
Turbinblad

Bladbearbetning på en ny nivå
Konkurrenskraftig bearbetning av blad för ång- och gasturbiner är en utmaning eftersom man ställs inför de mest krävande faktorerna inom skärande bearbetning:
- detaljmaterialen har olika bearbetbarhet (vissa är sämre och kräver specialskär),
- avsevärda mängder material måste avverkas och man måste få en bra ytjämnhet (utan att påverka bladet negativt, t.ex. vad gäller restspänning),
- komponentformen är komplicerad (vissa kräver avancerade CAM-program med de bästa metoderna),
- bladen har tendens till vibrationer under bearbetningen (långa, slanka och tunna delar som kräver lättskärande verktyg och dämpningsmöjligheter),
- produktionseffektiviteten är viktig (stora volymer tillverkas),
- man måste använda flera olika verktyg på rätt sätt (vanlig planfräsning till 4- till 5-axlig profilfräsning).
En väl genomtänkt bearbetningsstrategi med kontinuerliga förbättringar är avgörande för produktiviteten och efterföljande processer. Nyskapande verktygsuppsättningar och kvalificerad tillämpning är det enda sättet att klara av de utmaningar som man ställs inför, framför allt när det gäller roterande blad.
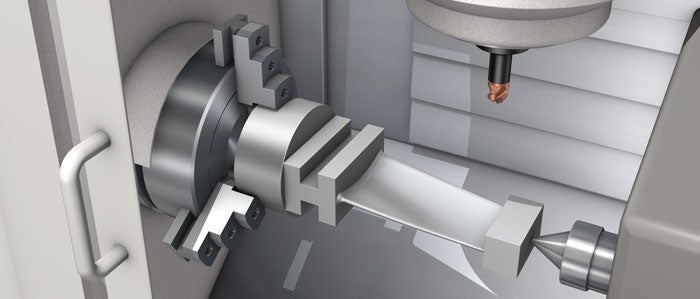
Grovbearbetning av bladets romb och bäryta för att skapa grundbladformen, framför allt av medelstora blad, från ämnen står ofta i centrum eftersom det motsvarar den största delen av bearbetningen. Många av bladen tillverkas i martensitiskt rostfritt stål, men också i duplex, HRSA och titan. Under årens lopp har det funnits många lösningar på den här operationen, men round-fräsar med runda skär och fullradiepinnfräsar har blivit de vanligaste alternativen tack vare förmågan att generera profiler med en säker och stark skäregg samt det fria utrymmet mellan fräs och del.
När en fräs används för grovbearbetningen av romben är det viktigt att en stor del av fräsen är i ingrepp för att operationen ska lyckas, och målet ligger på mellan 60 och 80 %. Detta åstadkommer man genom att använda den lämpligaste fräsdiametern i kombination med den mest fördelaktiga verktygsvägen. Det är även viktigt att man fastställer bästa möjliga balans mellan matning, skärdjup, skärstorlek, geometri och skärsort, skärens tanddelning samt de skärkrafter som genereras för att få optimal funktion, säkerhet och resultat.
Grovbearbetning av bladets rot, framför allt övergången mellan huvud och fot (nav och mantel) är en viktig uppföljande operation eftersom den också motsvarar ansenliga mängder material, men den är inte lämplig för fräsning med runda skär av romben på grund av hörnet och skuldran. Den höga effektivitet som krävs innebär att man behöver en speciallösning.
Medelgrov finbearbetning och finbearbetning av bladet kräver också bästa möjliga verktyg och metodlösningar för att skapa kvalitet med hög effektivitet. Konfigurationen kompletteras med en fräs med runda skär, solida hårdmetallpinnfräsar och en modern, lämplig planfräs som används med avancerade metoder som passar både bladstorleken, formen och maskinen och programmöjligheterna.
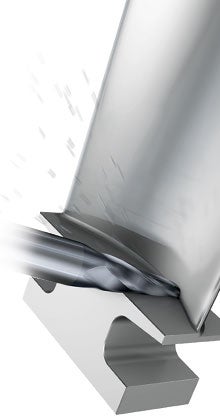
Grovbearbetning av romb
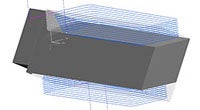
Vid grovbearbetning av romben är det vanligt att man för fräsen rakt mot komponenten. Med den metoden optimeras varken skärlivslängden eller produktiviteten. Vi rekommenderar att du använder en rullande ingång i medfräsningsriktningen och konstant håller fräsen i ingrepp. På så sätt ökas matningshastigheten och längre skärlivslängd blir möjlig.
CoroMill 600 är den idealiska fräsen för grov och medelgrov profilbearbetning. Optimerad fräskroppsdesign, speciella sorter och geometrier samt det patentskyddade iLock™-systemet gör den perfekt för bearbetning av bärytor och romber.
Nytt bladfräsningskoncept
Bäryta

Turbinbladens moderna design maximerar effektiviteten genom komplicerade ytgeometrier. Bearbetning av dessa ytor kräver därför en omsorgsfullt planerad bearbetningsstrategi.
Sandvik Coromant erbjuder kunskap och fräsar av hög kvalitet för grovbearbetning, medelgrov finbearbetning och finbearbetning av bärytan, inklusive CoroMill 600, CoroMill 300, CoroMill 316 och CoroMill Plura.



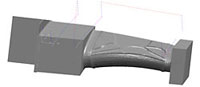
Mantel och nav
Grovbearbetning av övergångsradierna mellan huvud/fot och bäryta har alltid varit en svår och tidskrävande operation, där det ingår ett antal specialverktyg.
Den vändbara koniska fullradiepinnfräsen (speciallösning) kombinerar det bästa från CoroMill-tekniken i en enda specialfräslösning, vilket ger en yta färdig för finbearbetning. Använd CoroMill Plura-fräsar för finbearbetning. Produktivitetsökningen är betydande.
Huvud och fot
När du planfräser huvud och fot, låt verktyget gå in i komponenten med rullande ingång. Placera fräsen förskjuten gentemot centrum för att skapa tunnast möjliga spånor vid utgången. Detta ger mindre vibrationer och möjliggör högre matningshastighet.
CoroMill 490 är en ny modern fräsningslösning med unik design, baserad på en stor axiell spånvinkel i kombination med en positiv vass skäregg. CoroMill 490 ger överlägsen ytjämnhet på huvud och fot.




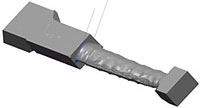
Monteringsspår

Bladets storlek och spårets placering och form bestämmer bearbetningsstrategin. En metod där man använder en fräs med hög matning är ofta effektiv när man öppnar ett spår.
Första val för grovbearbetning av spåret är fräsen CoroMill 316 med hög matning, med rampning i verktygsvägen. CoroMill Plura är en mångsidig lösning för finbearbetning av spår, med en skäreggslängd som täcker spårets alla olika djup.

Nytt bladfräsningskoncept
CoroMill 600 är en modern och nyskapande fräs – ett helt nytt utförande som bygger en unik, toppmodern plattform med verktygselement. Den här fräsen för runda skär har tagits fram för grovbearbetning och medelgrov finbearbetning av turbinblad för kraftgenerering. En innovativ lösning som ger användaren helt nya möjligheter att klara av utmaningarna inom bladbearbetning.
Det här nya konceptet består av fyra nya element:
- skärlägesgränssnittet: den här faktorn har nyligen blivit ännu viktigare på grund av sin breda effekt på de möjligheter som har gjorts tillgängliga. iLock-konceptet introducerades för vändskärsverktyg för att säkerställa en absolut positionering av skäret i verktygshållaren/skärkroppen. Det är enklare att vrida skäret på plats vid indexeringen eller att byta det när operatören har handskar på sig. Den noggrant utvecklade konstruktionen med exakt matchande skenor och spår med bästa möjliga form och storlek har en långtgående effekt på skäreggens stabilitet, exakthet, säkerhet och verktygshantering. Effekten av detta är att skären i CoroMill 600-fräsen inte längre är beroende av stöd från sidorna av skärläget för att spärra, indexera eller fixera skäret. Detta innebär att man nu kan använda skär med helt nya och optimerade geometrier som tidigare var helt otänkbara. Nu finns det plats för nya visioner för skärförloppet, skärgeometrivariationer längs med egglinjen, optimering av matningshastighet m.m.
- skärkroppen i CoroMill 600 har en helt ny konstruktion som är optimerad för böjd fräsning, t.ex. vid 4- och 5-axlig fräsning av turbinblad. Skärkroppens form och släppning innebär optimering av verktygsvägarnas möjligheter, bättre bearbetningssäkerhet och förbättrad spånavgång. Differentierad tanddelning minskar vibrationstendenserna.
- nya skärgeometrier utvecklas för CoroMill 600 för allt från lättskärande till medelhöga bearbetningskapaciteter. Skären direktpressas i de senaste tillverkningsprocesserna. Det lättskärande skäret har lika bra, eller ofta ännu bättre, funktion än tillgängliga slipade skär med liknande geometri. Skäret har en vass, positiv men stark skäregg med optimerad mikrogeometri för olika bladmaterial.
- en ny skärsort har utvecklats för CoroMill 600-verktygen. Ett helt nytt CVD-belagt skär, som är speciellt framtaget och optimerat för fräsning av turbinblad, har möjliggjort prestandaökningar för det breda området av martensitiska rostfria stålblad. Sorten motsvarar en ny kombination av skärsubstrat-, beläggnings- och tillverkningsprocesser. Kompletterande moderna CVD- och PVD-belagda skärsorter för andra förekommande bladmaterial har testats och blivit etablerade lösningar.
- högtryckskylning, luft eller anordningar för minimal smörjning ingår i fräsen CoroMill 600. Varje skärläge är förberett för standardkonceptet med högtryckskylning (HP), med tillvalet att ha en riktad stråle för bättre spånbildning. Syftet är att skapa en hydraulisk kil med skärvätska för de mer krävande materialen eller för tryckluft för att förbättra spånflödet och transporten – en viktig faktor vid fräsning av blad där skärhastigheten är relativt låg.

Grovbearbetning

Unik skärlägesteknik
Bearbetning av bäryta
Omfattar utvalda verktyg för medelfin bearbetning och finbearbetning av bladkonturen. De bygger på bladstorleken, maskinen och metoderna. För att åstadkomma optimala resultat måste verktygsvalet göras i förhållande till mängden material och den formade ytan. Rundskärsfräsen CoroMill 300 är en utmärkt profilfräs för femaxlig bearbetning med bra släppning, lättskärande funktion och ett brett utbud för medelgrov finbearbetning. Den kan utföra finbearbetning med hög matning med en extra tättandad version som endast har minimala vibrationstendenser, om ens några. Skären med IC på 12 och 8 mm, i olika geometrier, kan väljas tillsammans med diameter och tanddelning för optimal funktion.
Medelgrov finbearbetning och finbearbetning av bärytan består av profilfräsningspasseringar med den solida hårdmetallpinnfräsen CoroMill Plura eller med utbytbara huvuden i CoroMill 316. Den medelgrova finbearbetningen påverkar den ytjämnhet som skapas vid den avslutande finbearbetningen. Målet ska vara att generera en mycket regelbunden, enhetlig nivå av återstående material, vid behov genom två medelgrova finbearbetningar. Vibrationstendenser är en annan faktor som påverkar kvaliteten och som kan påverkas av fräsingreppet, matningen, ingången och skärförloppet hos det använda verktyget.
CoroMill Plura-sortimentet är en modern utveckling av solida hårdmetallpinnfräsar i avancerade sorter för alla komponentmaterial. Geometriutvecklingen har anpassats efter kraven som ställs på fräsning i dagens maskiner. Tanddjupet varierar och har anpassats för att passa ingrepp med bästa möjliga kärnstyvhet och utrymme för effektiv spånavgång vid bladbearbetning.
Pinnfräsning har i huvudsak dominerats av två delvis överlappande applikationer vad gäller verktygstyper – vändskärsfräsar och solida hårdmetallfräsar. Dessa områden har huvudsakligen delats upp av verktygsdiameter, operationstyp och den komponentjämnhet som krävs. Vänskärspinnfräsar har ingen övre diametergräns, men av praktiska skäl har de en undre diametergräns – ofta 12 eller 16 mm. Solida hårdmetallpinnfräsar, å andra sidan, kan ha diametrar ner till en tiondels mm men de har normalt en ekonomisk övre diametergräns på cirka 25 mm.
Vad gäller typ av bearbetning och ytjämnhet är vändskärsfräsar flexibla verktyg med hög spånavverkningshastighet som passar bra för de flesta operationer. Solida hårdmetallfräsar har däremot snäva verktygstoleranser och kan ge hög ytjämnhet och exakthet, framför allt vid stora axiella skärdjup tack vare långa radiella skäreggar.
Ett solitt hårdmetallverktyg är ett komplett precisionsverktyg som är integrerat från skaft till skäregg, medan ett vändskärsverktyg består av två verktygselement vilket innebär en bred variation och optimeringsmöjligheter. Mellan de båda områdena vändskärsverktyg och solida hårdmetallverktyg finns det potentiellt utrymme för en alternativ verktygslösning som överlappar båda. En lösning som ger både möjlighet till skäreggsindexering och fördelarna med solida hårdmetallverktyg för små till medelstora pinnfräsdiametrar.
Frässystemet CoroMill 316 med utbytbara huvuden är lika sofistikerat som Pluras solida hårdmetallskäreggar kombinerat med en avancerad koppling mellan huvud och verktygsskaft. Det erbjuder en mycket stor kapacitet tack vare sortimentet med Plurahuvuden där utbudet av skaft öppnar möjligheter för många olika maskiner. CoroMill 316-verktygen är förbalanserade och klarar därför av relativt hög spindelhastighet. De kombinerar fördelarna med kostnadseffektiva verktyg och effektiv verktygshantering. Kombinationen av höga hastigheter och flerprofilshuvuden möjliggör mycket höga matningshastigheter och hög skärhastighet. Konceptet med utbytbara huvuden gör det också enklare att anpassa fräsgeometrin efter olika arbetsmaterial och förhållanden. Huvudenas utformning ger god bearbetningsstabilitet och minimal verktygsutböjning tack vare stigningen och differentialdelningen.
Avancerad koppling

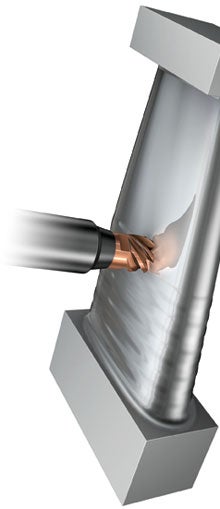
Mantel- och navområdet på bladet
Den här operationen omfattar ytor fram till och på övergångsradierna mellan bladets rot och huvud och ses ofta som en fristående operation med speciella verktyg. Den restfräsning som krävs vid grovbearbetningen är en rätt krävande operation som behöver en fräs som klarar en hög materialavverkningshastighet vid flank- och tandingrepp.
En konisk pinnfräs passar perfekt beroende på bladstorleken, antingen som vändfräs eller solid hårdmetallpinnfräs, och där erbjuder CoroMill Plura ett bra urval. När det gäller optimering av produktiviteten vid den här operationen där det finns gott om material är en speciell vändskärsfräs normalt den bästa lösningen. En fullradiepinnfräs i kombination med en valsfräs gör jobbet i efterföljande operationer – CoroMill 216 och CoroMill 390 är de bästa valen.
Men det här är en operation som verkligen skulle behöva en speciell fräslösning. Det har vi löst genom att utveckla en speciell konisk fullradiepinnfräs som kombinerar det bästa från CoroMill-tekniken i ett verktyg. Verktyget gör det möjligt att grovfräsa manteln och navet när romben har grovbearbetats och innan finbearbetningen påbörjas. I en operation – eller åtminstone med färre passeringar än i många befintliga lösningar – är övergångsområdet format så att det är redo för en medelgrov finbearbetning. Den här fräsen kan anpassas så att den passar många olika bladstorlekar med standardvändskär som har bevisats fungera för varje ingrepp. Den toppmoderna speciella verktygskonstruktionen innebär en ny lösning på en svår och ofta tids- och verktygskrävande operation där produktivitetsförbättringarna är betydande.
Nya utvecklingar för grovbearbetning och finbearbetning med konisk fullradiepinnfräsar
Turbinblad
Bladbearbetning på en ny nivå Konkurrenskraftig bearbetning av blad för ång- och... chevron_right
Turbinhus
Bearbetningsfördelar för höljen Att skapa värde som gynnar mekaniska verkstäder... chevron_right
Turbinhus
Bearbetningsfördelar för höljen Att skapa värde som gynnar mekaniska verkstäder... chevron_right
Pressverktyg
Ingenting fångar essensen av biltillverkning så väl som en präglingsstans. Varje... chevron_right
