
Reikien avarrus

Avarrus on menetelmä, jossa olemassa olevaa reikää laajennetaan tai sen laatua parannetaan. Valittavana on useita monipuolisia työkalujärjestelmiä laajalle halkaisija-alueelle rouhinta- ja hienoavarrukseen.
Lähtökohdat avarrukseen
Seuraavat seikat vaikuttavat avarrustyökalujen valintaan ja niiden käyttöön.
Reikä
Menetelmän ja työkalun valinta riippuu reiän laatuvaatimuksista.
Ota huomioon reiän mitat, rajoitukset ja laatuvaatimukset:
- Avarrushalkaisija
- Syvyys
- Toleranssi, pinnankarheus, sijainti ja suoruus
- Reikätyyppi

Läpireikä

Pohjareikä
Porrastettu reikä

Risteävä reikä/hakkaavaa lastuamista
Valitse menetelmä, jolla työkappale koneistetaan:
Rouhinta
Olemassa olevaa reikää suurennetaan viimeistelyä varten, pääpaino tehokkaassa aineenpoistossa. Reikä on valmistettu esim. poraamalla, valamalla, takomalla tai polttoleikkaamalla. Reiän toleranssi IT9 tai suurempi.
Viimeistely
Olemassa oleva reikä koneistetaan vaadittuun toleranssiin ja pinnankarheuteen. Koneistukseen käytetään pientä lastuamissyvyyttä, yleensä alle 0.5 mm (0.020 in). Reiän toleranssi IT6–IT8.
Rouhinta

Viimeistely
Työkappale
Määrittele työkappaleen ominaisuudet.
Muoto ja laatu:
- Onko materiaali helposti lastuttavaa, murtuuko se helposti lastuiksi?
- Onko työkappale tukeva vai onko siinä värinäherkkiä ohuita kohtia?
- Vaatiiko reikä työkalun jatkamista?
- Voidaanko kappale kiinnittää tukevasti? Onko muita tukevuusongelmia?
- Onko kappale reiän suhteen pyörähdyssymmetrinen, eli voidaanko reikä koneistaa sorvissa?
- Eräkoko – koneistetaanko vain yksi reikä vai onko kyse massatuotannosta, jolloin mahdollisimman tuottavan erikoistyökalun käyttö olisi perusteltua?
Lastuttava materiaali:
- Lastuttavuus
- Lastunmurto-ominaisuudet
- Kovuus
- Seosaineet
Työstökone

Työstökoneen ominaisuudet
- Karakartio
- Tukevuus
- Riittääkö karanopeus (r/min) pienillekin halkaisijoille?
- Riittävätkö lastuamisnesteen määrä ja paine?
- Onko työkappaleen kiinnitys riittävän tukeva?
- Vaaka- vai pystykara? Vaakakaraisessa koneessa saadaan tehokkaampi lastunpoisto
- Riittävätkö teho ja vääntö isoille työkappaleille ja kolmeteräiselle avarrustyökalulle?
- Onko työkalumakasiinissa tilaa?

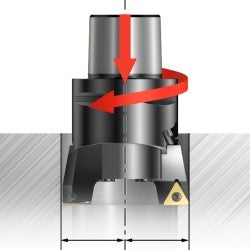
Rouhinta-avarrus
Rouhinnassa pääpaino on tehokkaassa aineenpoistossa ja tarkoituksena on valmistella... chevron_right
Viisteiden jyrsintä
Yleisiä työkappaleiden reunoihin tehtäviä koneistuksia ovat viisteet, V-urat, pääteurat,... chevron_right
Viimeistelyavarrus
Hienoavarruksessa viimeistellään olemassa oleva reikä niin, että toleranssi-, sijainti-... chevron_right
Poraus
Porausvaiheet sijoittuvat usein valmistusprosessin loppupuolelle, jolloin edeltävät... chevron_right
