
CoroMill® 390
Mångsidiga hörnfräsar med rampningsmöjligheter för blandad produktion
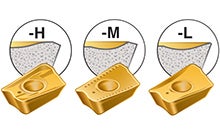
Välj rätt skärgeometri
Lätt (-L)
- Extra positiv
- För lätt bearbetning
- Låga skärkrafter
- Låga matningshastigheter
Medium (-M)
- Förstavalsgeometri
- Medelhöga matningshastigheter
- Medelgrova operationer till lätt grovbearbetning
Tung (-H)
- Förstärkt skäregg
- Tung bearbetning
- Högsta eggsäkerhet
- Höga matningshastigheter

Välj rätt verktygshållare
Verktygsinfästningen påverkar i allra högsta grad fräsresultatet. Ju större skärdjup, desto viktigare är kopplingens storlek och stabilitet eftersom de radiella krafterna är höga när man använder hörnfräsar, framförallt valsfräsar.
Använd Coromant Capto®-kopplingar som ger maximal stabilitet och minsta möjliga avböjning för alla typer av fräsar – det är extra viktigt med långa eller förlängda verktyg.

Skärskruv
På små vändskärsfräsar är skruven den känsligaste och viktigaste delen för en säker och produktiv process. Se alltid till att skärskruven är korrekt monterad.
Eliminera vibrationer med Silent Tools™
Nu finns CoroMill® 390 med vibrationsdämpande Silent Tools-teknik för skärstorlekar 07 och 11. Ladda ner hanteringsanvisningarna här.
Applikationstips

Checklista och tips vid användning
Vad ska du tänka på när du fräser mot skuldra? Här hittar du några användbara tips.

Välja rätt tanddelning
För att välja rätt antal effektiva skäreggar, zc, för just din operation är det mycket viktigt att ta hänsyn till tanddelningen (avståndet mellan skäreggarna).
Fräsposition
Varje gång en fräsegg går in i ett ingrepp utsätts den för en kraftig påfrestning. Vägen till framgångsrik fräsning är att hitta rätt typ av kontakt mellan eggen och materialet vid ingreppets ingångs- och utgångspunkter.
Rekommendationer
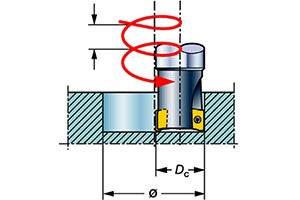
Spiralinterpolering
| Fräsdia. | iC 07 | iC 11 | iC 17 | iC 18 (endast MR-geometri) | ||||||||||||
| Rampningsvinkel (α°) | b | 2,5 | Rampningsvinkel (α°) | b | 5,5 | Rampningsvinkel (α°) | b | 8,5 | Rampningsvinkel (α°) | b | 5,0 | |||||
| max ap | * | max ap | * | max ap | * | max ap | * | |||||||||
| max Dm | plan Dm | min Dm | max Dm | plan Dm | min Dm | max Dm | plan Dm | min Dm | max Dm | plan Dm | min Dm | |||||
| 9,7 | 7,4 | 18,6 | 17,2 | 13,4 | ||||||||||||
| 10 | 7,0 | 19,2 | 17,8 | 14 | ||||||||||||
| 11,7 | 5,0 | 22,6 | 21,2 | 17,4 | ||||||||||||
| 12 | 5,0 | 23,2 | 21,8 | 18 | 6,0 | 22 | 20 | 14 | ||||||||
| 13,7 | 3,9 | 26,6 | 25,2 | 21,4 | ||||||||||||
| 14 | 3,8 | 27,2 | 25,8 | 22 | ||||||||||||
| 15,7 | 3,1 | 30,6 | 29,2 | 25,4 | ||||||||||||
| 16 | 3,0 | 31,2 | 29,8 | 26 | 10,5 | 30 | 28 | 21 | ||||||||
| 18 | 2,5 | 35,2 | 33,8 | 30 | 7,5 | 34 | 32 | 25 | ||||||||
| 20 | 2,1 | 39,2 | 37,8 | 34 | 5,5 | 38 | 36 | 29 | ||||||||
| 22 | 5,0 | 42 | 40 | 33 | ||||||||||||
| 25 | 1,5 | 49,2 | 47,8 | 44 | 5,0 | 48 | 46 | 39 | 15,5 | 48 | 45,4 | 33 | ||||
| 28 | 4,0 | 54 | 52 | 45 | ||||||||||||
| 30 | 3,8 | 58 | 56 | 49 | ||||||||||||
| 32 | 1,0 | 63,2 | 61,8 | 58 | 3,6 | 62 | 60 | 53 | 6,7 | 62 | 59,4 | 47 | ||||
| 36 | 5,0 | 68 | 65,4 | 53 | ||||||||||||
| 40 | 2,0 | 78 | 76 | 69 | 3,9 | 78 | 75,4 | 63 | ||||||||
| 44 | ||||||||||||||||
| 50 | 1,5 | 2,8 | 5,5 | 97,5 | 97 | 80 | ||||||||||
| 54 | 5,0 | 105,5 | 105 | 88 | ||||||||||||
| 63 | 1,2 | 2,1 | 4,0 | 123,5 | 123 | 106 | ||||||||||
| 66 | 3,7 | 129,5 | 129 | 112 | ||||||||||||
| 80 | 0,9 | 1,6 | 3,1 | 157,5 | 157 | 140 | ||||||||||
| 84 | 2,8 | 165,5 | 165 | 148 | ||||||||||||
| 100 | 1,2 | 2,4 | 197,5 | 197 | 160 | |||||||||||
| 125 | 1,0 | 1,9 | ||||||||||||||
| * | Max ap | Det lägsta värdet av rekommenderat Max ap för skärstorleken ELLER max. α ---- | ||||||||||||||
Första val av geometri och sort
-
M-PM, M-KM, M-MM
-
Första val för de flesta applikationer
-
E-MM
-
Optimerad geometri för ISO M
-
E-PL, E-KL, E-ML, E-NL
-
Vassa och positiva geometrier som fungerar som problemlösare vid applikationer som är känsliga vad beträffar skärkrafter eller vibrationer eller där kraven är stora på hög ytkvalitet eller stor fräsnoggrannhet
| P | -PM | GC1130 |
| M | -MM | GC1040 |
| K | -KM | GC1020 |
| N | -NL | H13A |
| S | -PM | S30T |
| H | -PM | GC1010 |
Fräsar för speciella applikationer
-
Överdimensionerade fräsar förbättrar åtkomligheten och ger ett naturligt fritt utrymme i trånga fixturer
-
Fräsar med integrerad Coromant Capto®-koppling och adaptrar skapar optimal styvhet för användning på uppsättningar med förlängda verktyg
-
Silent Tools™ vibrationsdämpning ger ökad spånavverkning och förbättrad ytjämnhet när man använder slanka verktyg
-
Svarvfräsning, grovbearbetning och finbearbetning med ett eller flera särskilda wiperskär i storlek 11 och 18 och radie 0,8 mm och 1,6 mm
-
Fräsar med skär i storlek 07, i dimensioner särskilt framtagna för kilspår med en verktygsdiameter på 0,3 mm (0,012 tum) mindre än spårbredden
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70