
Yekpare karbür dönen takımlarda yenileme hizmeti
Takım yenileme siparişi nasıl verilir?

1. Nakliye kutusu siparişi verin
Takım taşıma kutusu siparişi vermek için Sandvik Coromant'a bir e-posta gönderin.
Hangi boyutta kutuya ihtiyacınız olduğunu bize bildirin:
- Standart kutu (300 mm x 200 mm x 138 mm), Parça numarası: 6949557
- Büyük kutu (400 mm x 300 mm x 138 mm), Parça numarası: 6949558
2. Takımları seçin
Yenilemek istediğiniz aşınmış takımları belirleyin. Takımların yenileme işlemine uygun olduğundan emin olmak için takım aşınma kılavuzunu kullanın.
Yenileme hizmeti için minimum sipariş miktarı beş takımdır. Hizmet sadece Sandvik Coromant takımları için uygulanmaktadır.
3. Dikkatlice paketleyin
Kutu, taşıma sırasında takımlarınızın korunmasını sağlamak için köpük sünger ile teslim edilir.
Çentiklenme ve kırılmayı önlemek için paketleme talimatlarına uyun.
4. Nakliye
Sandvik Coromant, talebinize göre nakliye bilgilerini sağlayacaktır.
Yenileme işlemi tamamlandığında takımlarınız geri gönderilir.
Sorular ve cevaplar
Gönderdiğim tüm takımlarda yenileme işlemi yapılacak mı?
Teknik bir inceleme ile hangi takımların yenileme için uygun olduğu belirlenir. Yenileme yapılamayan takımlar kırmızı bant ile işaretlenmiş olarak iade edilir.
Yenileme işlemi ne kadar sürer?
Yenilenen takımlarınızı, bize gönderdiğinizden tarihten itibaren dört hafta içinde size teslim ediyoruz. Kesin gönderim tarihini içeren teslimat onayı iki hafta içinde size gönderilir.
Takımlarımın kaç kez yenileme işleminden geçirildiğini nasıl takip edebilirim?
Takım sapındaki bir lazer işareti gerçekleştirilen tüm yenileme hizmetlerini gösterir.
Bir takımın maksimum yeniden bileme sayısı (NORGMX), takımın ürün numarası Sandvik Coromant web sitesindeki arama çubuğuna girilerek bulunabilir.
Orijinal kalitesini geri kazandırma
Takım yenileme işlemi, aşınmış karbür matkapların ve parmak frezelerin orijinal kalitelerini geri kazandırır ve toplam kullanım ömürlerini uzatır. Yenileme, üretimde ham malzeme kullanımını artırır ve aynı zamanda kesici takım maliyetlerinizi düşürür.
Takımlarınızı orijinal kalitesine geri döndürün ve toplam kullanım ömürlerini uzatın
Gelecekteki bir yenileme işleminde tam kopyalamaya izin veren bir prosesi takımların tasarımına dahil ederek, yeni takım performansını garanti edebiliriz. Yenileme işlemi orijinal takımın geometrisini ve kaplamasını eski haline getirir. Yenilenen takımların performans testi prosedürü, yeni takımlar için uygulanan ile aynıdır.
Aşağıdaki grafikte, satın alınan dört yeni takımın maliyeti (I) ile satın alındıktan sonra üç kez yenileme işleminden geçirilen tek bir takımın maliyeti (II) karşılaştırılmıştır. Sonuçta %50'ye varan tasarruf sağlanmıştır.
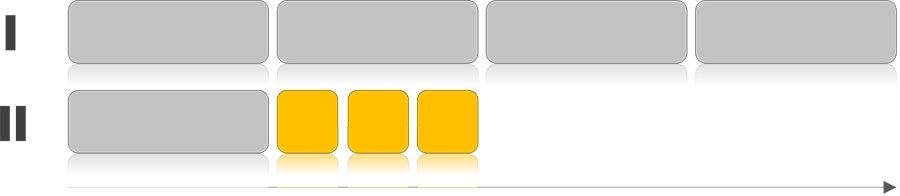
Toplam takım maliyeti
Yenileme uygulanabilen takımlar
Aşağıdaki takımlara yenileme işlemi uygulanabilir:
Yenileme işlemi için paketleme nasıl yapılır
Taşıma sırasında takımlarınızın hasar görmesini önlemek için aşağıdaki talimatları uygulayın:
- Takımların birbirine çarpmasını önlemek için takıma ait orijinal plastik ambalajı kullanın.
- Orijinal ambalajı yoksa, elinizde bulunan baloncuklu naylon veya benzeri paketleme materyallerini kullanın.
- Tüm takımları, nakliye kutusuyla birlikte gönderilen iki köpük sünger arasına yerleştirin.
Büyütmek için resme tıklayın
Geri Dönüşüm
Yekpare karbür takımlarınızın kullanım ömrü sona erdiğinde, lütfen Sandvik Coromant'ın geri satın alma programını dikkate alın. Yekpare karbür geri dönüştürülerek yeni takımların üretiminde kullanılır. Karbür geri dönüşüm hizmeti hakkında daha fazla bilgi edinin.
Yeni Karbür Kesici Takımları bulun
Yeni takımlar arıyorsanız, Karbür Kesici Takımlar bölümünü ziyaret edin.

Takım aşınmasını tanımlayın
Takımlarınızdaki aşınma tipini belirlemek için aşağıdaki kılavuzu kullanın.
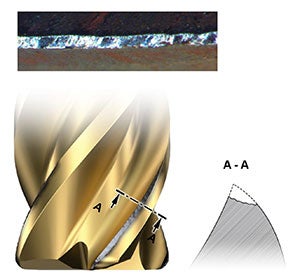
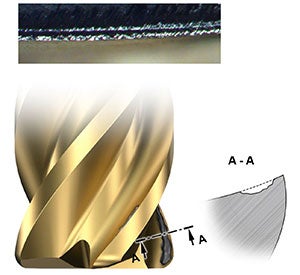
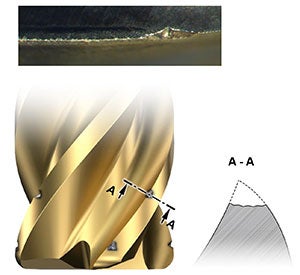
Düzenli yanak aşınması
En yaygın aşınma tiplerinden biri (kuru ISO-P'lerde tipik). Genellikle kesme kenarında başlar ve daha çok kesme kenarının yanak tarafına doğru gelişir.
Ana aşınma mekanizması - aşındırıcı
Neden:
- Yüksek kesme hızı ve düşük ilerleme
- Düşük aşınma direnci
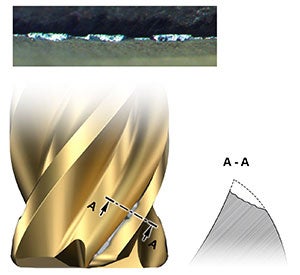
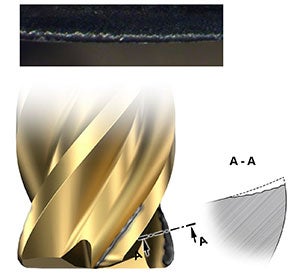
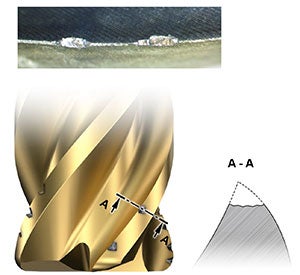
Düzensiz yanak aşınması
Başlangıçta kesme kenarının bazı kısımları diğer kısımlarına kıyasla daha hızlı aşınır.
Ana aşınma mekanizması - kaplamada kısmi pullanma ve kesme kenarında düzensiz mikro çentiklenmeyi takip eden sürtünme aşınması.
Neden:
- Yüksek kesme hızı ve düşük ilerleme
- Titreşimler
- Düşük aşınma direnci
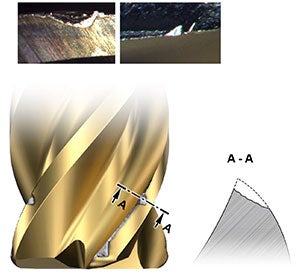
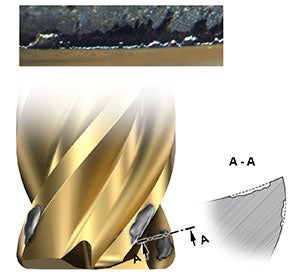
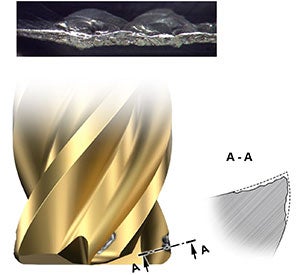
Yerel yanak aşınması
Genellikle takım köşelerinde ve/veya maksimum kesme derinliğinde.
Ana aşınma mekanizması - yapışkan, ısıl mekanik veya kimyasal.
Neden:
- Yüksek sıcaklık
- Titreşimler
- Talaşların yeniden kesilmesi
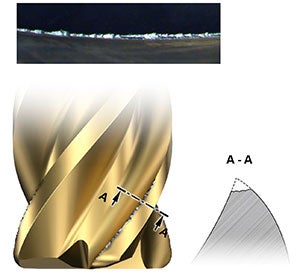
Krater aşınması
Nadiren yekpare karbür parmak frezelerde görülür.
Ana aşınma mekanizmaları – kimyasal ve aşındırıcı.
Neden:
- Yüksek sıcaklık (yüksek kesme hızı)
Merdiven biçimli yüzey aşınması
Genellikle taşkın (düşük basınç) kesme sıvısı dış çap nozüllerinden beslendiğinde oluşur.
Ana aşınma mekanizması – kimyasal
Neden:
- Yüksek sıcaklık
Pullanma
Genellikle kesme kenarında kolayca sıvamaya neden olan malzemeleri frezelerken.
Ana aşınma mekanizması - yapışkan
Neden:
- Yapışkan iş parçası malzemesi
Düzenli çentiklenme (tanecik kopması)
Kesme kenarında küçük hasarlar. Çentiklenmeyi diğer aşınma tipleri takip eder.
Ana aşınma mekanizmaları – ısıl mekanik veya yapışkan
Neden:
- Kesme kenarı çok zayıf ve gevrek
- Aşırı sıcaklık dalgalanmaları
- Titreşimler

Tarak çatlaklar
Kesme kenarı üzerinde görülür, eğimli ve serbest yüzeylere kadar uzanır. Başlangıçta kesme kenarına dik şekilde yönlendirilmiştir. Yanal çatlaklar oluşturarak kenar çentiklenmesine neden olur.Ana aşınma mekanizması – ısıl mekanik
Neden:
- Sıcaklıktaki hızlı dalgalanmalar
Yerel çentiklenme
Kesme kenarı çizgisi boyunca belirli bir pozisyonda sürekli olarak hasar oluşur.
Ana aşınma mekanizmaları – ısıl mekanik veya yapışkan
Neden:
- Kesme kenarı çok zayıf ve gevrek
- Aşırı sıcaklık dalgalanmaları
- Titreşimler
Talaşların yeniden kesilmesi
Düzensiz çentiklenme
Kesme kenarı çizgisi boyunca düzensiz konumlandırılmış kesme kenarı hasarı.
Ana aşınma mekanizmaları – ısıl mekanik veya yapışkan
Neden:
- Kesme kenarı çok zayıf ve gevrek
- Aşırı sıcaklık dalgalanmaları
- Titreşimler
- Talaşların yeniden kesilmesi
- Çözüm
Üst dilim
Genellikle ISO-S malzemelerde frezeleme yaparken. Kenar çizgisinden başlar, kesme yüzüne kadar uzanarak üst dilimleri oluşturur.
Ana aşınma mekanizmaları - yapışkan ve gevrek kopma
Neden:
- Yapışkan iş parçası malzemesi
- Yüksek sıcaklık
- Titreşimler

Sürdürülebilir bir gelecek için hep birlikte çalışmak
Ürünlerinizi ve süreçlerinizi daha çevre dostu ve daha verimli hale getirmenizde size yardımcı olabiliriz. Sandvik Coromant, uzun yıllardır çevre, sağlık ve güvenlik yönetimi sistemleri alanında bir dizi davranış ilkesini hayata geçirmek üzerine çalışmaktadır. Bu yaklaşımın önemli bir bölümü, yaşam döngüsünü temel alan yeni bir yapının kurulması ve aşınmış takımlarınızın sizden toplanarak onarılmalarının veya geri dönüştürülmelerinin sağlanması üzerine kuruludur. Bu süreç her iki taraf için de enerji tasarrufu sağlamakta ve karbondioksit emisyonlarını azaltmaktadır.
