
Reikien poraus

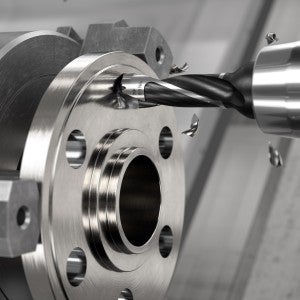
Porausvaiheet sijoittuvat usein valmistusprosessin loppupuolelle, jolloin edeltävät koneistukset ovat jo kasvattaneet työkappaleen jalostusarvoa. Poraus voi vaikuttaa melko yksinkertaiselta työltä, mutta se on itse asiassa vaativa työvaihe. Jos pora ei toimi odotetusti tai sen suorituskyvyn rajat ylitetään, seuraukset voivat olla tuntuvia.
Lähtökohdat reikien poraukseen
1. Reikä
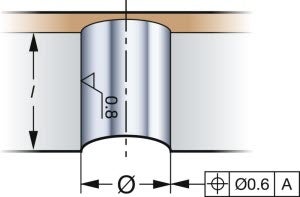
Reiän kolme päämuuttujaa ovat:
- Halkaisija
- Syvyys
- Laatu
Reiän tyyppi ja vaadittava tarkkuus vaikuttavat työkalun valintaan. Porausta voivat vaikeuttaa epätasaiset tai kaltevat sisäänmeno-/ulostulopinnat ja risteävät reiät.
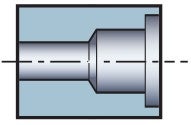
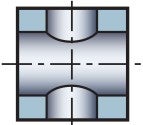
Reikätyypit
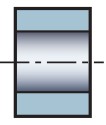
Läpireikä
Pohjareikä
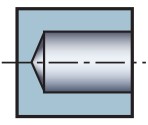
Viiste
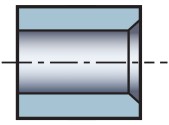
Porras
Sisäänmeno
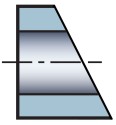
Ulostulo

Risteävä reikä
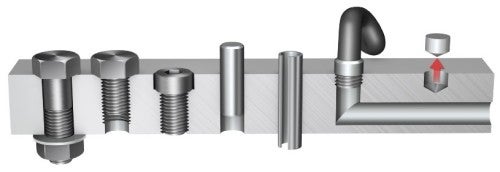
- Reiät joissa pultille sopiva välys
- Kierrereiät
- Reikä upotuksella
- Välyksettömät reiät
- Putkitusreiät (lämmönvaihtimet)
- Kanavareiät
- Tasapainotusreiät
- Syvät reiät/nestekanavat
2. Työkappale
Kun reiän tyyppi on selvillä, tarkastellaan porattavaa materiaalia, kappaleen muotoa ja kappalemääriä.
Työkappaleen materiaali
- Onko aineella hyvät lastunmurto-ominaisuudet? Onko materiaali pitkä- vai lyhytlastuista?
- Millainen on lastuttavuus?
- Mikä on materiaalin kovuus?
- Minkälainen seostus?
Työkappaleen muoto
- Onko kappale reiän suhteen pyörähdyssymmetrinen, eli voidaanko reikä koneistaa ei-pyörivällä poralla?
- Onko työkappale tukeva vai onko siinä värinäalttiita ohuita kohtia?
- Voidaanko kappale kiinnittää tukevasti? Onko muita tukevuusongelmia?
- Onko työkalua jatkettava? Tuleeko työkalun vapaapituudesta pitkä?
Kappalemäärä
Sarjan koko vaikuttaa poravalintaan.
- Isot sarjat – käytetään työhön optimoitua poraa
- Pienet sarjat – käytetään monipuolisuusoptimoituja poria
3. Työstökone

On tiedettävä, miten poraustyö saadaan tehtyä varmasti ja tuottavasti kulloisessakin koneessa. Kone vaikuttaa
- menetelmään
- pitimen ja/tai holkin valintaan.
Seuraavat seikat on aina otettava huomioon:
- Koneen tukevuus yleensä ja karan tukevuus erityisesti
- Riittääkö karanopeus (r/min) pienillekin halkaisijoille?
- Riittääkö lastuamisnestejärjestelmän litratuotto isoille porille?
- Riittääkö nestepaine pienille porille?
- Onko työkappaleen kiinnitys riittävän tukeva?
- Vaaka- vai pystykara? Vaakakaraisessa koneessa saadaan tehokkaampi lastunpoisto
- Riittävätkö teho ja vääntö isoille työkappaleille? Jos eivät, voidaanko käyttää ydinporaa tai jyrsiä nousuinterpolaatiolla?
- Onko työkalumakasiinissa tilaa? Jos paikoista on pulaa, porras- ja viistepora voi olla hyvä ratkaisu.
Kiinnitys
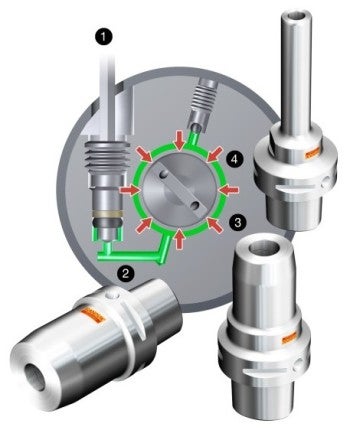

Terälaadun ja -geometrian lisäksi porauksen tuottavuuteen vaikuttaa myös teränpidin ja kiinnityksen tukevuus ja tarkkuus. Käytä aina mahdollisimman lyhyttä poraa ja vapaapituutta.
Harkitse moduulirakenteista työkalujärjestelmää, joka on suunniteltu kaikenlaiseen metallin lastuamiseen, myös reikien koneistukseen. Tällöin eri töissä ja koneissa voidaan käyttää samoja lastuavia työkaluja ja liitäntäkappaleita, ja koko koneistamon työkalut voidaan yhtenäistää.
Työkalun heitto
Työkalun heitottomuus on porauksessa tärkeä tekijä. Heitto saa olla korkeintaan 20 μm. Tarkka kohdistus varmistaa:
- reiän suoruuden ja muut toleranssit
- pinnankarheuden
- pitkän ja tasaisen kestoiän.

Menetelmän valinta
Upotusstrategioita
Yhden työkalun ratkaisu
- Porrasporaus/upotus
- Poramalli 4/5

Vahvuudet
+ Räätälöidyt työkalut
+ Nopein
Heikkoudet
– Ei kovin monikäyttöinen
Kahden työkalun ratkaisu
Vahvuudet
+ Vakiotyökalut
+ Melko monikäyttöinen
Heikkoudet
– Kahdet työkalut
– Vaatii kaksi työkalupaikkaa
– Pidemmät jaksoajat
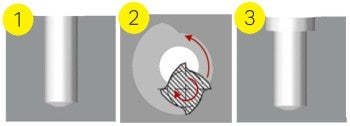
Porras- ja viisteporaus – yhden poran strategia

Poramalli 1
Vakio

Poramalli 2
Kaksi halkaisijaa (alkureikä + rungon halkaisija)
Alkureikä- ja viistehalkaisija lastuavat. Rungon halkaisija ei lastua

Poramalli 4
Kaksi halkaisijaa (alkureikä + rungon halkaisija)
Alkureikä-, viiste- ja runkohalkaisija lastuavat

Poramalli 5
Kolme halkaisijaa (alkureikä + porras + rungon halkaisija)
Alkureikä-, porras- ja viistehalkaisija lastuavat. Rungon halkaisija ei lastua

Poramalli 6
Kolme halkaisijaa (alkureikä + rungon halkaisija)
Alkureikä-, porras-, viiste- ja rungon halkaisija lastuavat
Poraus

Järkevästi valitulla poralla saadaan vaadittu reiän laatu tuottavasti ja pienimmillä reikäkohtaisilla kustannuksilla. Seuraaville eri reikätyypeille on myös erilaiset poravaatimukset:
- Pienet ja keskikokoiset reiät
- Isot reiät
- Syvät reiät
- Mikroreiät
Pienten ja keskikokoisten reikien poraus
Pienten ja keskikokoisten reikien poraukseen on valittavissa kolmenlaisia poria: täyskovametalliset, vaihtokärkiset ja kääntöteräiset porat. Poramallin valinta riippuu ennen muuta reiän toleranssista, pituudesta ja halkaisijasta. Kullakin ratkaisulla on eri tilanteissa omat etunsa.
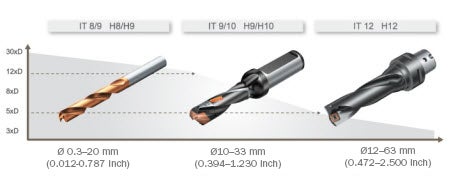
Isojen reikien poraus
Jos on porattava isoja reikiä pienitehoisella koneella, vaihtoehtoja on kolme:
- Käytä ydinporaa
- Suurenna reikää avarrustyökalulla
- Jyrsi reikä käyttämällä nousuinterpolaatiota
Sekä työkappaleen että koneen tukevuus on tärkeää suuria reikiä porattaessa. Myös koneen teho ja vääntö voivat olla rajoittavia tekijöitä. Tuottavuusmielessä porat ovat parempi vaihtoehto, sillä niillä reikä syntyy viisi kertaa nopeammin kuin jyrsimällä nousuinterpolaatiota käyttäen. Ydinporaa voidaan käyttää ainoastaan läpireikien poraukseen. Jyrsimen etuna on toisaalta selvästi pienin tehon ja väännön tarve.
Syvien reikien poraus

Alkureikäporaus
Alkureikäporan tarkoitus on optimoida syväreikäporan tarkkuus ja minimoida heitto.
Syötöt ja nopeudet
Syväreikäporille suositellut syötöt ja nopeudet on laskettu siten, että poralle saadaan maksimituottavuudella hyvä kestoikä. Suositukset ovat hyvä lähtökohta, mutta optimitulosten saaminen voi edellyttää arvojen muuttamista.
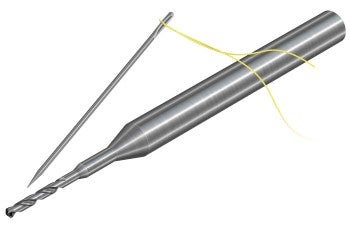
Mikroreikien poraus
Syötöt ja nopeudet
Mikroporille suositellut syötöt ja nopeudet on laskettu siten, että poralle saadaan maksimituottavuudella hyvä kestoikä. Suositukset ovat hyvä lähtökohta, mutta optimitulosten saaminen voi edellyttää arvojen muuttamista.
Nesteensyöttö
Lastuamisnesteen paine on mikroporauksessa avaintekijä. Liian pieni paine tai nestemäärä voi johtaa ennenaikaiseen porarikkoon. Suosittelemme vakavasti korkean nestepaineen käyttöä, yleisimmin 40–70 baaria.
Käyttö
Reikien kolme päämuuttujaa ovat halkaisija syvyys laatu. Reiän tyyppi ja vaadittava... chevron_right
Käyttö
Reikien kolme päämuuttujaa ovat halkaisija syvyys laatu. Reiän tyyppi ja vaadittava... chevron_right
Porras- ja viisteporaus
Viisteporaus Porras- tai porras- ja viisteporaus Viisteporaus Mikä on viisteitetty... chevron_right
Käyttö
Reiän kolme tärkeintä perustason parametria: Reiän halkaisija Reiän syvyys Reiän... chevron_right
