
Soluções de ferramentas de troca rápida
Quando as pessoas falam sobre produtividade, geralmente, é a eficiência de usinagem que está em foco. Porém, a utilização da máquina ou o tempo de operação da máquina é tão importante quanto.
Com a solução de ferramentas de troca rápida você pode aumentar de verdade a utilização da sua máquina ao reduzir o tempo de medição, set-up e troca de ferramenta.
Fatores de produtividade
Produtividade é a quantidade de peças produzidas por turno ou semana. Compreender onde as maiores melhorias podem ser feitas é fundamental antes de considerar quais soluções implementar. Existem dois fatores importantes que devem ser considerados:
- Eficiência de usinagem – pode ser medida em termos de taxa de remoção de metal (cm3/min (pol3/min)) para qualquer operação
- Utilização da máquina – pode ser medida em percentual de tempo em que a máquina está em operação (a capacidade de manter uma produção contínua por um longo período)
A utilização da máquina está intimamente ligada às opções e configurações da máquina. Isso precisa ser considerado antes de investir em novas máquinas para assegurar que as melhores tecnologias sejam implementadas.
Os fatores que mais desperdiçam tempo em fábricas e que reduzem a utilização da máquina são:
- Set-up do lote
- Medição da peça na máquina
- Ajuste da ferramenta na máquina
- Ajuste do tubo de refrigeração
- Troca de ferramentas desgastadas
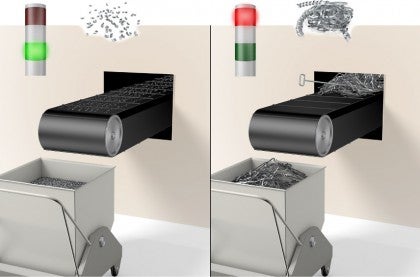
- Remoção de cavacos ao redor das ferramentas ou das esteiras bloqueadas
- Muitas trocas de peças



A maneira como as ferramentas são carregadas e medidas tem um grande impacto na utilização da máquina – a melhor comparação é com uma corrida automobilística e minimização do tempo de pit stop do carro. Por isso é que diminuir as paradas da máquina é muito importante.
A refrigeração interna garante que todos os recursos da máquina sejam aproveitados com as unidades de corte otimizadas para reduzir o ajuste e fornecer refrigeração com impacto máximo para fornecer controle de cavacos.
Benefícios das ferramentas de troca rápida

Os tornos CNC e as máquinas com cabeçote móvel têm a indexação da ferramenta mais rápida, porém, geralmente, têm utilização menor que os centros de usinagem, devido ao tempo de troca de ferramentas e do set-up. A troca rápida manual é utilizada quando não há troca automática da ferramenta (ATC) na máquina, garantindo que a "luz verde" (green light) esteja acesa por mais tempo. Os benefícios do uso da troca rápida são muitos.
Troca de lote reduzida ao longo do tempo usando kits de ferramentas
A mudança de um estilo de ferramenta para outro é drasticamente reduzida.
- Troca do porta-ferramentas para torneamento de 5 a 10 min. para 30 segundos
- As barras de mandrilar demoram pouco mais que as ferramentas convencionais devido ao ajuste da altura de centro e do bombeamento de refrigeração
- As vantagens da troca rápida de ferramentas são ainda maiores combinadas com barras de mandrilar longas. As barras de mandrilamento até 10×D podem ser alteradas com precisão de 2 μm (78,7 μpol) em menos de 1 minuto
- Troca das ferramentas acionadas de 5-20 minutos para 30 segundos. Os porta-ferramentas acionados normais são ER ou para faceamento. ER é limitado à fresa de topo com diâmetro máximo de 25 mm (1”), o que significa dois suportes acionados separados. Com o Coromant Capto®, a mesma unidade abrange todas as aplicações
Maior número de posições da ferramenta
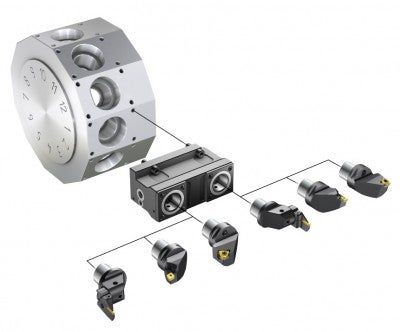
A quantidade maior de posições da ferramenta com porta-ferramentas duplos permite que o bloco seja usado para operações internas e externas.
Centros de torneamento com porta-ferramentas acionados costumam ter espaço limitado. Usar unidades de fixação duplas permite ferramentas gêmeas ou maior variedade de ferramentas, reduzindo assim a necessidade de trocar a ferramenta para uma gama mais ampla de peças. As unidades de fixação duplas podem ser usadas quando a máquina tiver eixo Y, meia torre ou subspindle.
Redução do tempo de indexação da ferramenta desgastada
Porta-ferramentas acionados: toda vez que uma ferramenta inteiriça de metal duro for trocada, a compensação precisa ser recalibrada. Com brocas/fresas intercambiáveis, múltiplas pastilhas precisam ser trocadas. Usar a ferramenta gêmea e trocar a fresa fora da máquina é muito mais rápido.
Porta-ferramentas estáticos: para pastilhas únicas com boa acessibilidade, trocá-las diretamente na máquina pode ser mais rápido. No entanto, a capacidade de remoção da ferramenta garante a manutenção aprimorada dela, a montagem correta e nenhuma parada inesperada devido às necessidades de compras de peças de reposição.


Elimine o ajuste do tubo de refrigeração
Isso varia de aplicação para aplicação, mas quando os operadores estão ajustando a direção do tubo de líquido de refrigeração, normalmente são necessárias duas ou três tentativas para acertar – luz vermelha acesa! Com frequência, o controle de cavacos insatisfatório colide com o tubo, fazendo com que o ajuste seja um trabalho bastante constante.
Início de produção mais rápido
Ao eliminar "o teste de primeira peça" ou "cortes de referência", a taxa de produção aumenta e o refugo é reduzido. Cálculos feitos durante todo o ano mostraram que, se a troca rápida for usada, o número de peças adicionais produzidas e a taxa de refugo reduzem significativamente.
- Teste de primeira peça para volumes de produção mais altos: a primeira peça após a troca da ferramenta, quase sempre, é refugada e o tempo de troca da ferramenta precisa ser considerado como: troca de ferramenta (manter offset anterior), cortar peça completa, medir peça acabada e ajustar offset
- Cortes de medição para produção de baixo/médio volume: fazer cortes de referência com compensação já testados garante que a peça não será refugada, mas pode demorar muito. O tempo de troca da ferramenta precisa ser considerado como; trocar ferramenta, offset de recuo, corte, medição e ajuste do offset
Ergonômico e fácil de usar para o operador
A troca rápida possui muitos benefícios para o operador, por exemplo, a troca de ferramentas fora da máquina redução de acidentes, erros e a busca por peças que caem. Também é fácil de padronizar em todos os tipos de máquinas.
Troca rápida em máquinas com cabeçote móvel
Devido à área compacta em máquinas com cabeçote móvel, o espaço de set-up e de troca da ferramenta é limitado. Com frequência, as ferramentas convencionais precisam ser removidas para indexar a pastilha, o que aumenta o tempo de set-up se comparado a um centro de torneamento convencional
Troca rápida como o sistema de fixação QS™ maximiza o tempo de produção ativa em máquinas com cabeçote móvel se comparado com as hastes convencionais. A ferramenta pode ser removida da máquina para indexação da pastilha e com o retorno com rapidez e precisão você pode voltar à operação sem precisar de ajustes e medições.

Configuração rápida das barras de mandrilar
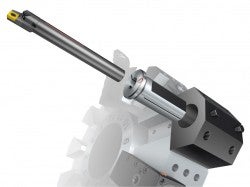
O ajuste das barras de mandrilar na torre é demorado se comparado a uma ferramenta convencional devido ao comprimento/posicionamento da altura de centro, além do bombeamento da refrigeração na parte traseira da ferramenta.
Buchas, como as EasyFix, fornecem uma maneira rápida e simples de obter a altura de centro correta na montagem de barras de mandrilar cilíndricas na máquina. Uma solução de mecanismo tipo mola montada na bucha trava facilmente em um canal na barra para assegurar a altura de centro correta, garantindo peças de alta qualidade e de maneira consistente.
A bucha está disponível em uma versão com vedação metálica para refrigeração de alta pressão, além da versão original com um canal cheio de vedante de silicone para refrigeração de baixa pressão.

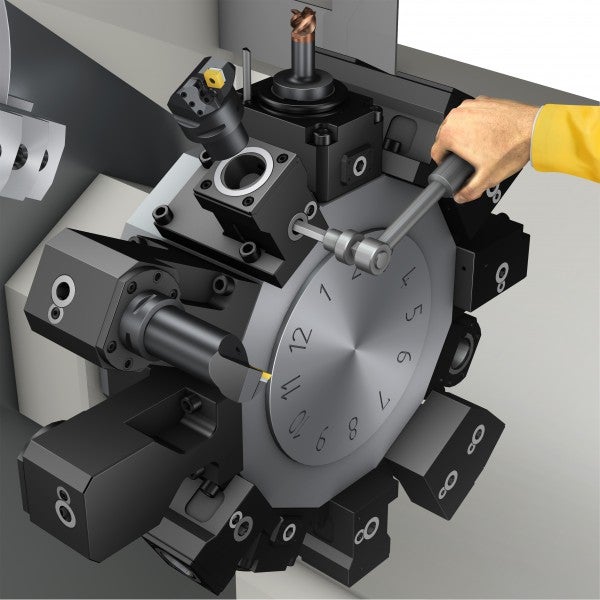
Troca Rápida com Coromant Capto®
O Coromant Capto® é um conceito modular de ferramentas de troca rápida que garante que a utilização da máquina e a eficiência de usinagem sejam maximizadas. Abaixo estão alguns dos principais benefícios do Coromant Capto®.
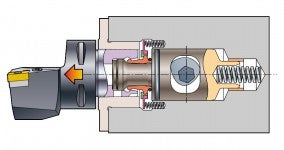
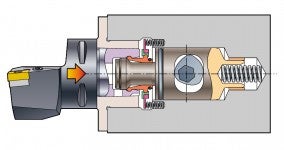
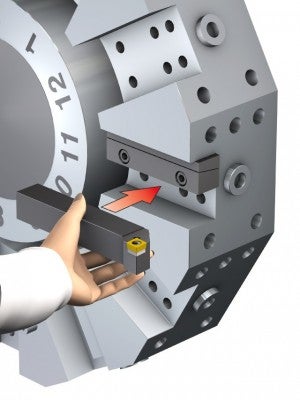
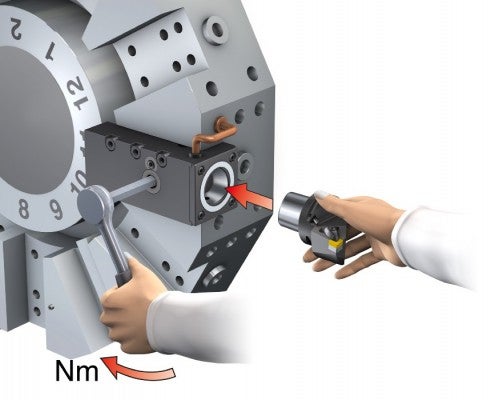
Fixação segmentada
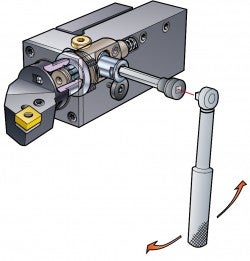
O came ativado pelo tirante é usado para travar o acoplamento, com fixação segmentada, e para extrair a cabeça de corte. É necessária somente uma volta para travar e destravar a unidade de fixação manual. O came tem um ângulo de autotravamento e não abrirá durante a usinagem.
Repetibilidade
A alta precisão do acoplamento e o desenho autocentrante garantem precisão repetitível com menos de ±2 mícrons nos eixos x, y e z para uma e a mesma unidade de corte no mesmo receptor fêmea
Isso permite o pre-setting fora da máquina para produção de lotes grandes ou kits de ferramenta para troca de lotes. Ambos eliminam os cortes de referência, permitindo um início mais rápido e redução das taxas de refugo.


Maior estabilidade
A estabilidade é medida em termos de resistência à deflexão e transmissão de torque. Os principais recursos que proporcionam estabilidade superior são:
- Contato de face e cone: resiste a momentos de flexão e proporciona precisão posicional
- Acoplamento poligonal: a área de contato grande transmite torque sem peças soltas como pinos ou chavetas. A carga de torque é distribuída simetricamente sem picos independentemente da direção de rotação e com o formato poligonal autocentrante para altura de centro precisa do tip seat
- Alta força de fixação: o travamento do segmento gera altas forças de fixação, garantindo um ajuste por pressão e um contato em duas faces, resistindo ao momento de flexão gerado durante o corte


Leia mais sobre transmissão de torque e resistência à deflexão
Gama de unidades de fixação
O C3 ao C10 são usados para Troca Rápida em tornos CNC. O tamanho depende do tamanho da máquina e dos parâmetros de corte.
As interfaces do RAM do torno vertical variam e o bloco da unidade de fixação manual com unidades de fixação Coromant Capto é fornecido diretamente pelo fabricante da máquina-ferramenta com a máquina ou pode ser pedido separadamente como um bloco especial.


VDI-DIN 69880


Haste


CBI (parafuso)


CDI

VDI rabo de andorinha-DIN 69881

VTL – Específico da máquina


Unidades de fixação Coromant Capto® para interfaces parafusadas (CBI)
As unidades de fixação adaptadas à máquina (MACU) estão disponíveis como produtos standard para os desenhos de interface de torre de muitos fabricantes de máquinas-ferramentas.

Troca automática de ferramentas em centros de torneamento
Para centros de torneamento vertical maiores está disponível uma opção de troca automática de ferramentas com um magazine tipo disco que possibilita o armazenamento de barras de mandrilar longas. Mais posições de ferramentas ficam disponíveis, a flexibilidade aumenta e abre a possibilidade de produção sem monitoramento.
Para centros de torneamento equipados com torre ATC-MACU, a troca automática de ferramentas está disponível para porta-ferramentas estáticos e acionados. Devido às frequentes trocas manuais de ferramentas, a utilização da máquina em centros de torneamento geralmente é baixa. A troca automática de ferramentas resolve esse problema, pois permite a produção automatizada, o que, por sua vez, aumentará a produção e estabilizará o processo de fabricação.

A troca automática de ferramentas em centros de torneamento é uma solução revolucionária que possibilita a produção automatizada e maximiza a produtividade.
Interface Coromant Capto® tipo disco (CDI)
A CDI foi desenvolvida como uma interface de torre que pode ser padronizada independentemente do tipo de máquina como substituição ao VDI. A opção da torre CDI está disponível para muitos fabricantes de máquina-ferramenta.

Unidade de fixação não standard – conjuntos da unidade de fixação
Os conjuntos da unidade de fixação são usados para ajustar as unidades de fixação a necessidades específicas. Geralmente, eles são usados para blocos de ferramentas para tornos verticais, unidades duplas ou para fazer o retrofit de troca rápida em torres existentes.


As buchas do conjunto de fixação estão disponíveis em diferentes formatos de acordo com a aplicação.

Geral

Quadrado – unidades duplas

Offset - aplicações de barras de mandrilar
Tipos de unidades de fixação específicas para usinagem
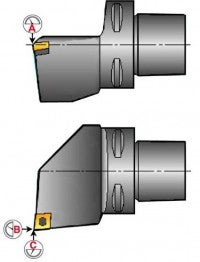
Externo – Torneamento de diâmetro externo

Cx-TRE-xxxxA
externa simples

Cx-TRE-xxxxA-DT
Dupla para subspindle

Cx-TRE-xxxxA-YT
Eixo Y

Cx-TRE-xxxxA-TT
Meia torre

APB-TNE-xxxxA-25
Adaptador da lâmina de corte
Interna – torneamento diâm. int./furação

Cx-TRI-xxxxA
interna simples

Cx-TRI-xxxxA-SS
Subspindle

Cx-TRI-xxxxA-DT
Duplo para subspindle

Cx-TRI-xxxxA-YT
Eixo Y

Cx-TRI-xxxxA-TT
Meia torre
Acionado

Cx-DTE-xxxxA-E/I
externa

Cx-DTI-xxxxA-E/I
interna

Bastidores em Gimo
Ferramentas otimizadas podem compensar no final Vamos começar com as ferramentas,... chevron_right
Centros de torneamento
Centros de torneamento possuem capacidade multifuncional e multi-eixo. Isso significa... chevron_right
Como aplicar o mandrilamento
Para obter um processo de mandrilamento otimizado, há diversos fatores a serem considerados.... chevron_right
Máquinas com cabeçote móvel
As máquinas com cabeçote móvel propiciam desempenho para grande volume de peças pequenas... chevron_right
