
A kiesztergálás alkalmazása
Az optimális kiesztergálási folyamathoz számos tényezőt kell figyelembe venni. Helyes szerszám-összeállítás, a jó forgácskezeléshez alaposan át kell gondolni a lapkaválasztást és a forgácsolási adatokat. Ügyeljen arra, hogy kövesse a tippjeinket a jó alkatrészminőség elérése érdekében.
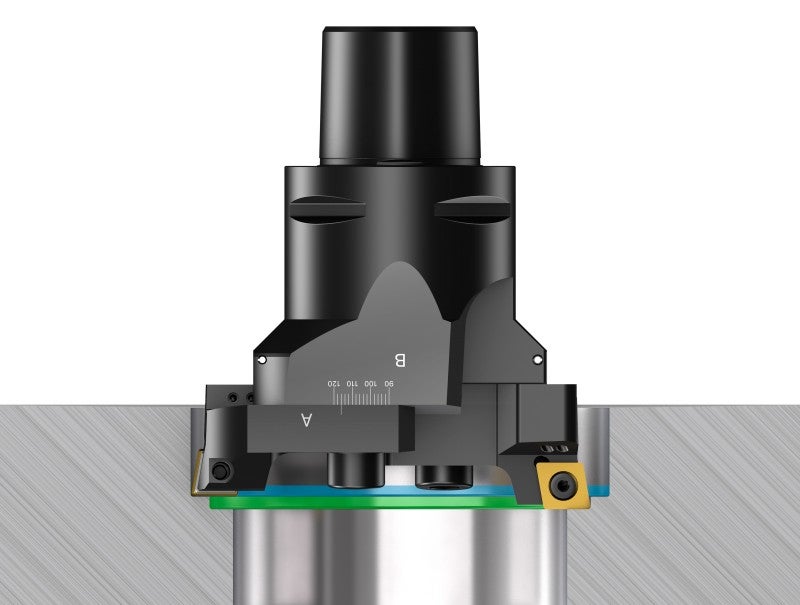
Stabil kiesztergálószerszám-összeállítás
A hajlító merevség és nyomatékátvitel fontos tényezői a szerszámtartó furatesztergáló műveletekhez történő kiválasztásának. A legjobb stabilitás és furatminőség érdekében kis átmérők esetén használjon Coromant Capto® megoldást vagy egy moduláris rendszert.
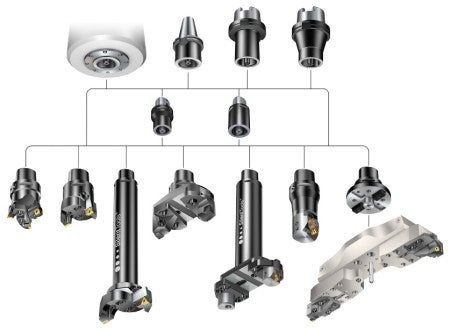
A Coromant Capto® csatlakozás az egyetlen olyan moduláris szerszámrendszer, amely minden fémforgácsolási művelethez használható, beleértve a furatkészítési módszereket is. Ugyanazok a forgácsoló szerszámok és csatlakozóelemek használhatók a különböző alkalmazásokhoz és gépekben. Ez lehetővé teszi a szerszámrendszer szabványosítását az egész üzemben. Ne feledje a következőket:
- Válassza a lehető legrövidebb csatlakozóelemet
- Válassza a lehető legerősebb csatlakozóelemet
- Ha csökkentőre van szükség, lehetőleg kúpos változatot használjon
- Hosszú kinyúlások esetén (>4 x DCON) csillapított csatlakozóelemeket használjon
- Hosszú túlnyúlásokhoz lehetőség szerint biztosítson merev leszorítást, amely bordán keresztül érintkezik a főorsóval
Egy kis átmérőkhöz tervezett moduláris rendszer (például a Coromant® EH) nagyszerű rugalmasságot kínál a szerszám tekintetében. Fejek, adapterek és szárak széles választéka áll rendelkezésre. Csökkentett szerszámkészlet szabványosított szerszámokkal, az állásidő minimalizálásával.
Megfelelő a következőkhöz:
- Hosszú kinyúlást igénylő kiesztergálási műveletekhez, nagy megmunkálóközpontokon, 1–36 mm (0,039–1,42 col) átmérőtartományban.
- Mély zsebek készítése, mivel biztosítja a szükséges kinyúlást a folyamatbiztonság korlátozása nélkül
Tippek és tanácsok
- A maximális stabilitás érdekében válassza a lehető legnagyobb csatlakozóméretet és legrövidebb túlnyúlást
- Növelje a dinamikus merevséget csillapító mechanizmussal
- Hosszú kinyúlások esetén (>4 x csatlakozóátmérő) csillapított szerszámot használjon
- Ha csökkentők szükségesek, lehetőleg kúpos változatot használjon
- Coromant Capto® Tailor Made szűkítő/bővítő adapterek kaphatók az optimális kialakítás és így a legnagyobb stabilitás eléréséhez
- Hosszú túlnyúlások esetén a karimás gépcsatlakozó adja a legjobb teljesítményt, pl. Coromant Capto® csatlakozó, HSK és BIG-PLUS®.
Sikeres forgácskezelés kiesztergálás esetén
A forgácsképződés és -eltávolítás kritikus tényezők a kiesztergálási műveletekben, különösen a zsákfuratok esetén.
Győződjön meg róla, hogy a forgácstörés és -eltávolítás megfelelő. A forgács elakadása hatással van a furat minőségére, a megbízhatóságra és az éltartamra. A lapkageometria és a forgácsolási adatok döntőek. Kenőfolyadékkal javítható a forgácseltávolítás, az éltartam és a furatgeometria.
A helytelen forgácsolási adatok túl rövid/vastag forgácsokhoz és túl nagy forgácsolóerőkhöz vezethetnek, amely elhajláshoz és rezgéshez vezet. A hosszú forgácsok összegyűlhetnek a furatban, és a felületminőség romlását, forgácselakadást okozhatnak, amely a lapka tönkremeneteléhez vezet.
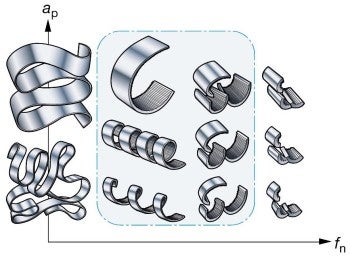
Az ideális forgács vessző vagy spirál alakú, amely könnyen eltávolítható a furatból. A forgácstörésre hatást gyakorló tényezők a következők:
- A lapka mikro- és makrogeometriája
- Fogásmélység, előtolás és forgácsolási sebesség
- Anyag
- Csúcssugár
- Belépési szög (bekezdési szög)
Forgácsolási adatok kiesztergáláshoz
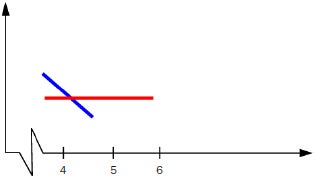
A forgácsolási sebességet csökkenteni kell nagyobb kinyúlások esetén. A táblázatok általános értékeket adnak meg a forgácsolási sebesség csökkentéséhez különböző kinyúlások és geometriák esetén.
vc
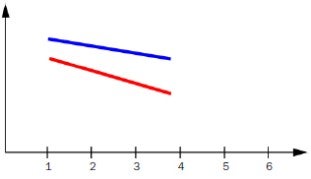
L1 / D5m
A forgácsolási sebesség és a kinyúlás összefüggése különböző geometriáknál
Kék: -PR
Piros: -WM
vc
L1 / D5m
A forgácsolási sebesség és a kinyúlás összefüggése
Kék: Hagyományos csatlakozóelem
Piros: Csillapított csatlakozóelem
Megjegyzés:
Ezen táblázatok adatait csak általános trendként szabad figyelembe venni a forgácsolási sebesség és a kinyúlás/csatlakozóméret arány összefüggésénél.
A kiválasztott lapkára és minőségre vonatkozó ajánlások általában követhetők, a következő kivételekkel:
- Ajánlott kiindulási forgácsolási adatok nagyoláshoz 200 m/perc (656 láb/perc), simításhoz 240 m/perc (790 láb/perc) a megfelelő forgácselvezetés biztosítása érdekében.
- Ajánlott kezdősebesség kiesztergálókésekhez finomkiesztergálás esetén: Rövid acél- és keményfém lapkák esetén: 120 m/perc (395 láb/perc)Hosszú acélkések esetén: 90 m/perc (295 láb/perc)Tömör keményfém késekhez köszörült geometriával: 60 m/perc (195 láb/perc)
- A forgácsolóél elégtelen fogásvétele fokozhatja a rezgéseket a súrlódás miatt a forgácsolás során, a tiszta forgácsolási művelet helyett
- Ha a szerszámot a lehető legkisebb átmérőre állítja, a forgácselvezetés kritikusabb lehet, és szükség lehet a fogásmélység csökkentésére
- A maximális előtolást a finomkiesztergálás során a kívánt felületi minőség korlátozza
Az éltartam javítása kiesztergálás esetén
Kiesztergálási folyamat esetén a három fő megmunkálási paraméter a sebesség, az előtolás és a fogásmélység. Mindegyik befolyásolja az éltartamot. A fogásmélység hatása a legkisebb, utána következik az előtolási sebesség. A forgácsolási sebesség van messze a legnagyobb hatással a lapka éltartamára.
A forgácsolási sebesség hatásai
Túl kicsi
- Élrátétképződés
- Élcsorbulás
- Gazdaságtalan
Túl nagy
- Gyors hátkopás
- Gyenge felületi minőség
- Gyors kráteres kopás
- Képlékeny alakváltozás

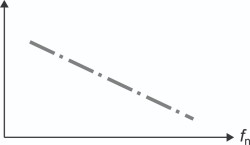
A forgácsolási sebesség (vc) jelentős hatással van az éltartamra.
Módosítsa a Vc sebesség a gazdaságosság javításához. (Éltartam az Y tengelyen)
Az előtolási sebesség hatásai
Túl kicsi
- Szálasodás
- Gyors hátkopás
- Élrátétképződés
- Gazdaságtalan
Túl nagy
- Rosszabb forgácskezelés
- Rossz felületi minőség
- Kráteres kopás/képlékeny alakváltozás
- Nagy teljesítményfelvétel
- Forgácsfelhegedés
- A forgács által okozott kiverődés
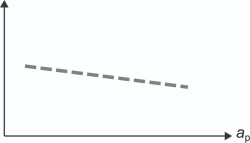
Az előtolás (fn) kisebb hatással van az éltartamra, mint a vc.
(Éltartam az Y tengelyen)
A fogásmélység hatása
Túl kicsi
- Rossz forgácselvezetés
- Rezgések
- Túlzott hőfejlődés
- Gazdaságtalan
Túl mély
- Nagy teljesítményfelvétel
- Lapkatörés
- Nagyobb forgácsolási erők
A fogásmélység (ap) kis hatással van az éltartamra.
(Éltartam az Y tengelyen)
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
A helyes lapka kiválasztása kiesztergáláshoz
Fontos kiválasztani a megfelelő lapkaméretet, lapkaalakot, geometriát és a csúcssugarat a megfelelő forgácskezelés eléréséhez.
- Válassza ki a lehető legnagyobb csúcsszöget a lapkán a megfelelő szilárdság és gazdaságosság eléréséhez
- Válassza ki a lehető legnagyobb csúcssugarat a lapkaszilárdság eléréséhez.
- Válasszon kisebb csúcssugarat, ha fennáll a rezgésre való hajlam.

l = forgácsolóél hossza (lapkaméret)

RE = Csúcssugár

Csúcsszög
További információkat a Nagyoló kiesztergálás és a Simító kiesztergálás szakaszokban talál.
Kiesztergálólapka alakja
A lapkaalak és a csúcsszög a kiesztergálásnál jelentősen eltér a háromszögletű lapkáktól kis csúcsszöggel és a kerek lapkáktól.
Minden alak saját egyedi tulajdonságokkal rendelkezik. Némelyik a legnagyobb nagyolási szilárdságot, míg mások a legjobb hozzáférhetőséget biztosítják a finomkiesztergálás során.
Minden alaknak megvan a saját korlátja is. Például az élhozzáférhetőség a megmunkálás során gyengébb forgácsolóélhez vezet.
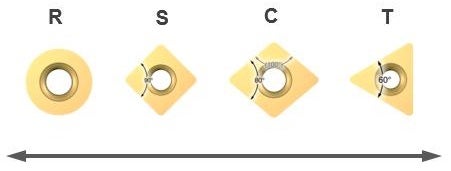
Forgácsolóél-szilárdság (nagy csúcsszög)
- Erősebb forgácsolóél
- Nagyobb előtolási sebességek
- Nagyobb forgácsolási erők
- Nagyobb rezgések
Kisebb rezgési hajlam (kis csúcsszög)
- Gyengébb forgácsolóél
- Nagyobb hozzáférhetőség
- Kisebb forgácsolóerők
- Kisebb rezgések
Körkörös lapkák
A körkörös lapkák erősebb forgácsolóéllel rendelkeznek, ezért ellenállóbbak a nagyobb fogásmélységek esetén, mint a háromszögletű lapkák.
A körkörös lapkák termelékeny megoldást jelentenek a bevonatos anyagok megmunkálásában, például Inconel 625 kiesztergálásában olaj- és gázipari alkalmazásokban.


Lapka csúcssugara és fogásmélysége
A csúcssugár (RE) kulcsfontosságú a kiesztergálási műveletek esetén. A csúcssugár kiválasztása a fogásmélységtől és az előtolástól függ, és befolyásolja a felületi minőséget, a forgácstörést és a lapkaszilárdságot.
Kis csúcssugár
- Ideális kis fogásmélységhez
- Csökkenti a vibrációt
- Gyenge forgácsolóél
Nagy csúcssugár
- Nagy előtolási sebességek
- Nagy fogásmélység
- Jó forgácsolóél-biztonság
- Nagyobb radiális nyomások
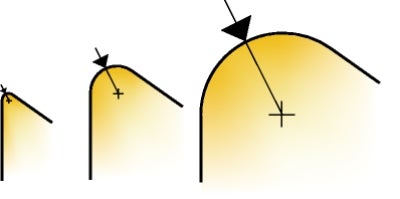
A csúcssugár és a DOC (fogásmélység) közötti összefüggés befolyásolja a rezgési hajlamot. Gyakran érdemes a fogásmélységnél kisebb csúcssugarat választani.
Kis fogásmélységek esetén a létrejövő forgácsolóerő radiális, és próbálja eltolni a lapkát a furat felületétől. A fogásmélység növelésével a létrejövő forgácsolóerő axiális erővé változik.
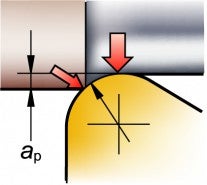
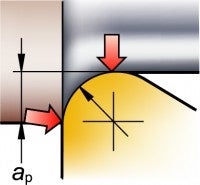
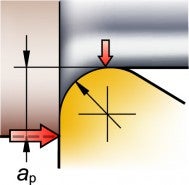
Általános ökölszabály, hogy a fogásmélységnek nem szabad kisebbnek lennie, mint a csúcssugár 2/3-a. Kerülje a csúcssugár 1/3-ánál kisebb fogásmélységeket, kis fogásmélységek alkalmazásakor.
A kisebb csúcssugárral a radiális forgácsolóerők minimális szinten tarthatók, míg a nagyobb csúcssugár előnyeinek kihasználásával erősebb forgácsolóél, jobb felületi minőség és a forgácsolóélre ható egyenletesebb erő érhető el.
A létrejövő felületi minőséget közvetlenül befolyásolja a csúcssugár és az előtolási sebesség kombinációja. További információk arról, hogyan érhető el jó felületi minőség esztergált alkatrészeknél.
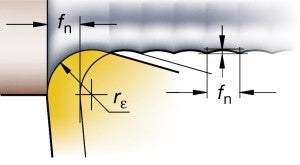
Wiper lapka

A Wiper lapkákkal jobb felületi minőséget érhet el standard forgácsolási adatokkal, vagy ugyanazt a felületi minőséget érheti el nagyobb előtolási sebesség mellett.
A Wiper lapkák használata nem javasolt instabil körülmények között vagy hosszabb túlnyúlások esetén.
Hűtőfolyadék és hűtőközeg-hozzávezetés kiesztergálás esetén

A hűtő-kenő folyadék elsődleges funkciói a forgácseltávolítás, a hűtés és a kenés a szerszám és a munkadarab anyaga között Ez befolyásolja a furat minőségét és a szerszám élettartamát. A belső hűtőfolyadék-hozzávezetéssel a folyadék a forgácsolóélhez a lehető legközelebb vezethető.
- Használjon 5–8%-os oldhatóolaj-keveréket
- A nagyobb nyomás és mennyiség segítik a forgácselvezetést
- Olajköd vagy minimális kenés is használható, különösen alumínium esetén
- Száraz kiesztergálás rövid forgácsú anyagok esetén használható, lehetőleg vízszintes vagy átmenőfuratos alkalmazásokban A szerszám élettartama csökkenA sűrített levegő jelentősen javítja a forgácselvezetést
Megjegyzés:
- Száraz megmunkálást soha nem javasolunk rozsdamentes acélokhoz (ISO M) és HRSA (ISO S) anyagokhoz
- Külső hűtőfolyadék-ellátás elfogadható rövid forgácsú anyagoknál, de folyamatosan a forgácsolási zónába kell irányítani. Ha nem lehetséges, próbálja ki a száraz kiesztergálást
Kiesztergáló szerszám összeállítása
Az összeállítható kiesztergáló szerszámokat gyakran több elemből kell összeállítani az adott művelethez:
- Szánok vagy betétek
- Kiesztergálási csatlakozóelemek
- Szűkítők
- Bővítők
- Alap szerszámtartók
Mindig lényeges, hogy betartsa az ajánlott meghúzási nyomatékokat az összeszerelés során, és hogy megfelelő készüléket és szerszám-előbeállítót használjon.
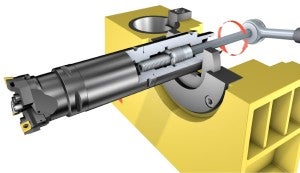
Nyomatékkulcs

A kiesztergáló szerszámok legjobb teljesítményének eléréséhez egy nyomatékkulccsal állítsa be az összeszerelt szerszám és lapka megfelelő meghúzását. A túl nagy nyomaték negatívan befolyásolja a szerszám teljesítményét, és a lapka, az alátét, a rugó, illetve a csavar töréséhez vezethet. A túl alacsony nyomaték a szán vagy a lapka mozgásához, rezgésekhez és rosszabb eredményekhez vezet.
A kiesztergáló szerszám ajánlott meghúzási nyomatékának meghatározásához lásd a forgószerszámok katalógusát.
Szerszámkarbantartás
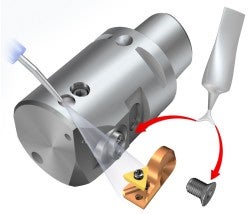
Rendszeresen ellenőrizze a lapkafészkeket, hogy nem sérültek-e meg a megmunkálás vagy a kezelés során. Győződjön meg róla, hogy a lapkafészkek szennyeződéstől és fémforgácstól mentesek.
Cserélje ki a kopott vagy elhasználódott csavarokat, alátéteket és rugókat. A csavarokat nyomatékkulccsal húzza meg az előírt értékre.
A legjobb teljesítmény eléréséhez évente legalább egyszer kenje a csatlakozó alkatrészeket olajjal. Kenőanyagot kell felvinni a csavarmenetekre és a fej felületére, ha szükséges.
- Tisztítsa meg a részeket összeszerelés előtt.
- Használjon Molycote-ot a csavarokra
- Évente legalább egyszer kenje a részelemeket olajjal.
- Tisztítsa meg és kenje meg olajjal a finomkiesztergáló fejeket. Évenként legalább egyszer, állandó használat esetén havonta egyszer
- Használjon savmentes könnyű gépolajtípust Mobil Vectra Oil Nr. 2BP Energol HLP-D32Klueber Isoflex PDP 94
A kenéshez nyomja le a rugóelőfeszítésű golyót és adjon hozzá néhány csepp olajat. A centrifugális erő miatt az olaj kifelé préselődik és nem engedi a szennyeződést a csatlakozóelembe.


Finomkiesztergáló fejek kenése
Kiesztergálás különböző anyagokban
A különböző anyagok esztergálásáról az általános esztergálásról szóló részben talál további információkat, ugyanezek az ajánlások érvényesek a kiesztergálásra is.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Nagyoló kiesztergálás
A nagyoló kiesztergálás a fémeltávolításra összpontosít, és előkészíti a furatot... chevron_right
Simító kiesztergálás
A finomkiesztergálási műveletek során egy meglévő furatot fejeznek be, szigorú furattűréssel,... chevron_right
Kiesztergálás
A kiesztergálás olyan megmunkálási eljárás, amelynek során egy meglévő furatot nagyobbítanak,... chevron_right
Süllyesztőmarás
Milyen a sikeres süllyesztőmarás? Süllyesztőmarás esetén a forgácsolás a szerszám... chevron_right
