สูตรคำนวณและความหมายสำหรับงานกัด
ค้นหาเครื่องมือตัดที่เหมาะสำหรับงานของคุณโดยเฉพาะและ
ดูคำแนะนำการตัดที่แนะนำได้ทันที
เนื้อหาในส่วนนี้ประกอบด้วยสูตรคำนวณและความหมายต่างๆ ที่ควรทราบเกี่ยวกับกระบวนการกัด หัวกัด เทคนิคการกัด และหัวข้ออื่นๆ การทราบถึงวิธีการคำนวณความเร็วตัด อัตราป้อนงานต่อฟันตัด หรืออัตราการขจัดเนื้อโลหะที่ถูกต้อง ถือเป็นปัจจัยสำคัญที่จะช่วยให้งานกัดมีประสิทธิภาพที่ดี
f อัตราป้อนงาน, v (มม./นาที) | f อัตราป้อนงาน, v (นิ้ว/นาที) |
 |  |
c ความเร็วตัด, v(ม./นาที) | c ความเร็วตัด, v (ฟุต/นาที) |
 |  |
| ความเร็วสปินเดล, n (รอบ/นาที) | ความเร็วสปินเดล, n (รอบต่อนาที) |
 |  |
z อัตราป้อนงานต่อฟันตัด, f(มม.) | z อัตราป้อนงานต่อฟันตัด, f (นิ้ว) |
 |  |
n อัตราป้อนงานต่อรอบ, f (มม./รอบ) | n อัตราป้อนงานต่อรอบ, f (นิ้ว/รอบ) |
 |  |
3 อัตราการขจัดเนื้อโลหะ, Q (ซม./นาที) | 3 อัตราการขจัดเนื้อโลหะ, Q (นิ้ว/นาที) |
 |  |
c กำลังสุทธิ, P (กิโลวตัต) | c กำลังสุทธิ, P (แรงม้า) |
 |  |
c แรงบด, M(นิวตัน-เมตร) | c แรงบด, M(ปอนด์-ฟุต) |
 |  |
| ae | ระยะกันลึกในแนวรัศมี | มม. | นิ้ว |
| ap | ระยะกันลึกในแนวแกน | มม. | นิ้ว |
| DCap | เส้นผ่านศูนย์กลางการตัดที่ระยะกันลึก ap | มม. | นิ้ว |
| Dm | เส้นผ่านศูนย์กลางการตัดเฉือน (เส้นผ่านศูนย์กลางชิ้นงาน) | มม. | นิ้ว |
| fz | อัตราป้อนงานต่อฟันตัด | มม. | นิ้ว |
| fn | อัตราป้อนงานต่อรอบ | มม./รอบ | นิ้ว |
| n | ความเร็วสปินเดล | รอบ/นาที | รอบ/นาที |
| vc | ความเร็วตัด | ม./นาที | ฟุต/นาที |
| ve | ความเร็วตัดใช้งาน | มม./นาที | นิ้ว/นาที |
| vf | อัตราป้อนงาน | มม./นาที | นิ้ว/นาที |
| zc | จำนวนฟันตัดใช้งาน | ฟัน | ฟัน |
| hex | ความหนาสงสดของเศษ | มม. | นิ้ว |
| hm | ความหนาเฉลยของเศษ | มม. | นิ้ว |
| kc | แรงตัดจำเพาะ | นิวตัน/มม. | นิวตัน/นิ้ว |
| Pc | กำลงสุทธิ | กิโลวตัต | แรงม้า |
| Mc | แรงบด | นิวตัน-เมตร | ปอนด์-ฟุต |
| Q | อัตราการขจัดเนื้อโลหะ | ซม./นาที | นิ้ว/นาที |
| KAPR | มุมเข้างาน | องศา | |
| PSIR | มุมนำ | องศา | |
| BD | เส้นผ่านศูนย์กลางของตัวเครื่องมือ | มม. | นิ้ว |
| DC | เส้นผ่านศูนย์กลางการตัด | มม. | นิ้ว |
| LU | ความยาวใช้งาน | มม. | นิ้ว |
กระบวนการกัด – ความหมาย
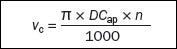
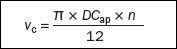
ความเร็วตัด, vc
หมายถึง ความเร็วพื้นผิวที่คมตัดทำการตัดเฉือนชิ้นงาน
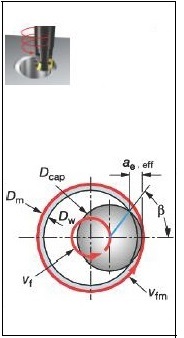
ความเร็วตัดใช้งานหรือความเร็วตัดจริง, ve
หมายถึง ความเร็วพื้นผิวที่เส้นผ่านศูนย์กลางใช้งาน (DCap) ค่านี้จำเป็นสำหรับการระบุค่าการตัดจริงที่ระยะกินลึกจริง (ap) และเป็นค่าที่มีความสำคัญเป็นพิเศษในกรณีที่ใช้หัวกัดแบบเม็ดมีดทรงกลม ดอกเอ็นมิลปลายมน และหัวกัดทุกรูปแบบที่มีรัศมีมุมขนาดใหญ่ รวมถึง หัวกัดที่มีมุมเข้างานน้อยกว่า 90 องศา
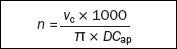
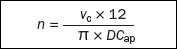
ความเร็วสปินเดิล, n
จำนวนรอบการหมุนต่อนาทีของเครื่องมือกัดบนสปินเดิล ค่านี้เป็นค่าจากทางฝั่งเครื่องจักร ซึ่งคำนวณจากค่าความเร็วตัดที่แนะนำสำหรับการทำงาน
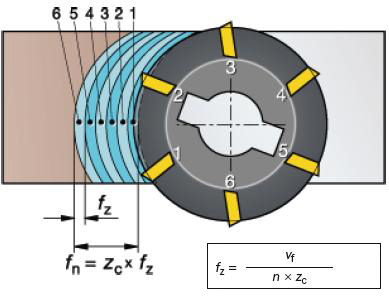
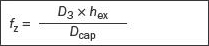
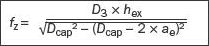
อัตราป้อนงานต่อฟันตัด, fz
ค่าสำหรับคำนวณอัตราป้อนงาน ค่าอัตราป้อนงานต่อฟันตัดคำนวณจากค่าความหนาสูงสุดที่แนะนำของเศษ
อัตราป้อนงานต่อรอบ, fn
ค่าเพิ่มเติม ซึ่งใช้ระบุว่าเครื่องมือมีการเคลื่อนที่มากน้อยเท่าใดในระหว่างการหมุนหนึ่งรอบ ค่านี้ใช้สำหรับการคำนวณอัตราป้อนงานโดยเฉพาะ และมักจะใช้สำหรับการระบุความสามารถในการเก็บผิวละเอียดของหัวกัด
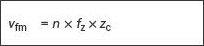
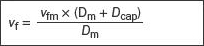
อัตราป้อนงานต่อนาที, vf
บางครั้งเรียกว่า อัตราป้อนงาน อัตราป้อนงานเครื่องจักร หรือความเร็วป้อน ค่านี้เป็นอัตราป้อนของเครื่องมือเมื่อเทียบกับชิ้นงาน โดยมีหน่วยเป็นระยะทางต่อหน่วยเวลา และสัมพันธ์กับอัตราป้อนงานต่อฟันตัดและจำนวนฟันตัดของหัวกัด จำนวนฟันตัดของเครื่องมือ (zn) แต่ละชิ้นอาจแตกต่างกันอย่างมากโดยจะใช้สำหรับการคำนวณอัตราป้อนงาน ในขณะที่จำนวนฟันตัดใช้งาน (zc) หมายถึง จำนวนฟันตัดที่เข้าตัดชิ้นงาน อัตราป้อนงานต่อรอบ (fn) มีหน่วยเป็น มม./รอบ (นิ้ว/รอบ) โดยเป็นค่าที่ใช้สำหรับการคำนวณอัตราป้อนงานโดยเฉพาะ และมักจะใช้สำหรับการระบุความสามารถในการเก็บผิวละเอียดของหัวกัด
ความหนาสูงสุดของเศษ, hex
ค่านี้เป็นผลมาจากการเข้าตัดงานของหัวกัด โดยจะสัมพันธ์กับ (fz), (ae) และ (kr) ความหนาของเศษเป็นปัจจัยสำคัญที่ต้องพิจารณาสำหรับการเลือกอัตราป้อนงานต่อฟันตัด เพื่อให้แน่ใจว่าจะมีการใช้อัตราป้อนงานที่ให้ประสิทธิภาพสูงสุด
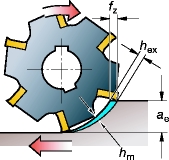
ความหนาเฉลี่ยของเศษ, hm
ค่าที่มีประโยชน์สำหรับใช้ในการคำนวณแรงตัดจำเพาะ ซึ่งใช้สำหรับการคำนวณกำลังสุทธิ
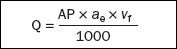
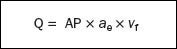
อัตราการขจัดเนื้อโลหะ, Q (ซม.3/นาที)
ปริมาตรของเนื้อโลหะที่ตัดเฉือนออกในหน่วย ลบ.มม. ต่อนาที (นิ้ว3/นาที) ค่านี้สามารถคำนวณได้โดยใช้ค่าระยะกินลึก ความกว้างของการตัด และอัตราป้อนงาน
แรงตัดจำเพาะ, kct
ค่าคงที่ของวัสดุ ซึ่งใช้สำหรับการคำนวณกำลัง ค่านี้มีหน่วยเป็น นิวตัน/มม.²
เวลาที่ใช้ในการตัดเฉือน, Tc (นาที)
ระยะการตัดเฉือน (lm) หารด้วยอัตราป้อนงาน (vf)
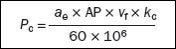
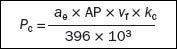
กำลังสุทธิ, Pc และประสิทธิภาพ, ηmt
ค่าที่ได้จากฝั่งเครื่องจักร โดยเป็นค่าที่ช่วยในการคำนวณกำลังสุทธิ เพื่อให้แน่ใจว่าเครื่องจักรสามารถใช้ได้กับหัวกัดและวิธีการทำงานที่ต้องการ
เทคนิคการกัด – ความหมาย
การกัดไล่ระดับแนวตรง
การเคลื่อนที่แนวตรงพร้อมกันในทิศทางการป้อนแนวแกนและแนวรัศมี
การกัดวงกลม
การเดินเครื่องมือเป็นวงกลมคงที่ในระนาบ z (การเดินเครื่องมือแบบวงกลม)
การกัดวงกลมไล่ระดับ
การกัดวงกลมไล่ระดับ (การกัดแบบเฮลิคอล)
การกัดตามแนวระดับน้ำ
การกัดคงที่บนระนาบ z
การกัดแบบจุด
การกัดตื้นในแนวรัศมีด้วยเม็ดมีดทรงกลมหรือดอกกัดปลายมน โดยมีการขยับบริเวณการตัดออกจากจุดศูนย์กลางของเครื่องมือ
ผิวคลื่น
ลักษณะผิวงานที่เป็นรอยหยัก ซึ่งเกิดขึ้นเมื่อทำการกัดแต่งผิวงาน
สูตรคำนวณเฉพาะสำหรับหัวกัด
สูตรคำนวณสำหรับหัวกัดแบบคมตัดตรง
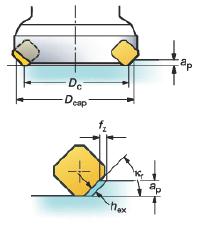

เส้นผ่านศูนย์กลางการตัดสูงสุดที่ความลึกเฉพาะ (มม.)
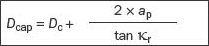
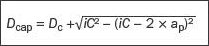
การกัดปาดหน้า (ชิ้นงานที่กึ่งกลาง) คมตัดตรง และการกัดข้าง (ae > Dcap/2) มม.

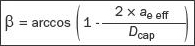
การกัดข้าง (ae < Dcap/2) คมตัดตรง มม.
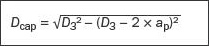
สูตรคำนวณสำหรับหัวกัดแบบเม็ดมีดทรงกลม
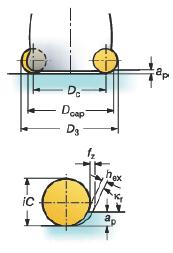
เส้นผ่านศูนย์กลางการตัดสูงสุดที่ความลึกเฉพาะ (มม.)
เม็ดมีดทรงกลมสำหรับการกัดปาดหน้า (ae > Dcap/2) (มม.)
การกัดข้าง (ae < Dcap/2) และเม็ดมีดทรงกลม (ap < iC/2) มม.

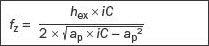
ดอกเอ็นมิลปลายมน
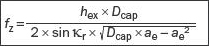
เส้นผ่านศูนย์กลางการตัดสูงสุดที่ความลึกเฉพาะ (มม.)
อัตราป้อนงานต่อฟันตัด (มม./ฟันตัด), หัวกัดที่กึ่งกลาง
อัตราป้อนงานต่อฟันตัด (มม./ฟันตัด), การกัดข้าง
การกัดวงกลมไล่ระดับด้านใน (3 แกน) หรือการกัดวงกลม (2 แกน)
แบบมีการคำนวณ

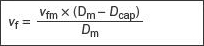
อัตราป้อนงานที่ขอบนอก (มม./นาที)
อัตราป้อนงานที่กึ่งกลางเครื่องมือ (มม./นาที)
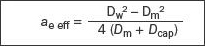
ระยะกินลึกในแนวรัศมี (มม.)
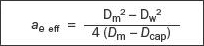
สำหรับชิ้นงานเนื้อตันที่มี Dw = 0 และ ae eff = Dm/2
อัตราป้อนงานต่อฟันตัด (มม.)

สำหรับการขยายรู
อัตราป้อนงานต่อฟันตัด (มม.)
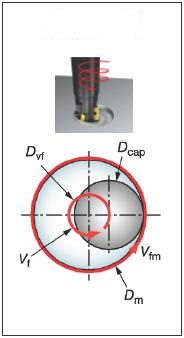
การกัดวงกลมไล่ระดับในชิ้นงานเนื้อตัน
การกัดวงกลมไล่ระดับหรือการกัดวงกลมเพื่อขยายรู
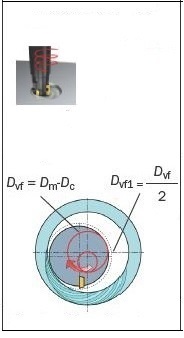
การกัดวงกลมโดยมีการเดินหัวกัดเป็นแนวโค้งเข้าชิ้นงาน, Dvf1
สูตรคำนวณสำหรับการกัดวงกลมไล่ระดับด้านนอก (3 แกน) หรือการกัดวงกลม (2 แกน)
แบบมีการคำนวณ
อัตราป้อนงานที่ขอบนอก (มม./นาที)
อัตราป้อนงานที่กึ่งกลางเครื่องมือ (มม./นาที)

อัตราป้อนงานต่อฟันตัด (มม.)

ความหมายในส่วนของเม็ดมีดกัด
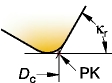
หน้าลายเม็ดมีด
การศึกษารูปทรงคมตัดในระดับจุลภาคทำให้เห็นถึงมุมสำคัญสองมุมของเม็ดมีด :
-
มุมคาย (γ)
-
มุมคมตัด (β)
หน้าลายโดยรวมได้รับการพัฒนาสำหรับการทำงานเบา ปานกลาง หรืองานหนัก
-
หน้าลาย L (งานเบา) มีคมตัดที่มีมุมบวกมากกว่า แต่แข็งแรงน้อยกว่า (γ ใหญ่, β เล็ก)
-
หน้าลาย H (งานหนัก) มีความแข็งแรงมากกว่า แต่คมตัดมีมุมบวกน้อยกว่า (γ เล็ก, β ใหญ่)
หน้าลายโดยรวมส่งผลต่อปัจจัยหลายๆ อย่างของกระบวนการตัด เม็ดมีดที่มีคมตัดแข็งแรงสามารถรับแรงการทำงานได้สูงกว่า แต่ก็จะทำให้เกิดแรงตัดสูงขึ้น ใช้กำลังเครื่องจักรมากขึ้น และเกิดความร้อนมากขึ้นด้วยเช่นกัน หน้าลายที่ออกแบบมาโดยเฉพาะสำหรับวัสดุแต่ละชนิดจะมีการระบุโดยใช้ตัวอักษรแบ่งประเภทตามมาตรฐาน ISO ตัวอย่างเช่น หน้าลายสำหรับเหล็กหล่อ : -KL, -KM และ -KH

| | หน้าลาย | | |
|---|---|---|---|
| ลักษณะที่กำหนด | L | M | H |
| ความแข็งแรงของคมตัด | ต่ำ | ปานกลาง | สูง |
| แรงตัด | |||
| กำลังที่ใช้ | |||
| ความหนาสูงสุดของเศษ | |||
| ความร้อนที่เกิดขึ้น |
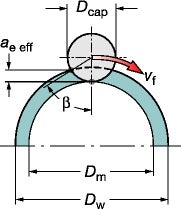
การออกแบบส่วนมุมของเม็ดมีด
ส่วนที่สำคัญที่สุดของคมตัดในการสร้างผิวงาน คือ ขอบคมตัดแบบขนาน bs1 หรือขอบคมตัดไวเปอร์แบบนูน bs2 (ถ้ามี) หรือรัศมีมุม rε
รัศมีมุม, r ขอบคมตัดแบบขนาน (bs1)ขอบคมตัดแบบไวเปอร์ (bs2)
ความหมายในส่วนของหัวกัด
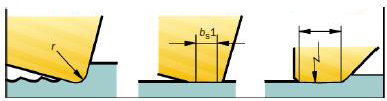
มุมเข้างาน, (kr) (องศา)
มุมคมตัดหลัก (kr) ของหัวกัดเป็นปัจจัยหลักที่ส่งผลต่อทิศทางแรงตัดและความหนาของเศษ
เส้นผ่านศูนย์กลางหัวกัด – Dc (มม.)
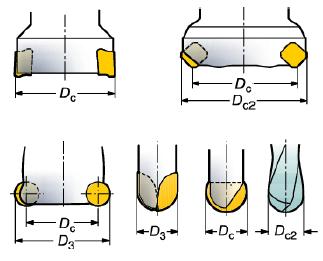
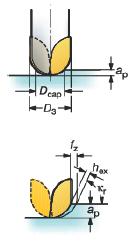
เส้นผ่านศูนย์กลางหัวกัด (Dc) เป็นการวัดเหนือจุด (PK) ซึ่งเป็นจุดที่คมตัดบรรจบกับขอบคมตัดแบบขนาน
เส้นผ่านศูนย์กลางที่สำคัญที่สุดที่ต้องพิจารณา คือ (Dcap) ซึ่งหมายถึง เส้นผ่านศูนย์กลางการตัดใช้งานที่ระยะกินลึกจริง (ap) โดยเส้นผ่านศูนย์กลางนี้ใช้สำหรับการคำนวณหาความเร็วตัดจริง D3 เป็นเส้นผ่านศูนย์กลางส่วนที่มีขนาดใหญ่ที่สุดของเม็ดมีด โดยสำหรับหัวกัดบางรุ่น จะมีค่าเท่ากับ Dc
ระยะกินลึก – ap (มม.)
ระยะกินลึก (ap) หมายถึง ผลต่างในทิศทางแนวแกนระหว่างพื้นผิวที่ยังไม่ได้กัดกับพื้นผิวที่กัดแล้ว ค่า ap สูงสุดมักจะถูกจำกัดโดยขนาดของเม็ดมีดและกำลังของเครื่องจักร
ปัจจัยสำคัญอีกปัจจัยหนึ่งของการกัดหยาบ ได้แก่ แรงบิด และสำหรับการเก็บผิวละเอียด ได้แก่ การสั่นสะท้าน
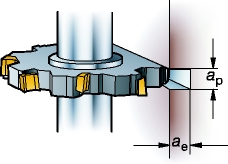
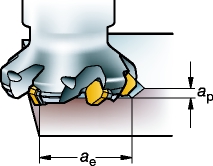
ความกว้างของการตัด, ae (มม.)
ความกว้างในแนวรัศมีของหัวกัด (ae) ที่มีการเข้าตัดชิ้นงาน ค่านี้มีความสำคัญเป็นพิเศษสำหรับการกัดแนวดิ่งแบบขั้นบันได และมีผลต่อการสั่นสะท้านสำหรับการกัดมุม ซึ่งค่า ae สูงสุดถือว่ามีความสำคัญเป็นพิเศษ
หน้าสัมผัสในแนวรัศมี, ae/Dc
หน้าสัมผัสในแนวรัศมี (ae / Dc) หมายถึง อัตราส่วนระหว่างความกว้างของการตัดเมื่อเทียบกับเส้นผ่านศูนย์กลางของหัวกัด
จำนวนคมตัดใช้งานของเครื่องมือ, zc
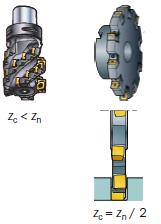
ใช้สำหรับคำนวณหาอัตราป้อนงาน (vf) และประสิทธิภาพการทำงาน โดยส่วนใหญ่แล้ว ค่านี้จะมีผลอย่างมากต่อการคายเศษและความมั่นคงของการทำงาน
จำนวนคมตัดรวมของเครื่องมือ, zn
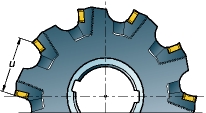
ระยะห่างระหว่างคมตัดใช้งาน, u
หัวกัดแต่ละเส้นผ่านศูนย์กลางขนาดจะมีระยะพิทช์ขนาดต่างๆ ให้เลือก : ห่าง (-L) ชิด (-M) ชิดมาก (- H) ตัวอักษร X ท้ายรหัสสินค้าหมายถึงหัวกัดรุ่นที่มีระยะพิทช์ชิดกว่าการออกแบบพื้นฐานเล็กน้อย
ระยะพิทช์แบบไม่เท่ากัน
หมายถึง ระยะห่างไม่เท่ากันระหว่างฟันตัดของหัวกัด การออกแบบในลักษณะนี้มีประสิทธิภาพสูงเป็นพิเศษในการช่วยลดการสั่นสะท้าน