
Nagyoló kiesztergálás

A nagyoló kiesztergálás a fémeltávolításra összpontosít, és előkészíti a furatot simításra. A nagyolás célja az előmegmunkálással, öntéssel, kovácsolással stb. kialakított, meglévő furatok megnagyobbítása. A nagyoló kiesztergáló szerszámok konfigurálhatók termelékeny, lépcsős és egyélű kiesztergálásra.
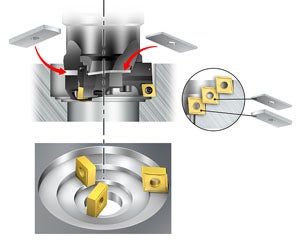
Termelékeny kiesztergálás
A termelékeny kiesztergálás az alapszintű összeállítás a legtöbb kiesztergálási alkalmazásban, és a legjobb választás a legnagyobb termelékenység eléréséhez.
Két vagy három forgácsolóél használatos a furatok nagyoló műveleteihez, IT9 vagy nagyobb tűréssel, ahol a fémeltávolítási sebesség az elsődleges. Az előtolás kiszámításához össze kell szorozni a lapkánkénti előtolást a lapkák számával (fn = fz x z).


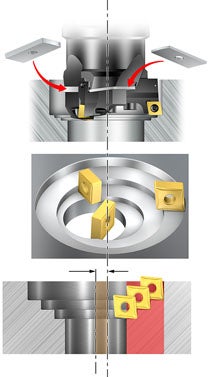
Lépcsős furatesztergálás
Egy lépcsős kiesztergáló szerszám különböző axiális magasságokban és átmérőkön elhelyezett lapkákkal rendelkezik. Ez a módszer akkor használható, ha nagy radiális fogásmélység szükséges, vagy jobb forgácskezelés hosszú forgácsú anyagokban, mivel a forgácsok kisebb, könnyen kezelhető forgácsokra oszthatók. A szerszámok száma és a szerszámváltások száma csökkenthető lépcsős kiesztergálás esetén.
Az előtolási sebesség és a felületi minőség olyan, mint egy lapka használatával lenne (fn = fz). IT9 vagy szigorúbb tűrésű furat hozható létre.


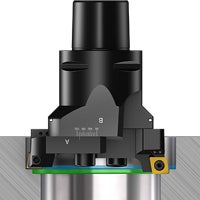
Egyélű kiesztergálás
Az egyélű kiesztergálás során csak egy forgácsolóél van használatban. Hasznos lehet olyan anyagokban, ahol a forgácskezelés problémás (pl. hosszú forgácsú anyagok), vagy ha a szerszámgép teljesítménye korlátozott (fn = fz).


Lapkaválasztás nagyoló kiesztergáláshoz
Körültekintően válassza ki a belépési (bekezdési) szöget, a geometriát és a minőséget a jó forgácskezelés és megmunkálási teljesítmény érdekében.
Pozitív vagy negatív lapkastílus
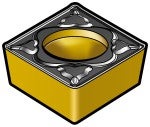
Negatív lapkák: Válasszon negatív lapkákat stabil feltételekhez a jobb gazdaságosság érdekében, illetve szívósságot igénylő alkalmazások esetén, melyek erős lapkákat és jobb folyamatbiztonságot követelnek meg.


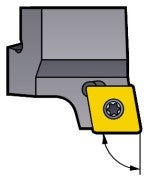
Pozitív lapkák: Nagyoló kiesztergáláshoz használjon pozitív lapkákat, mivel ezek kisebb fogácsolóerőket eredményeznek, mint a negatív lapkák. A kis csúcsszög és csúcssugár is segít a forgácsolóerők csökkentésében.
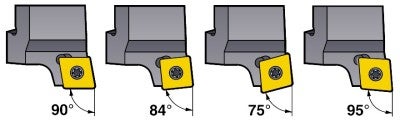
Belépési/bekezdési szög nagyoló kiesztergáláshoz
A kiesztergáló szerszámok belépési szöge (bekezdési szöge) befolyásolja az axiális és radiális erők irányát és nagyságát. A nagyobb belépési szög (kisebb bekezdési szög) nagy axiális erőt eredményez, míg a kis belépési szög (nagy bekezdési szög) nagy radiális erőket eredményez.
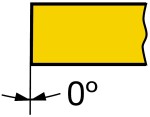
90°-os belépési szög (0°-os bekezdési szög)
Első számú választás általános műveletekhez, lépcsős kiesztergáláshoz és vállmegmunkáláshoz.
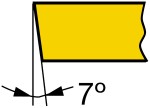
84°/75° belépési szög (6°/25° bekezdési szög)
Megszakított forgácsoláshoz, homokzárványokhoz, kötegelt fúráshoz stb. Csak átmenőfuratok esetén.
95°-os belépési szög (-5°-os bekezdési szög)
Nagyobb előtolásokhoz vagy jobb felületi minőséghez Wiper lapkákkal stabil körülmények között.
Pozitív lapkák

Negatív lapkák
Kiesztergálási a lapkageometria és minőség
Az alkatrész anyaga, a művelet típusa és a megmunkálási feltételek határozzák meg, hogy milyen lapkageometriát és minőséget kell használni. Kiesztergáláshoz esztergálólapkák használatosak; innen többet tudhat meg arról, hogyan kell kiválasztani a megfelelő esztergálólapkát.
Ajánlások
- Válasszon nagyológeometriát a nagy fogásmélységekhez
- Válasszon közepes geometriát a kisebb fogásmélység vagy jobb forgácstörés érdekében
- A nagyobb lapkacsúcssugár (RE) javítja a folyamatbiztonságot és nagyobb előtolást tesz lehetővé, azonban rezgéseket okozhat. Az ajánlott kezdő csúcssugár 0,08 mm (0,031 col)
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Gépi szempontok nagyoló kiesztergáláshoz
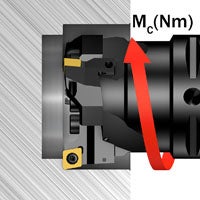
Nagyoló megmunkálás esetén győződjön meg róla, hogy a gép biztosítja a szükséges nyomatékot és teljesítményt az adott kiesztergálási alkalmazáshoz. Az előtolás, a lapkák száma, a furatátmérő és a fogásmélység a fő befolyásoló tényezők.
Nagy átmérőjű furatok kiesztergálása
A nagy átmérőjű furatok nagyobb nyomatékot igényelnek, mint a kis átmérőjű furatok. A nagy átmérőjű nagyoló kiesztergáló szerszámok nagyobb lapkákkal rendelkeznek, ezért nagyobb fogásmélységre képesek, mint a kis átmérőjű szerszámok. Győződjön meg róla, hogy a gép rendelkezik a szükséges teljesítménnyel és nyomatékkal.
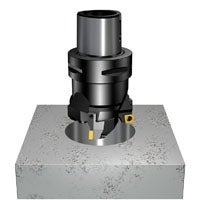
Zsákfuratok kiesztergálása

Zsákfurat megmunkálásánál nagyon fontos biztosítani a hatásos és megfelelő forgácselvezetést.
- A megfelelő forgácsolási adatok lényegesek a megfelelő forgácsképződéshez
- Biztosítsa, hogy a forgácsok nem akadnak el, és nem koptatják el a lapkákat
- A hűtőfolyadék-nyomásnak és a térfogatáramnak elegendőnek kell lennie a forgácsok eltávolításához
- A függőleges gépek kritikusabbak, mint a vízszintes gépek a hatékony forgácseltávolítás szempontjából
Megszakított forgácsolás a kiesztergálásban
Megszakított forgácsolás, például keresztfuratok megmunkálása, nagy igényeket támaszt a forgácsolási feltételek tekintetében.
- Válasszon szívós típust
- Válasszon erős, négyzetes negatív lapkát a jobb folyamatbiztonsághoz stabil körülmények között.
- Csökkentse a forgácsolási adatokat, ha komoly megszakítások vannak
Homokzárványok kiesztergálása – öntött alkatrész
Az öntött alkatrészekben előforduló homokzárványok a lapkák jelentősebb kopását okozhatják.
- Válasszon szívós típust
- Csökkentse a forgácsolási adatokat
- Válasszon erős, négyzetes negatív lapkát a jobb folyamatbiztonsághoz és a minimális kopáshoz
Gázzal vágott furatok kiesztergálása

A gázzal vágott furatok helyileg edződött területekkel rendelkezhetnek, amelyek jobban koptatják a lapkákat.
- Válasszon szívós típust
- Csökkentse a forgácsolási adatokat
- Válasszon erős, négyzetes negatív lapkát a jobb folyamatbiztonsághoz és a minimális kopáshoz
Nagy fogásmélység kiesztergálás esetén
Ha nagy fogásmélységre van szükség, a lépcsős kiesztergálás jó alternatíva lehet. Győződjön meg róla, hogy a gép rendelkezik a szükséges teljesítménnyel és nyomatékkal.
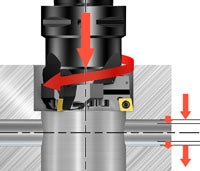
Középponton kívüli furatok kiesztergálása
Ha az előre megmunkált furat és a kiesztergáló szerszám középvonalai nem esnek egybe, a fogásmélység a furat egyik oldalán nagyobb lehet. Ez tipikusan öntött alkatrészeken fordulhat elő.
Egy jó megoldás ezekre az alkalmazásokra a lépcsős kiesztergálás, amellyel a nagyobb fogásmélység érhető el. Az aszimmetrikus forgácsolóerők meghajlíthatják a szerszámot, és egy kis maradék excentrikusságot vagy rezgéseket okozhatnak, különösen a hosszú kinyúlású szerszám-összeállítások használatakor.
Alkalmazási ellenőrző lista nagyoló kiesztergáláshoz

- Válassza a termelékeny (háromélű vagy kétélű), lépcsős vagy egyélű kiesztergálást
- Válassza a lehető legnagyobb csatlakozóméretet
- Válassza ki a megfelelő belépési szöget
- Biztosítsa a megfelelő forgácskezelést. A rövid/edződött forgácsok rezgésekhez vezethetnek, a hosszú forgácsok pedig ronthatják a felületi minőséget vagy a lapka tönkremenetelét okozhatják
- A vízszintes megmunkálás és a hűtőfolyadék javítja a forgácselvezetést zsákfuratokban
- Válassza ki a lapkageometriát és az anyagminőséget:
- Válassza ki a lehető legrövidebb kinyúlást, használjon csillapított kiesztergálókéseket a csatlakozó méretének négyszeresénél hosszabb kinyúlások esetén.
- Válasszon megfelelő forgácsolási adatokat és vegye figyelembe a túlnyúlást.
Megjegyzés:Ne használja a maximális ajánlott előtolást és fogásmélységet egyidejűleg. A maximum ajánlott kezdő sebesség 200 m/perc (656 láb/perc) a megfelelő forgácseltávolításhoz. - A nagyobb lapkacsúcssugár (RE) javítja a folyamatbiztonságot és nagyobb előtolást tesz lehetővé, azonban rezgéseket okozhat. Az ajánlott kezdő csúcssugár 0,8 mm (0,031 col)
- Használjon pozitív lapkákat, mivel ezek fogácsolóerőket eredményeznek, mint a negatív lapkák
- Válasszon negatív lapkákat stabil feltételekhez a jobb gazdaságosság érdekében, illetve szívósságot igénylő alkalmazások esetén, melyek erős lapkákat és jobb folyamatbiztonságot követelnek meg
- A forgácsolóél nem megfelelő fogása súrlódás okozta rezgést eredményezhet a forgácsolás során
- A merev befogás az orsóval való érintkezésen keresztül javítja a stabilitást
- A forgácsolóél nagyobb igénybevétele (nagyobb fogásmélység és/vagy előtolás) növeli a rezgési hajlamot
- Győződjön meg róla, hogy a gép biztosítja a szükséges nyomatékot és teljesítményt az adott kiesztergálási alkalmazáshoz
- A Wiper lapkákkal javítható a felületi minőség vagy növelhető az előtolás, de nem ajánlottak instabil körülményekhez és hosszú kinyúlásokhoz.
- A kiesztergáló szerszámot és a munkadarabot megfelelően fogja be
- Kenőfolyadékkal javítható a forgácseltávolítás, az éltartam és a furatgeometria
- A többélű kiesztergáló szerszámok legjobb teljesítményének eléréséhez ajánlott a fogásmélységre és előtolásra vonatkozó ajánlások felső régiójában dolgozni, különösen nagyobb kinyúlások esetén. Megjegyzés: Ne használja a maximális előtolást és fogásmélységet egyidejűleg
- A termelékeny kiesztergálás maximális behatolási sebességet tesz lehetővé. Ha valóban nagy fogásmélységre van szükség, termelékenyebb lehet a lépcsős kiesztergálást használni, mivel a ciklusidő lerövidíthető és kevesebb szerszámra van szükség
Lásd még: A kiesztergálás alkalmazása általános ajánlásokhoz.
Az ajánlott meghúzási nyomatékhoz lásd az alábbi kezelési utasítást.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Kiesztergálás
A kiesztergálás olyan megmunkálási eljárás, amelynek során egy meglévő furatot nagyobbítanak,... chevron_right
Síkágyas esztergák
A nagy teljesítményű esztergálás területén gyakran használnak síkágyas esztergákat,... chevron_right
Simító kiesztergálás
A finomkiesztergálási műveletek során egy meglévő furatot fejeznek be, szigorú furattűréssel,... chevron_right
Külső beszúrás
A beszúrás esetében a nagy termelékenység a cél. A külső beszúrás általában kevésbé... chevron_right
