
Volba vhodných soustružnických břitových destiček
Při volbě soustružnických břitových destiček je třeba uvážit celou řadu parametrů. Abyste dosáhli dobré kontroly utváření třísek a výkonnosti obráběcího procesu, pečlivě zvažte volbu geometrie, nástrojové třídy, tvaru (úhlu špičky), velikosti a poloměru zaoblení špičky břitové destičky, jakož i úhlu nastavení (úhlu hlavního břitu).
- V závislosti na prováděné operaci, např. dokončování, zvolte geometrii břitové destičky
- S ohledem na pevnost a hospodárnost zvolte největší možný úhel špičky břitové destičky
- V závislosti na hloubce řezu zvolte velikost břitové destičky
- S ohledem na pevnost zvolte největší možný poloměr zaoblení špičky břitové destičky
- V případě sklonů ke vzniku vibrací zvolte menší poloměr zaoblení špičky

l = délka řezné hrany (velikost VBD)

RE = poloměr špičky

Úhel špičky
Geometrie soustružnických břitových destiček
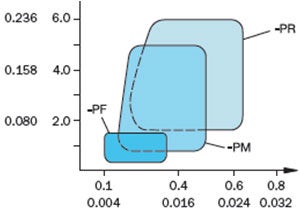
Geometrie pro soustružení lze rozdělit na tři základní typy, které jsou optimalizované pro dokončování, střední obrábění nebo pro hrubovací operace. Obrázek ukazuje pracovní oblasti jednotlivých geometrií dané vhodným utvářením třísky v závislosti na posuvu a hloubce řezu.
Hrubování
Kombinace velkých hloubek řezu a vysokých rychlostí posuvu. Operace vyžadující maximální bezpečnost a spolehlivost břitu.

Střední obrábění
Střední obrábění až lehké hrubování. Široké pásmo kombinací hloubky řezu a rychlosti posuvu.

Dokončování
Operace s malou hloubkou řezu a nízkými rychlostmi posuvu. Operace vyžadující nízké řezné síly.
ap | |||
| inch | mm | ||
 | Posuv fn | ||
| mm | |||
| inch |
Výše uvedený příklad ukazuje nabídku pro obrábění ocelí, k dispozici jsou však i další varianty pro všechny skupiny obráběných materiálů.
Soustružnické hladící břitové destičky
Použití hladících břitových destiček (Wiper) umožňuje dosažení lepší kvality obrobené plochy při použití standardních hodnot řezných parametrů nebo stejné kvality obrobené plochy při použití podstatně vyšších rychlostí posuvu.
První volbou a dobrým výchozím bodem pro většinu aplikací je hladící geometrie -WMX. Při změně podmínek je ale stále k dispozici produktivní alternativa.
V případě, že dochází k problémům s vibracemi, zvolte za účelem snížení řezných sil a zachování produktivity pozitivnější typ hladící geometrie.
Při volbě hladící geometrie postupujte následujícím způsobem:
-WL: Zlepšení kontroly utváření třísek při ještě menším poměru fn/ap.
-WF: Zlepšení kontroly utváření třísky při menším poměru fn/ap. Umožňuje také snížení velikosti řezných sil v případě, že dochází ke vzniku vibrací.
-WMX: Vždy první volba se širokou oblastí vhodného utváření třísky. Nabízí maximální produktivitu, univerzálnost a nejlepší výsledky.
-WR: Je-li zapotřebí vyšší odolnost břitu, např. pro přerušované řezy.
Nástrojové třídy soustružnických břitových destiček
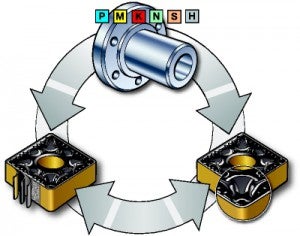
Třída břitových destiček se volí především podle:
- Materiálu obráběné součásti (ISO P, M, K, N, S, H)
- Typu operace (dokončování, střední obrábění, hrubování)
- Podmínek obrábění (dobré, průměrné, obtížné)
Geometrie břitové destičky a nástrojová třída se navzájem doplňují. Například nedostatečnou pevnost geometrie břitové destičky je možné kompenzovat houževnatostí použité nástrojové třídy.
Tvar soustružnických břitových destiček
Tvar břitové destičky je třeba volit s ohledem na přístup do místa řezu daný požadovaným úhlem nastavení nástroje. Aby byla zajištěna pevnost břitové destičky a spolehlivost, je třeba volit největší možný úhel špičky. Musí ale zůstat zachována určitá rovnováha vzhledem k různým typům řezů, které je třeba provést.
Břitová destička s větším úhlem špičky je pevnější, ale potřebuje větší výkon stroje a má větší sklony k vibracím.
Břitová destička s menším úhlem špičky není tak pevná a stabilní a umožňuje menší hloubku záběru břitu. Obojí může mít za následek její zvýšenou citlivost k působení tepla.

Pevnost břitu (Velký úhel špičky)
- Pevnější břit
- Vyšší rychlosti posuvu
- Vyšší řezné síly
- Vyšší sklony k vibracím
Menší sklony ke vzniku vibrací (Malý úhel špičky)
- Lepší přístup do místa řezu
- Menší sklony k vibracím
- Menší řezné síly
- Méně pevný a odolný břit
Velikost soustružnických břitových destiček
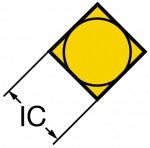
Velikost břitových destiček zvolte v závislosti na požadavcích na danou aplikaci a na tom, jaké místo pro obráběcí nástroj daná aplikace vyžaduje.
Při použití větší velikosti břitových destiček se zlepšuje stabilita. Při těžkém obrábění je běžně velikost břitových destiček větší než IC 25 mm (1 inch).
Při dokončování je v řadě případů možné velikost břitové destičky snížit.
Jak zvolit velikost břitových destiček
- Stanovte největší hloubku řezu, ap
- Určete potřebnou řeznou délku LE, přičemž zohledněte také úhel nastavení (úhel hlavního břitu) nástrojového držáku, hloubku řezu ap a technické parametry stroje
- Volbu vhodné délky řezné hrany L a velikosti iC břitové destičky lze provést na základě potřebné hodnoty LE a ap
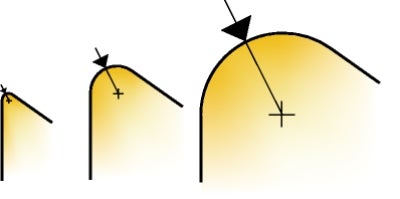
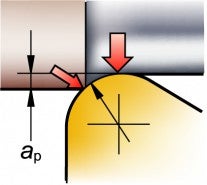
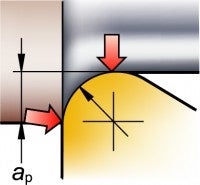
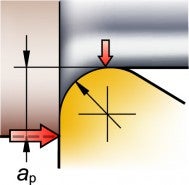
Poloměr špičky soustružnických břitových destiček
Při soustružnických operacích je poloměr zaoblení špičky břitové destičky, RE, klíčovým faktorem. Břitové destičky jsou dodávány s různými velikostmi poloměru špičky. Volba závisí na hloubce řezu a posuvu a má vliv na kvalitu obrobené plochy, dělení třísek a pevnost břitové destičky.
| Malý poloměr špičky | Velký poloměr špičky | |
|
|
Hloubka řezu a řezné síly
Poměr mezi poloměrem špičky a hloubkou řezu má vliv na sklony ke vzniku vibrací. Radiální síly, které vytlačují břitovou destičku z obráběné plochy, se s rostoucí hloubkou řezu mění na síly axiální.
Je lepší, když jsou axiální řezné síly větší než radiální. Vysoké radiální řezné síly mohou mít negativní vliv na průběh záběru nástroje, což může vést ke vzniku vibrací a špatné kvalitě obrobené plochy.
Všeobecně osvědčeným pravidlem je volit poloměr zaoblení špičky stejný nebo menší, než je hloubka řezu.
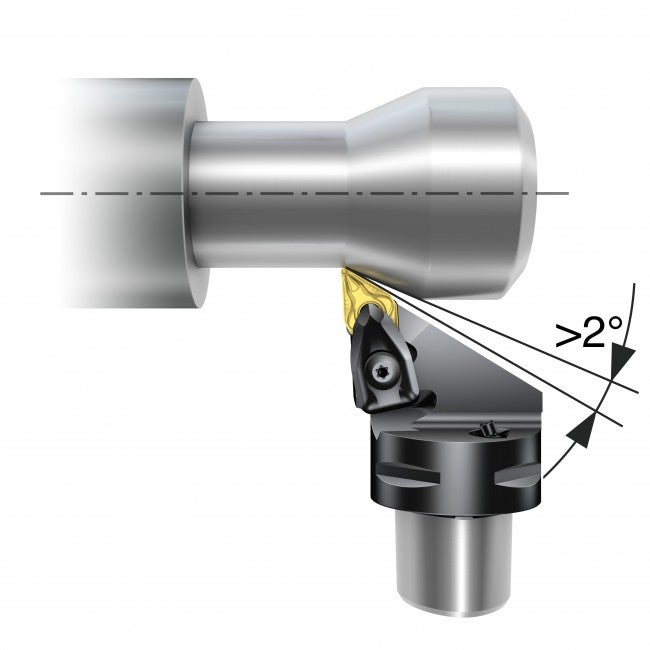
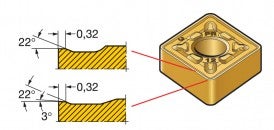
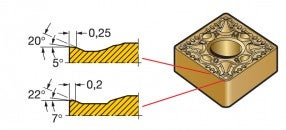
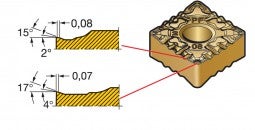
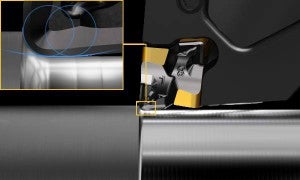
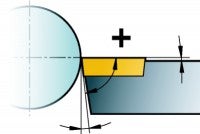
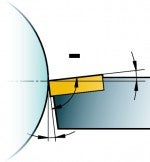
Pozitivní nebo negativní soustružnické břitové destičky
Negativní břitová destička má úhel (břitu) 90° (úhel hřbetu 0°), zatímco pozitivní břitová destička má úhel menší než 90° (např. úhel hřbetu 7°). Z obrázku negativního typu břitové destičky je patrný způsob jejího uchycení a náklon břitové destičky v nástrojovém držáku. Stručná charakteristika těchto dvou typů břitových destiček je uvedena níže:
Pozitivní soustružnické břitové destičky
- Jednostranné
- Nízké řezné síly
- Boční vůle (na hřbetu)
- První volba pro vnitřní soustružení a pro soustružení vnějších ploch na štíhlých součástech

Úhel hřbetu
Negativní soustružnické břitové destičky
- Oboustranné a/nebo jednostranné
- Vysoká pevnost břitu
- Nulový úhel hřbetu
- První volba pro soustružení vnějších ploch
- Těžké řezné podmínky

Úhel hřbetu
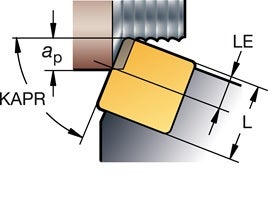
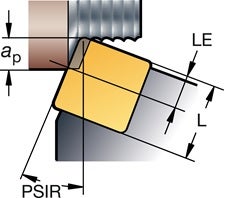
Úhel nastavení při soustružení
Úhel nastavení, KAPR (nebo úhel hlavního břitu, PISR), je úhel mezi hlavním ostřím a směrem posuvu. Správná volba úhlu nastavení/úhlu hlavního břitu má velký význam pro úspěšnost soustružnických operací. Úhel nastavení/úhel hlavního břitu má vliv na:
- Utváření třísek
- Směr působení řezných sil
- Délku ostří v záběru


Velký úhel nastavení (malý úhel hlavního břitu)
- Řezné síly směřují proti sklíčidlu. Menší sklony ke vzniku vibrací
- Předpoklady pro soustružení osazených ploch
- Vyšší řezné síly, zejména na vstupu a výstupu ze záběru
- Sklon k opotřebení ve tvaru vrubu při obrábění žárovzdorných slitin (HRSA) a cementovaných povrchově kalených obráběných součástí
Malý úhel nastavení (velký úhel hlavního břitu)
- Větší radiální řezné síly směřující proti obrobku mohou mít za následek sklony ke vzniku vibrací
- Menší zatížení břitu
- Vznikají tenčí třísky = vyšší rychlost posuvu
- Menší opotřebení ve tvaru vrubu
- Nelze soustružit osazené plochy s rohovým úhlem 90°
Řešení problémů
Příčina Řešení Kontrola utváření třísek Dlouhá, kontinuální vlákna tvořící smyčky,... keyboard_arrow_right
Soustružení vnitřních ploch
Vnitřní soustružnické operace slouží pro obrobení vnitřního průměru obráběné součásti.... keyboard_arrow_right
Jak zvolit břitovou destičku a podložku pro soustružení závitů
Při výběru nejvhodnějších soustružnických závitořezných břitových destiček pro danou... keyboard_arrow_right
Hřídel parní turbíny
Obrábění hřídele turbíny se skládá převážně ze soustružnických a zapichovacích operací,... keyboard_arrow_right
