
Låsningar för kostnadseffektiv bearbetning av hög kvalitet för API-tätningsringspår inom olja och gas

Tätningsringsspår är en avgörande del av många olje- och gaskomponenter och kräver snäva toleranser och en ytjämnhet av hög kvalitet. Det höga komponentvärdet och komplexiteten gör att bearbetningssäkerheten är avgörande. Dessutom tillkommer problemen som uppstår vid användningen av de svårbearbetade materialen solid Inconel 718 och svetsad Inconel 625.
Verktygslösningar för bearbetning inom olja och gas – API-tätningsringspår
Bearbetningsutmaningar
Många konventionella metoder för att bearbeta tätningsringsspår medför bristfällig bearbetningssäkerhet och saktar ner produktionen. Befintliga konventionella dykfräsningsverktyg och radiella svarvverktyg måste utföra grovbearbetning och finbearbetning i flera operationer, och de innebär höga skärkrafter med begränsad skärlivslängd. För att de här processerna ska vara säkra blir de också långsamma och dyra och saknar flexibilitet vad gäller spårdiameterstorleken.
SpiroGrooving™
SpiroGrooving är en ny och banbrytande innovation – en både enkel och sofistikerad process för tillverkning av spår för tätningsringar. Metoden används tillsammans med CoroBore XL-systemet och använder en spirografisk verktygsväg för att skapa tätningsringsspår med snäva toleranser på ett mycket säkert och produktivt sätt.
Verktygsvägen består av konisk cirkulär rampning där verktygets ingrepp följer en inställd rampningsprofil för varje varv. En NC-kodgenerator beräknar SpiroGrooving-verktygsvägen baserat på några få angivna parametrar, t.ex. spårdiameter, processtigning och vald maximal spåntjocklek. Verktygets förinställning utförs i några få enkla steg.
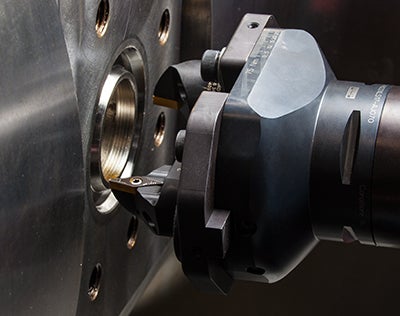
Den här lösningen passar perfekt för att tillverka tätningsringsspår vid bearbetning av stål och rostfritt stål som har svetsats. Den unika lösningen med invändig skärvätsketillförsel i CoroBore XL underlättar bearbetning i avancerade material. Grov- och finbearbetning utförs i samma operation, vilket minskar bearbetningstiden och förbättrar produktiviteten betydligt.
De största fördelarna
SpiroGrooving™ uppfyller de viktiga målen vid bearbetning av tätningsringsspår på det effektivaste och mest tillförlitliga sättet:
- Rejält minskad bearbetningstid tack vare högre skärdata
- Mycket hög bearbetningssäkerhet
- Bred applikationsflexibilitet med minimalt verktygslager
- Snabb och enkel programmering med den unika NC-kodgeneratorn och spindeln.
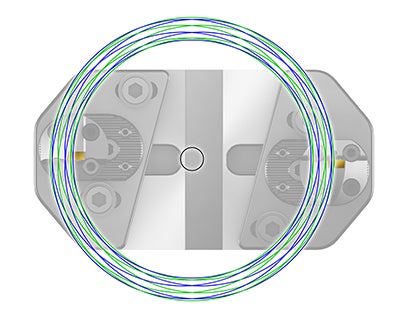
Spirografi
SpiroGrooving använder en cirkulärt konisk spirografisk verktygsrörelse. Detta minskar spåntjockleken, vilket möjliggör lättskärande bearbetning och ökad matning. Delar av skäreggen används för intermittenta ingrepp, vilket eliminerar risken för att långa spånor trasslar in sig i verktyget och spindeln.
Verktygskomponenter
Verktygsuppsättningen bygger på toppmoderna och bevisat effektiva standardkoncept, där modulariteten ger stor flexibilitet vad gäller spårapplikationer. När konventionella metoder kräver en ny uppsättning verktyg för varje spårtyp eller spårstorlek täcker ett SpiroGrooving-verktyg in en rad olika diametrar, vilket ger en flexibel produktion och ett minimalt verktygslager.
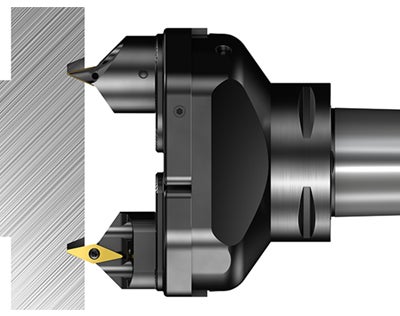
Verktyget för SpiroGrooving är ett okomplicerat men smart dubbeleggat verktyg med två skär i V-utförande, som bygger på det väletablerade CoroBore® XL-uppborrningssystemet. I kombination med det modulära verktygskonceptet Coromant Capto® blir detta en speciallösning för bearbetning av tätningsringsspår


SpiroGrooving med CoroBore™ XL
| Komponentdetaljer | BX-154-spår i ett stålventilhus Diameter: 101 mm (3,99 tum) Spårbredd: 15,4 mm (0,606 tum) Djup: 7,5 mm (0,297 tum) | |||||
| vc | n | Grovbearbetning vf | Finbearbetning vf | ap | Total tid | |
| Konkurrentens lösning för tätningsringsspår | 187 m/min (614 fot/min) | 500 varv/min | 100 mm/min (4 tum/min) | 50 mm/min (2 tum/min) | 1 mm/cykel (0,04 tum) | 2 min |
| vc | n | Grovbearbetning vf | Finbearbetning vf | Stigning | Total tid | |
| SpiroGrooving™ med CoroBore XL | 300 m/min (984 fot/min) | 922 varv/min | 392 mm/min (15 tum/min) | 50 mm/min (2 tum/min) | 2 mm/varv | 50 s |
Med det konventionella radiella och flereggade svarvkonceptet för grovbearbetning och finbearbetning var den totala bearbetningstiden två minuter. Det fanns ingen diameterflexibilitet och inställningen tog lång tid.
Efter byte till SpiroGrooving™ minskades bearbetningstiden till 50 sekunder. Verktyget kan användas och enkelt ställas in igen för flera andra spårapplikationer. Komponenten var klar på mindre än halva tiden med den nya metoden.
58%
KORTARE
BEARBETNINGS-
TID
Tipsfilm – bearbetning av API-tätningsringspår
Rörhängare
En rörhängare är en komponent som används när produktionsbrunnar för olja och gas... chevron_right
CoroMill® 327
En mångsidig fräs som kan användas för många typer av spår, gängor och faser. Bearbetning... chevron_right
CoroMill® 328
En mångsidig fräs som kan användas för många typer av spår, gängor och faser. Bearbetning... chevron_right
Spolkropp
En spolkropp ingår i undervattenssystemet för olje- och gasproduktion. Komponenten... chevron_right

