
Kemik vidası işleme
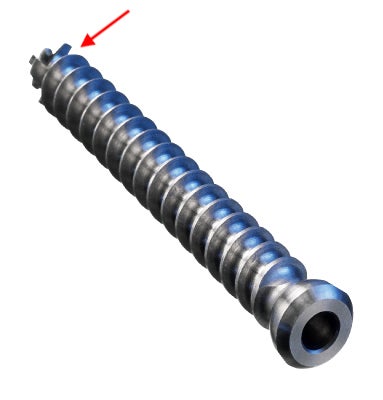
İşlemedeki zorluk, dönerek diş çekme operasyonu sırasında uçta freze yapılan özelliklerde çapak oluşumunu engellemektir.
Faydaları
- Yüksek yüzey kalitesi
- Güvenli proses
İşleme çözümü
- Ucun tornalanması
- Kanalların frezelenmesi
- Uçta dönerek diş çekme (daha fazla bilgi için aşağıya bakınız)
- Freze ile çapak alma pasosu
- Dönerek diş çekme tamamlandı
İşleme çözümü – uçta dönerek diş çekme
Seçilen parça özellikleri
- Uç işleme
- Diş işleme
- Kafa işleme
İnce ve uzun dişlerin işlenmesi, bükülme ve titreşimleri engellemek için tercihen dönerek diş çekme ile gerçekleştirilir.
Dönerek diş çekmede yüksek ilerleme kullanıldığında diş kalitesi bir zorluktur. Kesilen yüzeyler de genel bir problemdir.
Eğer diş çapı değiştirilirse döner halkanın ayar açısı da değiştirilmelidir. Doğru programlama için hesap makinesi kullanın.
Her döner fener mili, ünitenin boyut sınırlamaları nedeniyle bir dişli kutusu redüksiyonuna sahiptir. Bunu göz önünde bulundurmayı unutmayın. Programlanan devir gerçek çıktı olmayacaktır. Örneğimizde redüksiyon %50'dir.
Faydaları
- Yüksek yüzey kalitesi
- Yüksek boyut doğruluğu
- Güvenli proses
- Verim
İşleme çözümü (örnek)
| 50 mm (1,969 inç) |
| 6 mm (0,236 inç) |
| 4.90 mm (0,193 inç) |
| 1.625 mm (0,064 inç) |
İşleme çözümü – dönerek diş çekme
Aşağıdaki kesme değerleri kabul edilebilir gürültü seviyelerinde iyi bir kesme
prosesi sağlayacaktır. Bu değerlerin geçilmesi mümkündür, ancak gürültü seviyesi
hızlı bir şekilde artar ve kesik yüzeyler oluşur.

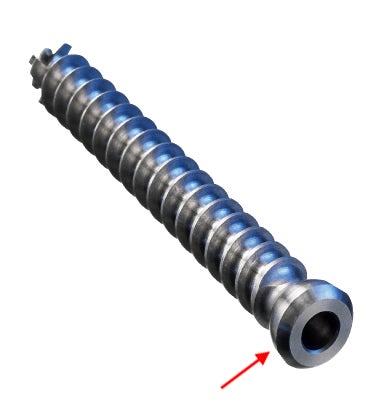
İşleme çözümü – Kafa
- Kafa ön tarafının tornalanması
- Kafa arkasının kaba işlenmesi
- Kafa arkasının ince işlenmesi
- Dilimleme
Faydaları
- Talaş kontrolü
- Güvenli proses
Sorun giderme
İşleme sonrasında kesici ucun/kesme kenarının dikkatlice incelenmesi ile takım ömrü... keyboard_arrow_right
Freze
Frezeleme uygulamalarında başarılı bir sonucu değerlendirirken, proses ve parça özellikleri,... keyboard_arrow_right
Farklı malzemeleri frezeleme
Çelik frezeleme Çeliğin işlenebilirliği alaşım elemanlarına, ısıl işlemler ve imalat... keyboard_arrow_right
Kılavuz çekme operasyon ipuçları
Dişlerde nasıl kılavuz çekilir Kılavuz çekme işleminin başarısı birçok faktöre bağlıdır... keyboard_arrow_right
