
Stanseforme
 Intet fastholder essensen af bilproduktion så stærkt som en stanseform. Det er ikke svært at forstå, at hver eneste af dine forme repræsenterer en kæmpe investering i tid, penge og knowhow. Det er lige så let som at forstå dit behov for at afkorte leveringstider og reducere produktionsomkostninger, især fordi livscyklussen for nye modeller bliver kortere og kortere. At fremstille en stanseform kræver store færdigheder inden for metalbearbejdning – både ukompliceret bearbejdning og avanceret spåntagning i støbejern, nodulært støbejern, stål og hærdet værktøjsstål. Applikationsoversigt 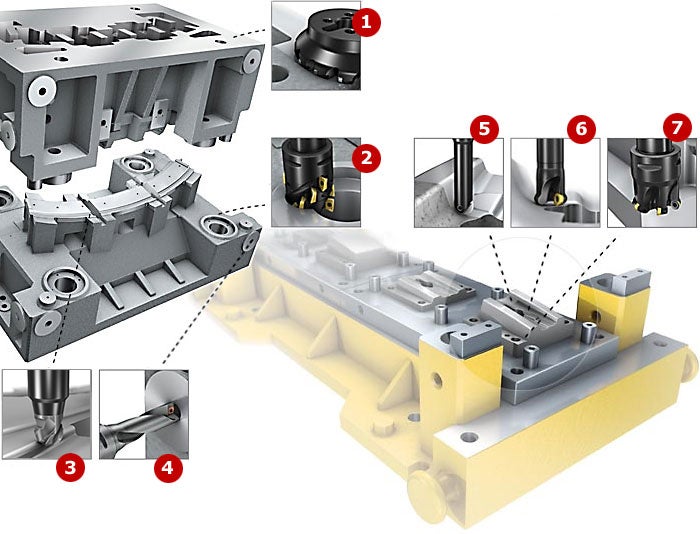 |
CoroMill® 745
Flerskærskoncept der er egnet til produktion i store serier, fleksible transferlinjer, og når en maksimal udnyttelse af værktøjet er vigtig. Det patenterede skærpositioneringssystem giver samme lette skæreforløb og performance som en positiv, enkeltsidet fræser, men med i alt 14 skærkanter.
CoroMill® 345
CoroMill 345 er en ny generation af 45-graders planfræsere, der er konstrueret til at give den bedste omkostningseffektivitet på markedet. Dette avancerede værktøj er primært designet til højtydende planfræsning med små til middelstore spåndybder i stål, rustfrit stål og støbejern. Dets alsidighed og omfattende optimeringsmuligheder gør det egnet til alt fra krævende skrubfræsning til spejlblank sletfræsning.
CoroMill® 390 valsefræser
Alsidig fræser til hjørnefræsning med stor eller lille spåndybde i almindelig bearbejdning. Stort produktprogram med et bredt udvalg af diametre.
CoroMill® 316
Fræsesystem med udskiftelig skærenhed, der giver bedre fleksibilitet og bedre produktivitet samt lavere værktøjs- og lageromkostninger. Stærk skærenhed/skaftkobling giver stor styrke til skrubbearbejdning og stor stivhed til sletbearbejdning. Det nye hårdmetalskaft fås i alle koblingsstørrelser fra 10 til 25 mm. Dets større stivhed og mindre afbøjning giver mulighed for at bearbejde med lange udhæng i dybe lommer. Det sikrer også større nøjagtighed ved sletfræsning.
CoroMill® radiuspindfræser
CoroMill radiuspindfræser fås nu med integreret Coromant Capto-kobling. Coromant Capto forbedrer værktøjets modulfunktion og koblingens stivhed.
CoroDrill® 880
Op til 100 % højere produktivitet sammenlignet med konventionelle vendeskærsbor takket være trinteknologien. Fire effektive skærkanter med wiper-geometrier giver en fremragende overfladekvalitet. Optimerede spånkanaler fremmer spånafgangen og bidrager til at undgå produktionsstop. Fås i diametre 12,00 til 63,5 mm.
5. Sletbearbejdning af hårde/hærdede dele

Skærkvalitet GC1010
Den nye PVD-belagte GC1010, der er optimeret til skrub- til sletbearbejdning, er det perfekte supplement til vores eksisterende kvalitetsprofiler. Overlegen skærkantsejhed, større slidstyrke og højere skærehastigheder ved bearbejdning af hærdet stål. Giver altid produktiviteten et boost.
CoroMill® 300
Fræser med runde skær til ubesværet plan-, profil- og lommefræsning. Skrubfræsning i alle materialer, lige fra støbejern til hærdet stål. Dens positive skærevinkler giver et let skærforløb og gør det muligt at opnå høje tilspændingshastigheder, også i svage maskiner og under ustabile forhold. Nu også i skærstørrelse IC20 og fræsere med diametre på 66 - 200 mm.

CoroMill® 200
Robust plan- og profilfræser. Giver høj spånvolumen med stor processikkerhed og pålidelighed. De stærke skærkanter gør fræseren modstandsdygtig over for hårde forhold med afbrydelser (huller, mellemrum osv.) og/eller slidende støbehud.
Diameterområde: 25–160 mm (1–10 tommer)

CoroMill® MH20
Fræser med høj tilspænding optimeret til lommefræsning i formkaviteter op til 48 HRC, dyb lommefræsning i støbeformen, hjørnebearbejdning på matricer og hjørnefræsning med mindre indgreb.
Diameterområde: 16–50 mm (5/8–2 tommer)

CoroMill® 415
Planfræser med lille diameter til høj tilspænding. Det er et alsidigt værktøj der egner sig til et bredt udvalg af applikationer. Giver lavere omkostning pr. komponent og højere produktivitet takket være det høje spånvolumen og skærene med de fire skærkanter.
Diameterområde: 13–32 mm (0,5–1,25 tommer)

CoroMill® 210
Plan- og dykfræser med høj tilspænding. Det er et meget produktivt skrubfræsningskoncept, der bruges når et stort spånvolumen har førsteprioritet. Med mulighed for høj tilspænding som følge af den spånudtyndende effekt, der giver en høj produktivitet.
Diameterområde: 25–160 mm (1–6 tommer)
CoroMill® 210
En historie om bilindustrien med en lykkelig slutning
Historien starter i 1956 og slutter på tirsdag kl. 10.15, lokal tid. I den periode har bilindustriveteranen Kenneth Rooth set bilindustriens værktøj bevæge sig fra træmodeller og gipsforme til CAD-produktion og effektiv produktion i det 21. århundrede.
Men netop som det så ud til, at teknikken ikke kunne blive mere sofistikeret, indgik Kenneth i et team med Sandvik Coromant for at opnå en reduktion på hele 30 % af bearbejdningstiden på stanseforme.
Blev der skrevet historie? Måske. Blev der sparet penge? Helt sikkert.
Bilfabrikker fremstiller typisk over en tredjedel af deres stanseforme selv. Det er tidskrævende at fremstille disse værktøjer og, da der skal bruges omkring 750 af dem for at lave en bil, er de en afgørende flaskehals i produktionen. I dag har kortere leveringstider, flere modeller og stramme budgetter gjort denne proces endnu mere kritisk.
Kenneth Rooth vidste, at meget af dette dreje- og fræsearbejde blev udført af individuelle operatører, med meget manuelt finish-arbejde; det er noget, der kræver gode færdigheder og en masse tid. Resultatet var ikke blot højere omkostninger, men også mindre standardisering. Kvaliteten og monteringen af en højre-dør kunne være forskellig fra en venstre-dør, hvis det var to forskellige operatører, der programmerede maskinerne.
Sandvik Coromant fik til opgave at finde en måde, hvorpå omkostninger og leveringstider kunne bringes ned, og kvaliteten op. Der blev udviklet en ny proces med nye værktøjer og bearbejdningsprocesser. Resultaterne: Bearbejdningstiderne blev reduceret med over 30 %, manuel værktøjspolering blev fuldstændigt elimineret, og anden manuel bearbejdning blev reduceret betydeligt.
Hvordan gjorde de det?
Først blev HS-stålbor udskiftet med vendeskærsbor, en simpel foranstaltning, der gav effektiviteten et betydeligt boost. Derefter erstattede silent tools traditionelle værktøjer for at forbedre bearbejdningseffektiviteten for dele med lange udhæng, og der blev udviklet et antal skabeloner til fremtidig brug.

Kenneth Rooth
Stanseformbearbejdning genopfundet
Måske kan de største besparelser i forbindelse med bearbejdning af stanseforme findes i nye metoder til fjernelse af materiale. Her kommer nogle få eksempler på foranstaltninger, der bidrog til at gøre Kenneth Rooth til en helt, når det drejer sig om omkostningsreduktion.
Fræser med runde skær i stedet for en radiusfræser: Leveringstidsreduktioner i 3D-skrubfræsning
En meget almindelig måde at skrubbearbejde 3D-flader på er at bruge en radiusfræser til kopifræsning med varierende spåndybder. Kombineret med lange udhæng fra spindelnæsen udsætter det det skærende værktøj og maskinspindlen for en voldsom belastning.
Ved at skifte til en konturfræsningsværktøjsbane, hvor der bruges en fræser med runde skær, kan der opnås et større spånvolumen ved at udnytte det større antal effektive tænder. En konstant aksial spåndybde resulterer i en jævnere og mere konstant belastning på spindlen, hvilket giver mulighed for procesoptimeringer.
Hurtigere hulfremstilling i bundplader
Huller bores traditionelt med HS-bor i støbejernsbundplader. Da bundplader ofte er forsynet med mange bolthuller og øjehuller osv., er den samlede boretid normalt lang.
Ved at udskifte disse bor med et vendeskærsbor som f.eks. CoroDrill 880, kan der opnås meget store produktivitetsforbedringer, selv ved tørbearbejdning.
Effektiv hulfremstilling med aksialboring i trimmingstål
Traditionelt fremstilles disse ovale huller med et HS-stålbor, og derefter udvides de med en fræser.
CoroDrill 880 erstatter denne kombination ved at anvende aksialboring med afbrudt spån til at udvide hullet.
Denne metode fjerner 85 % af materialet, på meget kortere tid og efterlader resten til en traditionel rund fræser.
Lifter feature
Standardmetoden er at fremstille hullet med et HS-stålbor, efterfulgt af en solid fræser til at åbne faconen.
I stedet valgte vi at bore lige ned med et vendeskærsbor (CoroDrill 880) og derefter udvide hullet med en vendeskærs-dykfræser (CoroMill 210).
En supereffektiv trokoidefræsningsmetode blev derefter brugt til at fjerne så meget materiale som muligt hurtigt, med store spåndybder, og på den mere snævre del af sporet.
Styrebøsningssæder
En effektiv og fleksibel måde at bearbejde sæder til styrebøsninger er at anvende fræseren med runde skær, CoroMill 300, CoroMill 390 valsefræser og CoroBore 825 til sletbearbejdning.
CoroMill 300 bruges i starten til planfræsningen, derefter til at åbne hullet i en treakset spiralinterpolation.
CoroMill 390LE bearbejder sædet effektivt takket være dens evne til at klare store spåndybder kombineret med et let skæreforløb.
Finish-tolerancen opnås med præcisions-opboringsværktøjet CoroBore 825. Denne proces sparer både tid og lager.
Boreværktøjer bruges typisk i kombination med solide fræsere til denne form for egenskaber på meget lavere produktivitetsniveauer.
Bearbejdning af overfladen på sikkerhedsbolte
Dykfræsning med CoroMill 210 kan være et glimrende alternativ til en valsefræser når det drejer sig om disse egenskaber, hvor adgangsforholdene nogle gange er begrænsede og hvor der er brug for et langt udhæng. Ved standardmetoden bruges der en HS-stålvalsefræser.
Dykfræsningsmetoden sender kræfterne i aksial retning, hvilket er en fordel ud fra et vibrationssynspunkt, når der bearbejdes med lange udhæng.
Ved at udnytte Coromant Capto-systemet med dets fremragende stabilitet og modularitet bliver det muligt at optimere værktøjsmodulet.
CoroMill 300 i skrubfræsning af 3D-flader.
CoroDrill 880 til hulfremstilling i stanseforme.
Aksialboring med CoroDrill 880.
Trokoidefræsning med CoroMill Plura.
CoroMill 390LE til bearbejdning af styrebøsninger.
CoroMill 210 i dykfræsning.

Coromant Capto®
Sparer tid og penge, hver gang du ændrer et dreje-, bore- eller fræseværktøj.
Markedets største fleksibilitet er ekstra nyttig ved formfremstilling. Coromant Capto nu anerkendt med ISO-standard.

Silent tools
I en vibrationsfølsom applikation kan der opnås markante produktivitetsforbedringer ved at anvende Silent Tools.
Energien fra vibrationerne absorberes i den dæmpede borestang; det minimerer vibrationerne og bevirker, at skæredataene kan øges betydeligt.

CoroChuck™ 930
Med den bedste udtrækningssikkerhed på markedet er denne spændeenhed designet til at eliminere vibration med henblik på en fremragende stabilitet og gode adgangsforhold ved enhver form for fræsning og boring
En god metode til at løse problemer med mikrodefekter
Test med hårdmetalbor med forbedret design giver nye muligheder for god hulkvalitet. "Mål... chevron_right
En mere intelligent og effektiv løsning til alle bearbejdningsfaser
At fremstille en stanseform kræver store færdigheder inden for metalbearbejdning... chevron_right
Turbine housing
Bearbejdningsfordele for turbinehuse At skabe værdi, der gavner værkstederne har... chevron_right
Turbineskovle
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
