
Fúrás sugárirányban beállított fúróval

A fúrás sugárirányban beállított fúróval csak váltólapkás fúróval lehetséges.
A váltólapkás fúró átmérőjének sugárirányú beállítása kibővíti a mérettartományt, és lehetővé teszi a következőket:
- A szigorúbb furattűrések érhetők el a pontos fúróátmérő előbeállításával, amely megszünteti a fúró és a lapka gyártási tűrését
- A fúróátmérőnél nagyobb furat létrehozása, így elkerülhető a további fúróátmérők készleten tartása
- Lépcsős és élletört furatok létrehozása szabványos fúróval, amely álló fúró alkalmazások esetén lehetséges
Megjegyzés: A fúrónak a névlegesnél kisebb átmérőre történő átállítása nem ajánlott, mert akkor a fúrótest a furat falához dörzsölődhet.
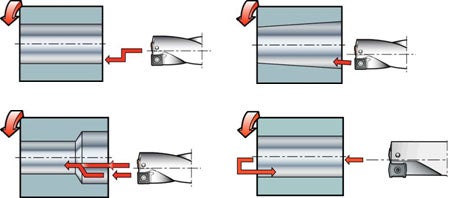
A fúrónál nagyobb furat készítése
A sugárirányú fúrás maximális beállítása a központi és kerületi lapka átfedésétől függ. A radiális beállítás befolyásolja a forgácsolóerőt; válassza a kisebb előtolást az ajánlott tartományban.
Nem forgó alkalmazás radiális fúráshoz
Radiális eltolás
- Fúrhatók a névleges fúróátmérőnél nagyobb furatok is
- Kúpos furatok létrehozásához
- Megmunkálhatók az élletörések és bemarások
- A furat előkészíthető menetvágásra egy menetben a letöréssel
Előbeállítás esztergagépen
A fúró előbeállításával, így a fúrótest/fészek és a lapka gyártási tűrésének kiküszöbölésével a ±0,05 mm-es (0,002 col) (IT10-11) tűrés tartható radiális fúrás során stabil körülmények mellett.

Forgó alkalmazás radiális fúráshoz
Állítható tartó
Ez a legpontosabb és stabilabb megoldás a sugárirányban beállított fúróval végzett fúrásra forgófúrós alkalmazások esetén. Perselyekkel a különböző méretű ISO-szárméretek adaptálhatók egyetlen tartóhoz.
- Sugárirányú beállítás -0,2 /+0,7 mm (-0,008/+0,028 col).
- Vegye figyelembe, hogy a fúró beállítási tartományát nem szabad túllépni
- Furattűrések ± 0,05 mm-ig (0,002 col)
A szerszámtartót a gyűrű forgatásával kell állítani. Egy osztás 0,05 mm-nek (0,002 col) felel meg az átmérőn, amely a szerszám átmérőirányú mozgatását jelzi.
Szükséges lehet a fordulatonkénti előtolást (fn) csökkenteni a hosszabb szerszámkinyúlás és az eltolás által okozott kiegyenlítetlenebb forgácsolóerők miatt.
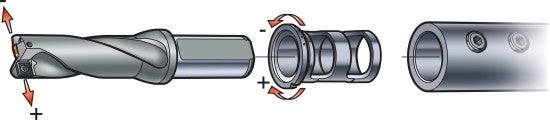
Excentrikus szűkítő radiális fúráshoz
Az excentrikus szűkítő váltólapkás fúrókkal használható, ISO 9766 hengeres szárakkal. Csak előbeállítással használható, mert így érhető el szigorúbb furattűrés.
Ha a perselyt használja, az egy mérettel nagyobb tartót kell használnia, pl. fúrószárátmérő: 25 mm + persely, ami azt jelenti, hogy a 32 mm-hez tartozó tartó használható.
- A sugárirányú beállítási tartomány kb. -0,05/+0,15 mm (-0,002/+0,006 col)
- A névleges átmérő alatti értékre történő beállítás nem ajánlott
- Egy pont nagyjából 0,10 mm-rel (0,004 col) növeli/csökkenti a furatátmérőt
- Az átmérő csökkentéséhez forgassa óramutatóval ellentétesen
- Az átmérő növeléséhez forgassa óramutatóval egyezően
- Használja mindkét csavart a fúró szerelvénybe történő befogásához, és győződjön meg róla, hogy a csavarok elég hosszúak a tartóban
Nullpozíció

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Simító kiesztergálás
A finomkiesztergálási műveletek során egy meglévő furatot fejeznek be, szigorú furattűréssel,... chevron_right
Kiesztergálás váltólapkás fúrókkal
Váltólapkás fúrók használhatók fúrási műveletekhez a szerszámváltási idők megtakarításához. Kiesztergálás... chevron_right
Darabolás
Darabolási tippek: a leszúró szerszámok kiválasztása Mivel a folyamatbiztonság nagyon... chevron_right
Nem forgó fúrás
Mi a nem forgó fúrás? A nem forgó fúrás az, amikor a munkadarab forog a fúró helyett.... chevron_right
