
Abstechen und Einstechen in unterschiedlichen Werkstoffen

Abstechen und Einstechen in Aluminium und NE-Werkstoffen

NE-Metalle sind weichere Metalle, wie z. B. Aluminium, Kupfer, Messing usw. Aluminium mit einem Siliziumanteil (Si) von 13 % ist sehr abrasiv. Für Wendeschneidplatten mit scharfen Schneidkanten können generell hohe Schnittgeschwindigkeiten und eine lange Standzeit vorausgesetzt werden.
Um eine hohe Schneidkantenschärfe wie bei der RO-Geometrie zu erhalten, muss die Schneidkante üblicherweise geschliffen und das Hartmetall unbeschichtet oder nur sehr dünn beschichtet sein.
Für Bauteile, die eine extrem hohe Oberflächengüte erfordern, empfiehlt sich eine diamantbestückte PKD-Wendeschneidplatte. So wird der Einsatz höherer Schnittdaten und längere Standzeiten ermöglicht.

Abstechen und Einstechen von warmfeste Superlegierungen (HRSA)

Warmfeste Superlegierungen (HRSA) lassen sich in drei Gruppen unterteilen; Nickelbasis-, Eisenbasis- und Kobaltbasislegierungen. Die physikalischen Eigenschaften und das Verhalten bei der Bearbeitung des einzelnen Werkstoffes variieren beträchtlich. Grund dafür ist die Zusammensetzung der Legierung und der konkreten metallurgischen Verarbeitung (geglüht oder gealtert). Die Härte kann zwischen 150 bis 440 HB liegen.
Die Zerspanbarkeit von HRSA ist im Vergleich zu normalen und rostfreien Stählen recht schwierig. Bevorzugte Wendeschneidplattengeometrien für HRSA sind -GF und -TF. Bei höheren Schnittdaten bietet eine Keramikplatte eine deutlich bessere Produktivität.
Abstechen und Einstechen von Titanlegierungen
Titanlegierungen werden üblicherweise im geglühten oder lösungsgehärteten und gealterten Zustand bearbeitet, wobei die Härte zwischen 250-440 HB liegen kann.
Die Zerspanbarkeit ist hier im Vergleich zu normalem und rostfreiem Stahl recht schwierig und stellt besondere Anforderungen an die Qualität der Zerspanungswerkzeuge.
Wir empfehlen Wendeschneidplatten mit scharfen Schneidkanten und GF-Geometrie in einer unbeschichteten Sorte.
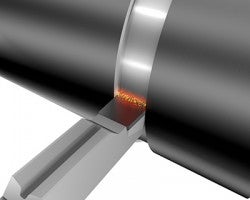
Zur Verlängerung der Standzeit und Erzielung guten Spanbruchs in lang spanenden Werkstoffen wie Titanlegierungen, empfehlen wir die Installation eines Werkzeugs mit zielgerichteter Kühlschmierstoffzufuhr in der Maschine.

Hartdrehen
Die moderne Fertigungstechnologie stellt zunehmend höhere Anforderungen an Bauteilen, die in einer Aufspannung zu fertigen sind und erhöht so die Nachfrage nach der Bearbeitung gehärteter Komponenten. Schneidstoffe wie beispielsweise CBN (kubisches Bornitrid) sind Produktivitätsbooster, wenn anstatt Schleifen die Drehbearbeitung gewählt wird. Es lassen sich sowohl gehärtete als auch einsatzgehärtete Komponenten mit Härtegraden zwischen 50-65 HRc bearbeiten.
Zum Einstechen empfehlen wir Wendeschneidplatten mit S-Geometrie und zum Profildrehen die RE-Geometrie. Für kleinere Bohrungen werden CBN-Wendeschneidplatten zum Einstechen empfohlen. Sie sind für den Erhalt bester Oberflächengüte und enger Toleranzen ausgelegt und eignen sich sowohl für Bearbeitungen mit und ohne Schnittunterbrechung.
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Werkstoffgruppen
In der Zerspanungsindustrie gibt es zahlreiche unterschiedliche Bauteilausführungen aus unterschiedlichen Werkstoffen. Jedes Material weist einzigartige Merkmale auf, die durch Legierungsbestandteile, Wärmebehandlung, Härte und andere Faktoren beeinflusst werden. Dies hat entscheidenden Einfluss auf die Wahl von Wendeschneidplattengeometrie, Sorte und Schnittdaten. Aus diesem Grund wurden die Werkstoffe gemäß ISO-Norm in 6 Hauptgruppen unterteilt, wobei jede Gruppe ganz spezielle Eigenschaften hinsichtlich der Zerspanbarkeit aufweist.
 ISO P – Stahl ist die größte Werkstoffgruppe in der Zerspanungsindustrie. Sie umfasst unlegierte und hoch legierte Werkstoffe, einschließlich Stahlguss. Normalerweise ist die Zerspanbarkeit gut, dies hängt allerdings in hohem Maße von der Materialhärte, dem Kohlenstoffgehalt und anderen Merkmalen ab.
ISO P – Stahl ist die größte Werkstoffgruppe in der Zerspanungsindustrie. Sie umfasst unlegierte und hoch legierte Werkstoffe, einschließlich Stahlguss. Normalerweise ist die Zerspanbarkeit gut, dies hängt allerdings in hohem Maße von der Materialhärte, dem Kohlenstoffgehalt und anderen Merkmalen ab.
 ISO M – Rostfreie Stähle sind Werkstückstoffe mit einem Legierungsanteil von min. 10.5–12% Chrom. Andere Legierungen können Nickel und Molybdän enthalten. Unterschiedliche Ausprägungen, wie z. B. ferritisch, martensitisch, austenitisch und austenitisch-ferritisch (Duplex) bilden so eine große Werkstoffgruppe. Gemeinsam ist all diesen Arten, dass die Schneidkanten in hohem Maße Wärme, Kerbverschleiß und Aufbauschneidenbildung ausgesetzt sind.
ISO M – Rostfreie Stähle sind Werkstückstoffe mit einem Legierungsanteil von min. 10.5–12% Chrom. Andere Legierungen können Nickel und Molybdän enthalten. Unterschiedliche Ausprägungen, wie z. B. ferritisch, martensitisch, austenitisch und austenitisch-ferritisch (Duplex) bilden so eine große Werkstoffgruppe. Gemeinsam ist all diesen Arten, dass die Schneidkanten in hohem Maße Wärme, Kerbverschleiß und Aufbauschneidenbildung ausgesetzt sind.
 ISO K – Gusseisen ist im Gegensatz zu Stahl ein kurz spanender Werkstoff. Grauguss (GG) und Temperguss (GT) sind relativ einfach zu bearbeiten, während Kugelgraphitguss (GGG), Gusseisen mit Vermiculargraphit (GJS) sowie bainitisches Gusseisen (ADI) höhere Ansprüche stellen. Alle Arten von Gusseisen enthalten Siliziumkarbid (SiC), was sehr abrasiv auf die Schneidkante wirkt.
ISO K – Gusseisen ist im Gegensatz zu Stahl ein kurz spanender Werkstoff. Grauguss (GG) und Temperguss (GT) sind relativ einfach zu bearbeiten, während Kugelgraphitguss (GGG), Gusseisen mit Vermiculargraphit (GJS) sowie bainitisches Gusseisen (ADI) höhere Ansprüche stellen. Alle Arten von Gusseisen enthalten Siliziumkarbid (SiC), was sehr abrasiv auf die Schneidkante wirkt.

 ISO N – NE-Metalle sind weichere Metalle, wie z. B. Aluminium, Kupfer, Messing usw. Aluminium mit einem Siliziumanteil (Si) von 13 % ist sehr abrasiv. Für diese Gruppe können bei Einsatz von Wendeschneidplatten mit scharfen Schneidkanten generell hohe Schnittgeschwindigkeiten und lange Standzeiten vorausgesetzt werden.
ISO N – NE-Metalle sind weichere Metalle, wie z. B. Aluminium, Kupfer, Messing usw. Aluminium mit einem Siliziumanteil (Si) von 13 % ist sehr abrasiv. Für diese Gruppe können bei Einsatz von Wendeschneidplatten mit scharfen Schneidkanten generell hohe Schnittgeschwindigkeiten und lange Standzeiten vorausgesetzt werden.

 ISO S – Warmfeste Superlegierungen (HRSA) beinhalten eine Vielzahl an hoch legierten Eisen-, Nickel-, Kobalt sowie Titanbestandteilen. Sie sind adhäsiv, kälteverfestigend, entwickeln Aufbauschneidenbildung und erzeugen Wärme. Sie ähneln dem ISO M-Bereich, sind aber schwieriger zu zerspanen und senken die Standzeit.
ISO S – Warmfeste Superlegierungen (HRSA) beinhalten eine Vielzahl an hoch legierten Eisen-, Nickel-, Kobalt sowie Titanbestandteilen. Sie sind adhäsiv, kälteverfestigend, entwickeln Aufbauschneidenbildung und erzeugen Wärme. Sie ähneln dem ISO M-Bereich, sind aber schwieriger zu zerspanen und senken die Standzeit.

 ISO H – Diese Gruppe umfasst Stähle mit einer Härte zwischen 45-65 HRc sowie Kokillenhartguss von ca. 400-600 HB. Ihre Härte macht sie schwer zerspanbar. Die Werkstoffe erzeugen beim Schneiden Wärme und sind sehr abrasiv für die Schneidkante.
ISO H – Diese Gruppe umfasst Stähle mit einer Härte zwischen 45-65 HRc sowie Kokillenhartguss von ca. 400-600 HB. Ihre Härte macht sie schwer zerspanbar. Die Werkstoffe erzeugen beim Schneiden Wärme und sind sehr abrasiv für die Schneidkante.
Keramik im Hochtemperatureinsatz
Die Herausforderung: Was ist zu tun, wenn die Leistung von Hartmetall-Wendeschneidplatten... chevron_right
Drehen von unterschiedlichen Werkstoffen
Drehen von Stählen Stähle können in die Kategorien unlegiert, niedrig legiert und... chevron_right
Werkstoffe
Bei der Bearbeitung von Werkstoffen ist stets der am besten geeignete Schneidstoff... chevron_right
Fräsen in unterschiedlichen Werkstoffen
Fräsen von Stahl Die Zerspanbarkeit von Stählen hängt von den Legierungsanteilen,... chevron_right
