
CoroMill® MH20
Fickfräsning med hög matning
Instruktioner
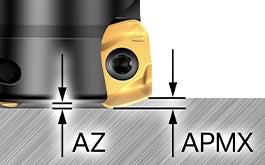
Maximalt skärdjup (APMX)
Maximalt skärdjup är:
IC06: 0,8 mm (0,031 tum)
IC08: 1,3 mm (0,051 tum)
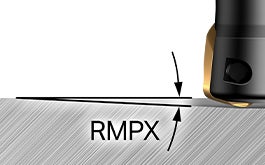
Rampningsvinkel (RMPX)
Rampningsvinklarna är:
IC06: 3,6°–10,1°
IC08: 1,7°–10,7°

Programmeringsradie (REEQ)
Programmeringsradien är:
IC06: 2.0 mm (0,079 tum)
IC08: 2,5 mm (0,098 tum)
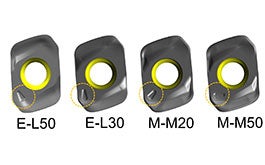
Märkning av geometrier
Skären har en tydlig markering som skiljer de olika geometrierna åt.
Applikationstips
Tre nyckelfaktorer för lyckad rampning
Rampning är ett effektivt sätt att närma sig arbetsstycket vid bearbetning av fickor. Det finns tre viktiga saker att tänka på för att lyckas med rampningsoperationerna. Hitta skärdata i avsnittet Rekommendationer nedan, eller läs mer om rampning på vår webbplats.
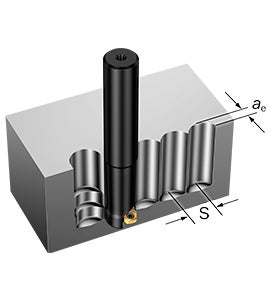
Dykfräsning
Vid dykfräsning bör du använda extra tät tanddelning för att säkerställa flerprofilsingrepp. Ta reda på fler viktiga tips för lyckade dykfräsningsoperationer. Hitta skärdata i avsnittet Rekommendationer nedan, eller läs mer om dykfräsning på vår webbplats.
Rekommendationer
Kodnycklar
Skärkropp
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Fräsning
- Hög matning
- Familj = 2
- Version = 0
- Fräsar i tumutförande
- R = Högerutförande
- DCX
- Kopplingstyper
A/O = Cylindrisk (metrisk/tum)
Q/R = Arbor (metrisk/tum)
EH = EH-adapter
- Kopplingsstorlek
- Skärstorlek
- Tanddelning: L/M/H
Skär
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Fräsning
- Hög matning
- Familj = 2
- Version = 0
- Skärstorlek
- Tjocklek
- Programmeringsradie
- Eggkvalitet
E: Periferislipad
M: Direktpressad
- Geometri
- Sort
Geometrier
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Periferislipad geometri | Periferislipad geometri | Direktpressad geometri | Direktpressad geometri |
| ISO S och M | ISO S och M | ISO P och H | ISO P |
|
|
|
|
Skärdata, rekommenderad matning
| ISO-område | Sort | Skärstorlek | Geometri | fz, startvärde (min–max) | |
| mm/z | tum/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Skärdata, rekommenderade skärhastigheter
| ISO-område | Sort | vc, (min–max) | |
| m/min | fot/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
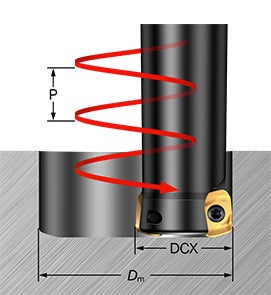
Spiralinterpolering
| Fräsar i metriskt utförande (DCX) | Fräsar i tumutförande (DCX) | IC06-skär | IC08-skär | ||||||
| Max. ap 0,8 mm (0,031 tum) | Max. ap 1,3 mm (0,051 tum) | ||||||||
| Max. rampningsvinkel (RMPX) | Max. Dm | Plan, min. Dm | Min. Dm | Max. rampningsvinkel (RMPX) | Max. Dm | Plan, min. Dm | Min. Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Dykfräsning
Överhäng L ≤ 3×D
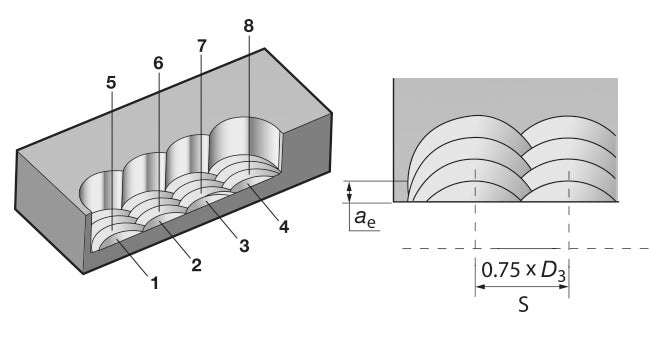
Obs! S måste vara ≤ 20 mm
| IC | Max. ae, mm (tum) | Matning, mm/z (tum/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Överhäng L ≥ 3×D
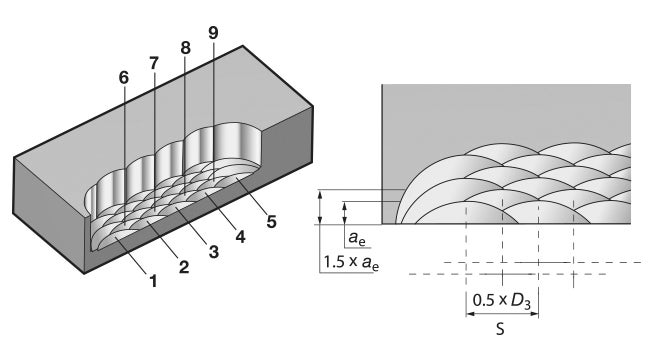
Obs! S måste vara ≤ 20 mm
| IC | Max. ae, mm (tum) | Matning, mm/z (tum/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70