
Hřídel parní turbíny
Obrábění hřídele turbíny se skládá převážně ze soustružnických a zapichovacích operací, s určitým podílem vrtání. Vyžaduje odebrání velkého množství kovu a jeho součástí je také náročné obrábění problematických drážek.
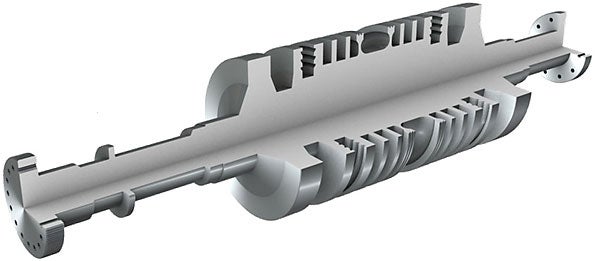

Pro výrobu hřídele turbíny je charakteristická celá řada soustružnických operací, které procházely skutečně nepřetržitým vývojem. Těžké hrubování rozměrných, dlouhých výkovků s nerovnoměrným povrchem, které ale probíhá za stabilních podmínek, následované rozsáhlým dokončováním nosných ploch. Jako takové, nabízejí soustružnické operace prováděné na součástech energetických zařízení značný potenciál pro další zdokonalování s využitím pokrokových nástrojových technologií.
Na seznamu faktorů, které mají přímý vliv na stupeň výkonnosti, bezpečnost a dosahované výsledky, by určitě neměly chybět následující. Představují zavedený soubor parametrů charakterizujících danou aplikaci, které mají značný význam pro úspěšnost soustružení:
- začlenění nejnovějších generací břitových destiček a nástrojových tříd, využití univerzálních a specializovaných nástrojových tříd pro optimalizaci jednotlivých operací,
- použití špičkových geometrií břitových destiček pro hrubovací soustružnické operace dovoluje ještě větší zvýšení rychlosti úběru kovu,
- použití špičkových břitových destiček s hladící technologií Wiper pro dosažení ještě lepší výkonnosti a výsledků při dokončovacím soustružení,
- možnost volby vhodného upnutí břitové destičky v nástrojovém držáku z hlediska maximální stability a bezpečnosti,
- využití špičkového modulárního nástrojového vybavení určeného pro soustružnické operace, pro dosažení maximální stability a rychlou výměnu nástrojů.
Možnosti použití nejvýhodnějšího tvaru břitové destičky z hlediska její maximální odolnosti a použití nejvhodnějšího úhlu nastavení závisejí na tom, jak široká je příslušná nabídka soustružnických nástrojů. Jak z hlediska optimalizace, tak i z pohledu dosažení dostatečné hospodárnosti nástrojů, musí být potřebný typ břitu k dispozici také pro vhodný tvar a velikost břitové destičky. Rozhodující úlohu z hlediska jejich optimalizace, může u hrubovacích i dokončovacích soustružnických operací, hrát volba mezi kruhovými a čtvercovými břitovými destičkami se specifickými geometriemi a poloměrem zaoblení špičky.
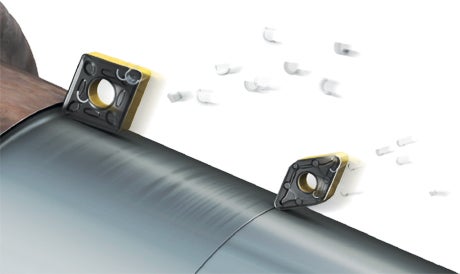
Hrubovací soustružení
V případě hrubovacího soustružení ocelí jsou výsledkem nejnovějšího vývoje nástrojů břitové destičky s geometrií HM.
- Hrubovací soustružení
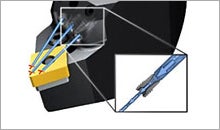
Vysokotlaký přívod řezné kapaliny
Systém CoroTurn® HP zajišťuje bezpečnou a bezproblémovou výrobu. Při dokončovacím obrábění všech typů materiálů dochází ke zlepšení kontroly utváření třísek, při obrábění problematických materiálů pak lze použít vyšší řezné rychlosti a prodlužuje se také životnost nástrojů.
- CoroTurn HP

Systém modulárních adaptérů SL
S pomocí flexibilního systému SL si s využitím standardních řezných jednotek můžete sestavit svůj vlastní, optimalizovaný nástroj.
- CoroTurn SL modular system

Dokončovací soustružení
Od svého uvedení na trh před deseti lety, prodělaly hladící břitové destičky s technologií Wiper, používané pro dokončovací soustružení, značný vývoj.
- Dokončovací soustružení

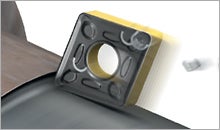
Úhlové břitové destičky CoroCut®
Břitové destičky s úhlem 90 stupňů mají tvar, který je dokonale přizpůsobený pro obrábění těchto obtížně přístupných drážek. Součástí standardní nabídky je celá řada různých tvarových provedení.
Není nutné použití speciálních nástrojů. K dispozici jsou rovněž speciální polotovary s úhlem 90 a 45 stupňů nebo s T-profilem.
- Upichování a zapichování

Speciální zakázková řešení
Díky speciálním zakázkovým řešením lze při obrábění součástí energetických zařízení snížit počet prováděných operací a zkrátit potřebnou dobu v řezu.
- Speciální zakázková řešení
Hrubovací soustružení
V případě hrubovacího soustružení ocelí jsou výsledkem nejnovějšího vývoje nástrojů břitové destičky s geometrií HM. Jedná se o nové konstrukční řešení oboustranných břitových destiček určených pro těžké obrábění. Geometrie HM je k dispozici u břitových destiček tvaru S, kterým poskytuje maximální pevnost břitu, a u břitových destiček tvaru C, které získávají větší univerzálnost. Tato geometrie, která je výslovně určena pro velké hloubky řezů při obrábění ocelových výkovků, má velice pevné a odolné břity a širokou oblast vhodného utváření třísek. Jako taková dokáže velmi dobře odolávat tomu, že dochází k prudkému střídání a kolísání v rámci celého širokého rozsahu posuvů a poskytuje břitovým destičkám potřebnou trvanlivost a spolehlivost řezné hrany.
Pokud je nová geometrie HM správně zkombinována s vhodnou nástrojovou třídou břitových destiček řady GC4000, další optimalizací lze výkonnost posunout na novou, vyšší úroveň. Specifická nebezpečí poškození břitu, jakými jsou plastická deformace nebo opotřebení ve tvaru žlábku, je možné snáze potlačit a dosáhnout tak delší životnosti nástrojů. Nová generace nástrojových tříd pro soustružení ocelí, jakou je např. univerzální třída GC4225, umožňuje dosažení velkých rychlostí úběru kovu, což je dáno především vyváženým poměrem mezi předvídatelností a trvanlivostí. Nejhouževnatější alternativou s maximální bezpečností a spolehlivostí břitu, vhodnou pro nejnáročnější podmínky, je třída GC4235.
Dokončovací soustružení
Od svého uvedení na trh před deseti lety, prodělaly hladící břitové destičky s technologií Wiper, používané pro dokončovací soustružení, převratný vývoj. Tento moderní způsob konstrukčního řešení zaoblení špičky břitové destičky odstranil tradiční problémy spojené s poměrem velikosti poloměru zaoblení špičky vůči posuvu na otáčku a jeho vlivem na drsnost obrobené plochy. Použití hladících břitových destiček dovoluje zdvojnásobení rychlosti posuvu při zachování stejné kvality obrobené plochy.
WMX je nová generace hladících břitových destiček, které jsou schopny dosáhnout požadované kvality obrobené plochy mnohem rychleji, než břitové destičky s konvenčním poloměrem zaoblení špičky. Hlavní poloměr zaoblení s mnohačetnými pomocnými poloměry, který byl navržen jako součást nové geometrie usnadňující dělení třísek, umožňuje použití břitových destiček pro mnohem širší rozsah posuvů. Hladící břitové destičky WMX lze použít také pro lehké a střední hrubovací operace.
Ve srovnání s předchozí generací hladících břitových destiček, umožňují destičky nového typu dosažení mnohem lepší kvality obrobené plochy, jsou méně náchylné ke vzniku vibrací, umožňují lepší kontrolu utváření třísek a klidnější průběh řezu. Široká hlavní oblast použití geometrie WMX je doplňována oblastmi použití dalších hladících geometrií, které jsou vhodné pro optimalizaci při velmi nízkých hodnotách posuvu/hloubky řezu nebo naopak při ještě větších hloubkách řezu.
Speciální zakázková řešení
Díky speciálním zakázkovým řešením lze při obrábění součástí energetických zařízení snížit počet prováděných operací a zkrátit potřebnou dobu v řezu. Pro obrábění hlubších vnitřních dutin jsou zapotřebí nejmodernější nástrojová řešení – taková, jaká byla vyvinuta jako součást koncepce s označením Silent Tools. Nástroje s tlumenými nožovými planžetami mají zcela zásadní význam z hlediska udržení přijatelné výkonnosti bez omezení daných sklonem k vibracím a k hromadění třísek. Nožové planžety delší, než je čtyřnásobek jejich šířky, využívající patentově chráněný tlumící mechanismus, umožňují použití hloubek řezu, které jsou až čtyřikrát větší, než u nástrojů bez tlumení vibrací.
Nožové planžety, které pro dosažení náležité výkonnosti při větším vyložení nástroje využívají zabudovaný tlumící mechanismus, nezřídka dovolují soustružení tvarů hlubokých drážek s přibližně o 20% vyššími řeznými rychlostmi a s o 50% delší životností nástrojů.

