
Řešení pro hospodárné a vysoce kvalitní obrábění drážek pro těsnící kroužky dle API na součástech zařízení pro ropný a plynárenský průmysl

U řady součástí pro ropný a plynárenský průmysl představují drážky pro těsnící kroužky kritické prvky, protože vyžadují dodržení úzkých tolerancí a vysokou kvalitu obrobených ploch. Vzhledem k vysoké hodnotě a složitosti součástí má naprosto zásadní význam provozní bezpečnost. Další z komplikací představuje časté použití obtížně obrobitelných materiálů, např. celistvé díly ze slitiny Inconel 718 nebo plátované slitinou Inconel 625.
Nástrojová řešení pro obrábění součástí zařízení pro ropný a plynárenský průmysl – tvary drážek pro těsnicí kroužky dle API
Problémy při obrábění
Pro mnoho konvenčních metod obrábění drážek pro těsnicí kroužky je typická nízká bezpečnost obráběcího procesu a zpomalování výroby. Se stávajícími konvenčními nástroji pro ponorné a radiální soustružení je nezbytné provádět hrubování a dokončování v několika operacích, při kterých působí vysoké řezné síly, což má za následek omezenou životnost nástrojů. Mají-li být tyto procesy bezpečné, jsou pomalé a nákladné a neumožňují žádnou flexibilitu, pokud jde o velikost průměru drážky.
SpiroGrooving™
Metoda SpiroGrooving je poslední revoluční novinkou – jedná se o jednoduchý, ale důmyslný proces určený pro výrobu drážek pro těsnicí kroužky. Jedná se o velice bezpečný a produktivní způsob obrábění používaný v kombinaci s nástrojovým systémem CoroBore XL, který pro vytvoření drážek pro těsnicí kroužky s úzkými tolerancemi využívá spirografickou dráhu nástroje.
Dráha nástroje sestává z kruhového sestupného pohybu po kuželové ploše, přičemž velikost záběru nástroje odpovídá nastavené výšce sestupu na jednu otáčku. Dráhu nástroje pro metodu SpiroGrooving vypočte na základě několika vstupních parametrů, jako je průměr drážky, rozteč v procesu a zvolená maximální tloušťka třísky, generátor NC kódu. Předběžné nastavení nástroje se provádí v několika jednoduchých krocích.
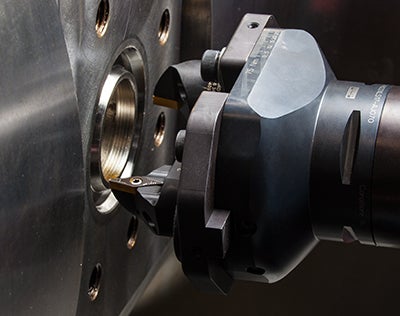
Toto řešení je ideální pro výrobu drážek pro těsnicí kroužky v ocelích opatřených plátovanými vrstvami a korozivzdorných ocelích. Obrábění progresivních materiálů usnadňuje unikátně řešený vnitřní přívod řezné kapaliny, použitý u nástrojů CoroBore XL. Hrubování a dokončování se provádí v jedné operaci, což výrazně zkracuje dobu obrábění a zvyšuje produktivitu.
Hlavní výhody
Při obrábění drážek pro těsnicí kroužky umožňuje metoda SpiroGrooving™ splnění všech klíčových cílů tím nejefektivnějším a nejspolehlivějším způsobem:
- Značné zkrácení doby řezu díky vyšším hodnotám řezných parametrů
- Velmi vysoká bezpečnost obráběcího procesu
- Značně flexibilní použití a minimální velikost nástrojového inventáře
- Rychlé a snadné programování pomocí unikátního generátoru NC kódů pro nástroj a vřeteno.
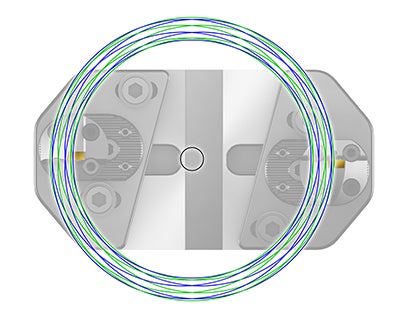
Spirografická dráha nástroje
Metoda SpiroGrooving využívá kruhový spirografický pohyb nástroje po kuželové ploše. Díky tomu dochází ke zmenšení tloušťky třísky, což umožňuje lehký průběh záběru nástroje a zvýšení rychlosti posuvu. Části ostří břitové destičky využívají přerušovaný režim záběru, čímž je eliminováno namotávání dlouhých třísek na nástroj a vřeteno.
Součásti nástrojového vybavení
Nástrojové vybavení vychází z osvědčených nejmodernějších standardních koncepcí, jejichž modularita je zárukou značné flexibility aplikací při výrobě drážek. Tam, kde konvenční metody vyžadují nové nastavení nástrojů pro každý typ nebo velikost drážky, pokrývá jeden nástroj SpiroGrooving celou řadu průměrů, čímž je zajištěna flexibilita výroby a minimalizuje se velikost potřebného nástrojového inventáře.
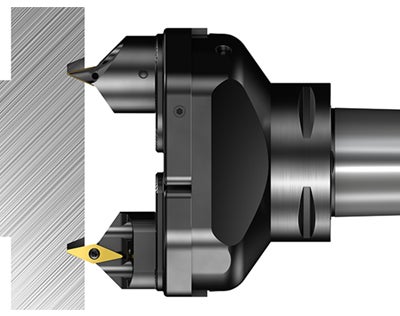
Nástroj pro metodu SpiroGrooving je důmyslný, jednoduše řešený dvoubřitý nástroj se dvěma břitovými destičkami tvaru V, který vychází z osvědčeného systému CoroBore® XL pro vyvrtávání. V kombinaci s modulární nástrojovou koncepcí Coromant Capto® nabízí řešení plně přizpůsobené pro obrábění drážek pro těsnicí kroužky


SpiroGrooving s CoroBore™ XL
| Charakteristika součásti | Drážky BX-154 v ocelovém tělese ventilu Průměr: 101 mm (3.99 inch) Šířka drážky: 15.4 mm (0.606 inch) hloubka: 7.5 mm (0.297 inch) | |||||
| vc | n | Hrubování vf | Dokončování vf | ap | Celkový čas | |
| Konkurenční řešení pro výrobu drážek pro těsnicí kroužky | 187 m/min (614 ft/min) | 500 ot/min | 100 mm/min (4 in/min) | 50 mm/min (2 in/min) | 1 mm/cyklus (0.04 inch) | 2 min |
| vc | n | Hrubování vf | Dokončování vf | Stoupání | Celkový čas | |
| SpiroGrooving™ s CoroBore XL | 300 m/min (984 ft/min) | 922 ot/min | 392 mm/min (15 in/min) | 50 mm/min (2 inch/min) | 2 mm/ot | 50 sec |
Při použití konvenční koncepce, která pro hrubovací a dokončovací operace využívá radiální soustružení vícebřitým nástrojem, činila celková doba obrábění dvě minuty. Pokud jde o průměr drážky, nebyla možná jakákoliv flexibilita a nastavení představovalo relativně zdlouhavou proceduru.
Díky přechodu na metodu SpiroGrooving™ se doba obrábění zkrátila na 50 sekund. Nástroj lze použít a snadno přenastavit pro několik dalších aplikací při výrobě drážek. Při použití nové metody je součást dokončena za méně než poloviční dobu.
58%
ZKRÁCENÍ
DOBY
OBRÁBĚNÍ
Instruktážní film - Obrábění drážky pro těsnicí kroužky dle API
Skříň spalovací komory
Zpravidla se vyrábějí ze slitin Inconel nebo Waspaloy, které patří k nejproblematičtějším... keyboard_arrow_right
Těleso sběrače
Těleso sběrače je součástí extrakčního zařízení s rozvětveným uspořádáním pro podmořskou... keyboard_arrow_right
Obrábění materiálů ISO S metodou PrimeTurning™
S materiály ISO S, např. titanem, slitinou Inconel 718 a dalšími plátovanými materiály... keyboard_arrow_right
Výroba děr v materiálech ISO S
Při výrobě kritických součástí leteckých motorů je naprosto zásadní uvědomit si význam... keyboard_arrow_right
Bílá kniha
Přejít k podrobným technickým informacím
Stáhnout bílou knihu věnovanou
metodě SpiroGrooving

