
สูตรคำนวณและความหมายสำหรับงานกลึงตัดและงานกลึงร่อง
ค้นหาเครื่องมือตัดที่เหมาะสำหรับงานของคุณโดยเฉพาะและ
ดูคำแนะนำการตัดที่แนะนำได้ทันที
เนื้อหาในส่วนนี้ประกอบด้วยสูตรคำนวณและความหมายในงานกลึงตัดและงานกลึงร่อง สำหรับใช้คำนวณความเร็วตัด อัตราป้อนงาน หรือค่าอื่นๆ ที่ส่งผลต่อการตัดเฉือนด้วยเครื่องกลึงอัตโนมัติ เครื่องกลึง หรือเครื่องกลึงกัดหลายแกน
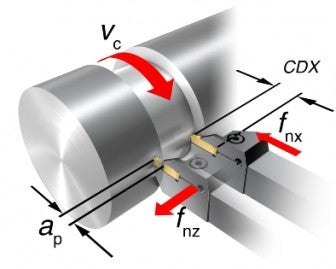
ความเร็วตัด, vc
ชิ้นงานจะมีการหมุนโดยวัดเป็นจำนวนรอบการหมุนต่อนาที การหมุนดังกล่าวสามารถคำนวณเป็นความเร็วตัดจำเพาะ vc (หรือความเร็วผิวงาน) ที่คมตัดได้ โดยมีหน่วยวัดเป็น ม./นาที (ฟุต/นาที) โดยปกติแล้ว ความเร็วตัดจะกำหนดให้เป็นค่าคงที่ ซึ่งทำให้ต้องมีการปรับความเร็วรอบตามการเปลี่ยนแปลงของขนาดเส้นผ่านศูนย์กลางในระหว่างการตัดเฉือน
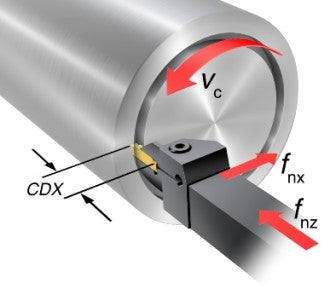
อัตราป้อนงาน, fn
การเคลื่อนที่ของเครื่องมือในทิศทางแกน X และ Z เรียกว่า อัตราป้อนงาน (fn) หรือ fnx/fnz สำหรับการป้อนเครื่องมือเข้าไปยังศูนย์กลางของชิ้นงาน (fnx) จำนวนรอบการหมุนต่อนาที (ความเร็วรอบต่อนาที) จะเพิ่มขึ้นจนกระทั่งถึงค่าขีดจำกัดความเร็วรอบของสปินเดลเครื่องจักร โดยเมื่อเลยจากค่าขีดจำกัดนี้ ความเร็วตัด (vc) จะลดลงจนกระทั่งเหลือ 0 ม./นาที ที่ศูนย์กลางของชิ้นงาน
การควบคุมเศษ
อัตราป้อนงานมีผลอย่างมากต่อรูปทรงของเศษ การหักเศษ และความหนาของเศษ รวมทั้งยังมีผลต่อลักษณะการเกิดเศษในหน้าลายเม็ดมะดอกด้วย สำหรับการกลึงด้านข้างหรือการกลึงขึ้นรูป (fnz) ระยะกินลึก (ap) จะส่งผลต่อรูปทรงของเศษด้วยเช่นกัน
อัตราป้อนงาน (fn) และระยะกินลึก (ap) เป็นปัจจัยที่มีผลมากที่สุดต่อประสิทธิภาพการผลิต
| สัญลักษณ์ | คำอธิบาย/ความหมาย | หน่วย, เมตริก (อิมพีเรียล) |
|---|---|---|
| ap | ระยะกินลึก | มม. (นิ้ว) |
| vc | ความเร็วตัด | ม./นาที (ฟุต/นาที) |
| fn | อัตราป้อนงาน | มม./รอบ (นิ้ว/รอบ) |
| fnx | อัตราป้อนแนวรัศมี | มม./รอบ (นิ้ว/รอบ) |
| fnz | อัตราป้อนแนวแกน | มม./รอบ (นิ้ว/รอบ) |
| n | ความเร็วสปินเดิล | รอบ/นาที |
| OH | ระยะยื่นที่แนะนำ | มม. (นิ้ว) |
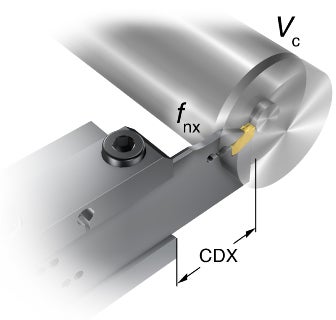
| CDX | ระยะกินลึกสูงสุด | มม. (นิ้ว) |
| H | ความสูงของด้าม | มม. (นิ้ว) |
| WB | ความหนาแผ่นเบลด | มม. (นิ้ว) |
| δ | การโก่งตัว | มม. (นิ้ว) |
วิธีการคำนวณความเร็วตัดสำหรับการกลึงตัด
ความเร็วตัด, vc (ม./นาที)
ความเร็วตัด, vc (ฟุต/นาที) 
ระยะยื่นและการโก่งตัว, OH และ δ
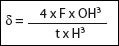
สูตรคำนวณการโก่งตัวของเครื่องมือ
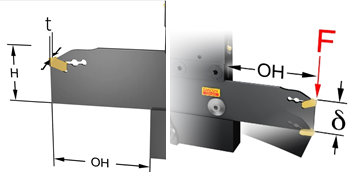
ระยะยนและการโกงตวในระหวางการกลงตด

ระยะยืนและการโก่งตัวในระหว่างการกลึงด้านข้าง
