
CoroMill 345
ตัวเลือกแรกสำหรับการกัดปาดหน้าประสิทธิภาพสูง

การตัดเฉือนโดยใช้เม็ดมีดไวเปอร์

ระบบจ่ายน้ำหล่อเย็นภายใน
ใช้ระบบจ่ายน้ำหล่อเย็นภายในเพื่อให้ได้ผิวสำเร็จคุณภาพสูงสุดเมื่อทำการตัดเฉือนเหล็กสเตนเลส ใช้สกรูล็อคระบบน้ำหล่อเย็นเพื่อเพิ่มประสิทธิภาพการจ่ายน้ำหล่อเย็นภายใน
การติดตั้งแผ่นรองเม็ดมีด
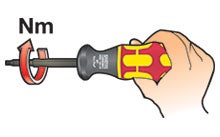
ค่าแรงขัน
สกรูล็อคเม็ดมัด: 3.0 นิวตัน-เมตร (26.5 นิวตัน-ปอนด์)
สกรูยึดแผ่นรองเม็ดมัด: 6.0 นิวตัน-เมตร (53 นิวตัน-ปอนด์)
คำแนะนำการใช้งาน
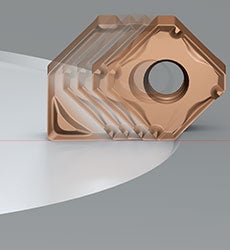
การเก็บผิวละเอียดด้วยเม็ดมีดไวเปอร์
ใหผวสำเรจทดเยยมดวยเมดมดมาตรฐานควบคกบเมดมดไวเปอรหนงชดหรอมากกวา เมดมดไวเปอรจะใหประสทธภาพสงสดเมอใชอตราปอนงานตอรอบสง (fn) รวมกบหวกดทมเสนผานศนยกลางขนาดใหญและระยะพทชชดพเศษ รวมทงมพนทสำหรบทำการปรบตง

วิธีเลือกระยะพิทช์ที่เหมาะสม
การเลอกระยะพทชทมความเหมาะสมกบการทำงานถอเปนสงสำคญ
• เมอตดเฉอนวสดในกลม ISO P ใหใชระยะพทชหวกดท L หรอ M ทมอตรา fz สง เพอรกษาระดบประสทธภาพการผลตและลดตนทน
• ระยะพทช H และ HX ทเทากนจะทำใหเกดเสยงในระหวางการกดนอยกวาเมอเทยบกบหวกดทมระยะพทชไมเทากน
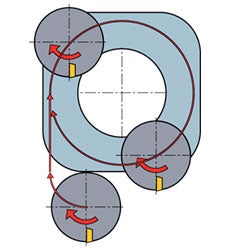
การรักษาหน้าสัมผัสของหัวกัด
ตำแหน่งของหัวกัดที่สัมพันธ์กับหน้าสัมผัสของชิ้นงานและการสัมผัสกับฟันตัดเป็นปัจจัยที่สำคัญยิ่งในการทำงานให้ประสบความสำเร็จ
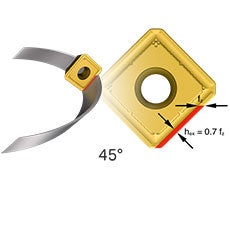
ความหนาสูงสุดของเศษ
เพอประสทธภาพการผลตสงสด ใหใชคา hex สำหรบการคำนวณคา fz
การคำนวณคาพารามเตอรการตดตามคา hex ทเหมาะสมจะชวยใหมนใจไดถงกระบวนการตดทมประสทธภาพซงยงเพมผวงานทมคณภาพและยดอายการใชงานของเครองมออกดวย
คำแนะนำ
●
สภาพการทำงานยาก

L
ความมั่นคงและกำลังเครื่องจำกัด
ระยะยื่นยาว
◐
สภาพการทำงานปานกลาง

M
การใช้งานทั่วไป
○
สภาพการทำงานดี

H
ความมั่นคงและกำลังเครื่องดี
วัสดุเกิดเศษสั้น
☆
สภาพการทำงานดีเยี่ยม

HX
ความมั่นคงและกำลังเครื่องดีเยี่ยม
วัสดุเกิดเศษสั้น
เม็ดมีดที่เป็นตัวเลือกแรก
| การกัดหยาบ | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| การกัดหยาบปานกลาง | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| การเก็บผิวละเอียด | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
ค่าการตัด
| รูปทรง | ISO | CoroMill® 345 | |||||
| fz (อัตราป้อนต่อฟันตัด), มม. (นิ้ว) | fz (hex), มม. (นิ้ว) | ||||||
| ต่ำสุด | เริ่มต้น | สูงสุด | ต่ำสุด | เริ่มต้น | สูงสุด | ||
| 345R-1305X-KL | ISO K | 0.07 (0.003) | 0.16 (0.006) | 0.22 (0.009) | 0.05 (0.002) | 0.11 (0.004) | 0.16 (0.006) |
| 345R-1305X-KM | ISO K | 0.16 (0.006) | 0.30 (0.012) | 0.40 (0.016) | 0.11 (0.004) | 0.21 (0.008) | 0.28 (0.011) |
| 345R-1305X-KH | ISO K | 0.25 (0.010) | 0.35 (0.014) | 0.55 (0.022) | 0.18 (0.007) | 0.25 (0.010) | 0.39 (0.015) |
| 345R-13T5X-ML | ISO M/S | 0.07 (0.003) | 0.11 (0.004) | 0.20 (0.008) | 0.05 (0.002) | 0.08 (0.003) | 0.14 (0.006) |
| 345R-13T5X-MM | ISO M/S | 0.15 (0.006) | 0.20 (0.008) | 0.45 (0.018) | 0.11 (0.004) | 0.14 (0.006) | 0.32 (0.013) |
| 345R-1305X-PL | ISO-P/H | 0.07 (0.003) | 0.17 (0.007) | 0.21 (0.008) | 0.05 (0.002) | 0.12 (0.005) | 0.15 (0.006) |
| 345R-1305X-PM | ISO-P/H | 0.15 (0.006) | 0.25 (0.010) | 0.40 (0.016) | 0.11 (0.004) | 0.18 (0.007) | 0.28 (0.011) |
| 345R-1305X-PH | ISO-P/H | 0.25 (0.010) | 0.40 (0.016) | 0.55 (0.022) | 0.18 (0.007) | 0.28 (0.011) | 0.39 (0.015) |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240