon a lapka csúcssugaránál nagyobb fogásmélységet (ap-t)
- Wiper-hatás – a fogásmélység szerinti előtolási sebességnek (fn/ap) viszonylag magasnak kell lennie ahhoz, hogy biztosítsa a szerszám és a lapka enyhe elhajlását. Ez hézagot biztosít a forgácsolóél és a megmunkált felület között.
- Túl kicsi fn/ap a szerszám súrlódását, rezgését okozza, illetve rossz felületi minőséget eredményez
- Max. ap a lapkaszélesség 75%-a.
| Felületi minőség | |||||
Ra µm | |||||
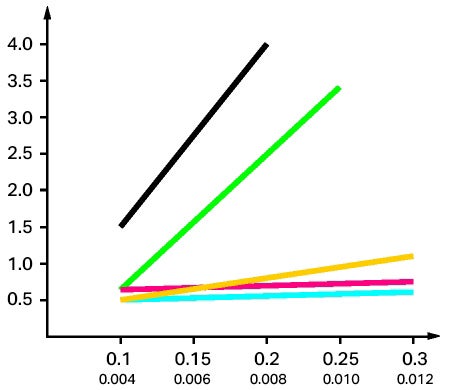 | |||||
Előtolás, fn mm/ford col/ford |
 | TNMG 160404 |
 | TNMG 160408 |
 | P&G lapka -5 mm -RM |
 | P&G lapka -4 mm -TF |
 | P&G lapka -6 mm -TM |
A diagram leszúró- és beszúró lapkák felületi minőségét mutatja egy TNMG-lapkáéval összehasonlítva 04-es vagy 08-as csúcssugárral.
Horony esztergálása
Oldalesztergáláskor a szerszámnak és a lapkának meg kell hajolnia. Azonban a túl nagy meghajlás rezgést és törést okozhat:
- A vastagabb penge csökkenti a meghajlást
- A rövidebb kinyúlás csökkenti a meghajlást (δ)
- Kerülje az esztergálási műveleteket hosszú és/vagy vékony szerszámokkal.

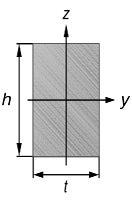
A rövidebb kinyúlás csökkenti a meghajlást oldalirányban
Aláesztergálás és külső beszúrás
Sok alkatrész igényel köszörülési vagy menetkészítési műveletet. A vállig történő köszörüléshez vagy menetvágáshoz egy hézagra van szükség; ezért javasoljuk az aláesztergáláshoz készült lapkák használatát. Például: T-Marx Q-Cut® és CoroCut® 1-2

Homlokbeszúrás
Amikor egy alkatrész homlokfelületén axiális hornyot készít, fontos a megfelelő szerszám... chevron_right
Leszúrás és beszúrás
A leszúrásban és beszúrásban a folyamatbiztonság és a termelékenység két fontos szempont.... chevron_right
Hűtőfolyadék és hűtőközeg-hozzávezetés
A hűtőfolyadék és a kenés használata nagy hatással van a leszúrási és beszúrási műveletek... chevron_right
Nagyoló kiesztergálás
A nagyoló kiesztergálás a fémeltávolításra összpontosít, és előkészíti a furatot... chevron_right
