
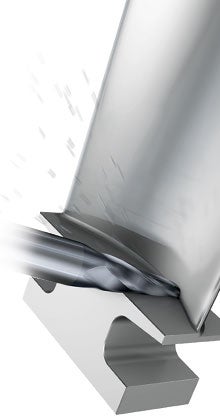
Pá de turbina
Usinagem de pás avança a um novo nível

A fabricação competitiva de pás para turbinas a vapor e gás é um grande desafio, pois sua usinagem contém a maioria dos fatores complexos de usinagem:
- os materiais das peças possuem graus de usinagem variáveis (alguns deles insatisfatórios, precisando de pastilhas dedicadas),
- considerável quantidade de material precisa ser removida e atingir um bom acabamento superficial (sem afetar a pá negativamente, por exemplo em termos de esforço residual),
- formato da peça é complexo (algumas precisam de programas CAM avançados com os melhores métodos),
- as pás tendem a vibrar durante a usinagem (peças longas, pequenas e finas que necessitam de ferramentas de corte leve e mecanismo antivibratório),
- eficiência da produção é importante (grandes volumes são produzidos),
- diversas ferramentas diferentes devem ser utilizadas e aplicadas corretamente (faceamento simples ao perfilamento de 4 a 5 eixos).
Uma estratégia de usinagem bem trabalhada com melhorias contínuas é crucial para a produtividade e processos subsequentes. Ferramentas inovadoras e aplicação qualificada são o único meio de alcançar os desafios que envolvem especialmente as pás giratórias.
O desbaste do aerofólio e do losango (rhombus), da pá, especialmente de pás de médio porte, desde blanks, para atingir o formato básico da pá, geralmente é o centro da atenção, pois representa a maior parte da usinagem. Muitas destas são feitas em aço inoxidável martensítico, mas as pás também são feitas em Duplex, HRSA e Titânio. Esta operação tem visto inúmeras soluções diferentes com a passar dos anos, mas fresas com pastilhas redondas e fresas de topo Ball Nose têm se tornado a principal direção, devido às suas habilidades em gerar perfis com uma aresta de corte segura e robusta, além da folga entre a ferramenta e a peça.
Quando uma fresa é usada para o desbaste do losango (rhombus), boa parte do contato da ferramenta de corte com a peça é um importante fator de sucesso, com 60 a 80% sendo o alvo. Isto deve ser atingido aplicando-se o diâmetro da ferramenta de corte mais compatível combinado com o percurso da ferramenta mais vantajoso. E ainda o melhor equilíbrio entre avanço, profundidade de corte, tamanho, geometria e classe da pastilha, passo das pastilhas bem como as forças de corte geradas devem ser estabelecidas para atingir desempenho, segurança e resultados otimizados.
Desbastar as bases da pá, especialmente a transição entre a cabeça e o pé (cubo e protetor) é uma importante operação, já que também representa consideráveis quantidades de material, mas não é apropriado para fresas com pastilhas redondas que são usadas no losango, devido ao canto e canto a 90 graus envolvidos. Isto exige uma solução especial para atingir alta eficiência. Semiacabamento e acabamento da pá também requerem as melhores soluções de ferramenta e método a fim de se atingir qualidade com alta eficiência. Uma fresa com pastilhas redondas complementar, além de fresas de topo inteiriças de metal duro e fresa de facear moderna e apropriada, aplicadas com métodos avançados, de modo a se adequarem à dimensão e ao formato da pá, bem como as possibilidade da máquina e do programa envolvidos, completam o set-up.
Desbaste de rhombus (losangos)
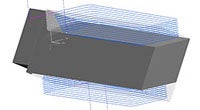
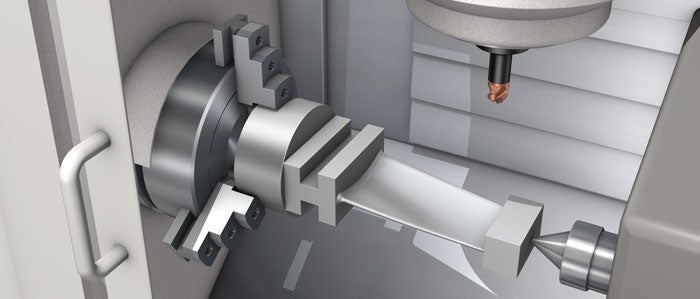
Um método usado com frequência em desbaste de rhombus (losangos) é entrar com a fresa diretamente na peça. Este método não otimizará a vida útil da ferramenta nem a produtividade. O método que recomendamos é entrar por rolagem na direção de fresamento concordante e manter a fresa em contato constantemente. Desta maneira, a faixa de avanço aumenta e é possível prolongar a vida útil da ferramenta.
A CoroMill 600 é sua fresa ideal para operações de desbaste de perfis e de semiacabamento. O desenho otimizado do corpo da fresa, as classes e a geometria dedicadas, bem como o sistema iLock™ patenteado fazem com que seja perfeita para usinagem de rhombus e aerofólios.
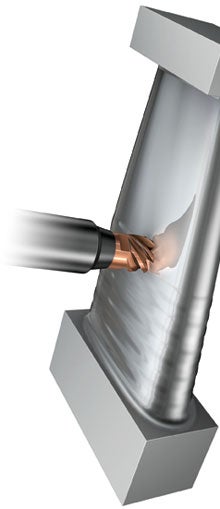
Novo conceito de fresamento de pás
Aerofólio

O desenho moderno das lâminas das turbinas maximiza a eficiência através de superfícies com geometrias complicadas. Portanto, a usinagem destas superfícies precisa de uma estratégia de usinagem cuidadosa.
A Sandvik Coromant fornece o know-how e fresas de alta qualidade para desbaste, semiacabamento e acabamento de aerofólios, incluindo CoroMill 600, CoroMill 300, CoroMill 316 e CoroMill Plura.
Usinagem de aerofólio



Protetor e cubo
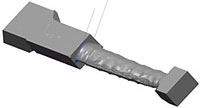
O desbaste dos raios de transição entre a cabeça/pé e o aerofólio da lâmina sempre foi uma operação difícil e demorada envolvendo várias ferramentas dedicadas.
A fresa Ball Nose cônica intercambiável (solução especial) combina o melhor da tecnologia CoroMill em uma solução de fresa dedicada, proporcionando uma superfície no formato final para operações de acabamento. Use as fresas CoroMill Plura para acabamento. A produtividade melhora consideravelmente.
A área do cubo e do protetor da pá
Cabeça e pé
No fresamento da cabeça e do pé, insira a peça usando o método de entrada por rolagem. Posicione a fresa fora do centro para produzir um cavaco mais fino possível na saída. Isto resultará em menos vibração e permitirá altas faixas de avanço.
A CoroMill 490 é uma nova solução de fresamento de última geração com um desenho exclusivo baseado em um ângulo de saída axial maior com uma aresta de corte viva positiva. A CoroMill 490 oferece acabamento superficial superior da cabeça e do pé.




Canal de montagem

O tamanho da lâmina, a posição e a forma do canal determinam a estratégia de usinagem. Um método que usa uma fresa de alto avanço geralmente é eficiente quando abrir um canal.
A primeira escolha para o desbaste do canal é a fresa CoroMill 316 de alto avanço com percurso da ferramenta em rampa. A CoroMill Plura fornece uma solução versátil para acabamento de canais com um comprimento de aresta de corte que abrange diversas profundidades do canal.

Novo conceito de fresamento de pás
A CoroMill 600 é uma fresa inovadora e moderna – um desenho totalmente novo baseado em conceitos de ponta exclusivos. Desenvolvida para desbaste e semiacabamento de pás de turbinas para o setor de energia, ela é uma fresa com pastilhas redondas, o que permite uma abordagem completamente nova para atender os desafios da usinagem de pás.
Existem quatro novos elementos nesse novo conceito:
- interface do assento da pastilha; este fator assumiu recentemente uma nova e maior importância devido aos seus efeitos mais amplos de possibilidades. O conceito iLock foi introduzido às ferramentas de corte com pastilhas intercambiáveis para garantir o posicionamento absoluto da pastilha no corpo da fresa e no porta-ferramenta. A pastilha é mais fácil de girar até a posição de indexação ou de substituir pelos operadores com luvas colocadas. O desenho cuidadosamente desenvolvido para ajustar os trilhos e os canais de modo que se obtivesse o melhor formato e tamanho teve um efeito de alcance maior em relação à estabilidade, precisão, segurança e manuseio da ferramenta de corte. As implicações disto são que os assentos das pastilhas CoroMill 600 não são mais dependentes dos apoios laterais e da indexação/fixação da pastilha, deixando o campo livre para proporcionar pastilhas com geometrias otimizadas completamente novas, que antes eram inconcebíveis. Novas visões são possíveis no que se refere à ação de corte, variações de geometria de corte juntamente com a aresta, otimizações da faixa de avançoavanço etc.
- O corpo da fresa CoroMill 600 tem um design completamente novo, otimizado para fresamento em curvatura, tais como os envolvidos no fresamento de pás de turbinas de 4 ou 5 eixos. O formato e a folga do corpo da fresa significam uma otimização das possibilidades do percurso da ferramenta, maior segurança de usinagem e melhor remoção de cavacos. Um passo de pastilha diferenciado minimiza as tendências de vibrações.
- Novas geometrias de pastilhas estão em evolução para a CoroMill 600 indo desde corte leve até capacidades de usinagem médio-pesada. As pastilhas são diretamente prensadas por meio dos processos mais recentes de fabricação de pastilhas. A pastilha de corte leve tem um desempenho tão bom ou frequentemente melhor que as partilhas de metal duro disponíveis com uma geometria similar. Esta pastilha possui uma aresta de corte viva, positiva, mas forte com micro-geometria otimizada para vários materiais de pás.
- uma nova classe de desenvolvimento de pastilha foi completada para as ferramentas CoroMill 600. Uma classe com cobertura CVD completamente nova, especialmente desenvolvida e otimizada para o fresamento de pás de turbinas tem permitido a melhoria do desempenho para uma ampla gama de pás de aço inoxidável martensítico. A classe representa uma nova combinação de substrato de pastilha, cobertura e processos de fabricação. De forma complementar, classes de pastilhas com cobertura CVD e PVD modernas para os materiais de pás existentes já foram comprovadas e são soluções consolidadas.
- refrigeração de alta pressão, lubrificação mínima ou ar fazem parte da fresa CoroMill 600. O conceito HP standard foi preparado para cada jogo de pastilha, com o jato opcional direcionado para uma formação de cavaco melhorada. Isso é para criar uma cunha hidráulica de refrigerante para materiais mais exigentes ou para que o ar comprimido melhore o fluxo e a remoção de cavacos – um fator chave no fresamento de pás, quando as velocidades de corte são relativamente baixas.
Voltar

Usinagem de Desbaste

Tecnologia exclusiva do assento da pastilha
Usinagem de aerofólio
Envolve a seleção de ferramentas para o semiacabamento e acabamento do contorno das pás. Isso é baseado no tamanho da pá, nos maquinários e métodos. Para atingir resultados otimizados, a escolha de ferramenta precisa estar em relação com a quantidade de material e a superfície esculpida. A fresa com pastilha redonda CoroMill 300 é uma excelente fresa para perfilamento na usinagem de cinco eixos, com boa folga, ação de corte leve e uma ampla gama para semiacabamento. Ela é capaz de realizar semiacabamento com alto avanço e uma versão de passo extrafino com apenas mínima tendência à vibrações, se ocorrerem. As pastilhas IC de 12 e 8 mm, em diferentes geometrias, podem ser selecionadas de acordo com o diâmetro e passo para um desempenho otimizado.
O semiacabamento e o acabamento do aerofólio são realizados com passes de perfilamento com as fresas de topo inteiriças de metal duro CoroMill Plura ou cabeças intercambiáveis CoroMill 316. A operação de semiacabamento irá influenciar o acabamento superficial atingido na operação final de acabamento. O objetivo deve ser a geração de nível muito regular e uniforme de material residual, se necessário por meio de duas operações de semiacabamento. As tendências às vibrações são outro fator que afeta o resultado da qualidade, o qual pode ser afetado pelo ângulo de contato, avanço, abordagem e ação de corte da ferramenta utilizada.
O programa CoroMill Plura abrange modernas fresas de topo inteiriças de metal duro em classes avançadas para todos os materiais de peças. O desenvolvimento da geometria considerou as demandas de fresamento nas atuais máquinas. A profundidade do canal da fresa varia e foi adaptada para atender cortes fornecendo a melhor rigidez do núcleo e espaço para uma remoção eficiente dos cavacos na usinagem de pás.
As operações de fresamento de topo têm sido amplamente dominadas por duas áreas de aplicação que se sobrepõem no que se refere aos tipos de ferramentas – fresas com pastilhas intercambiáveis e fresas inteiriças de metal duro. Estas áreas foram segregadas principalmente pelo diâmetro da ferramenta, tipo de operação e acabamento exigido da peça. As fresas de topo com pastilhas intercambiáveis não possuem limite superior, mas, por razões práticas, possuem um limite de diâmetro inferior – geralmente de 12 ou 16 mm. As fresas de topo inteiriças de metal duro, por outro lado, podem ter diâmetro a partir de décimos de um milímetro, mas normalmente têm um limite de diâmetro superior econômico de aproximadamente 25 mm.
Com relação ao tipo de operações e acabamento, as fresas com pastilhas intercambiáveis são ferramentas flexíveis, para altas taxas de remoção de metal, apropriadas para a maioria das operações, enquanto as fresas inteiriças de metal duro têm tolerâncias estreitas e podem promover alto nível de acabamento e precisão, especialmente em profundidades de corte axial grande, devido às arestas de corte radial longas.
Enquanto uma ferramenta inteiriça de metal duro é uma ferramenta de precisão única e completa, integrada desde a haste até a aresta de corte, uma ferramenta com pastilha intercambiável é feita de dois elementos o que significa amplas possibilidades de variação e otimização. Entre as duas áreas fornecidas pelas ferramentas com pastilhas intercambiáveis e inteiriças de metal duro, existe uma área potencial para uma solução de ferramenta alternativa que se sobrepõe a ambas. Uma que fornece tanto uma intercambiabilidade de arestas de corte quanto os benefícios das ferramentas inteiriças de metal duro para diâmetros pequenos a médios de fresas de topo.
O sistema de fresamento CoroMill 316 com cabeça intercambiável possui a sofisticação das arestas de corte da fresa inteiriça de metal duro CoroMill Plura combinada com um acoplamento avançado entre o cabeça e a haste da ferramenta. Ela oferece uma capacidade muito ampla com uma série de cabeças Plura, onde a gama de hastes fornecem uma grande adequação às máquinas-ferramentas. As ferramentas CoroMill 316 são balanceadas pelo desenho e, por isso, são capazes de trabalharem com velocidades de fuso relativamente altas. Elas combinam as vantagens de eficiência de custo com a eficiência de manuseio. A combinação de altas velocidades e opções de cabeças com múltiplos cortes proporciona a capacidade para altos avanços, bem como altas velocidades de corte. O conceito de cabeça intercambiável também torna mais fácil adaptar a geometria da fresa a diversos materiais e condições de corte. O desenho das cabeças propicia uma boa estabilidade de usinagem e tendências de deflexão da ferramenta minimizadas por meio de passos helicoidais e diferenciais.
Voltar
Acoplamento avançado

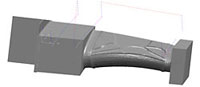
A área do cubo e do protetor da pá
Envolvendo superfícies que vão da cabeça até a base da pá e os raios transacionais, é geralmente vista como uma operação isolada, envolvendo ferramentas dedicadas. O fresamento de retoque necessário no desbaste é uma operação um tanto quanto exigente, a qual exigirá uma ferramenta de corte capaz de realizar alta remoção de material, durante o contato com a ponta e o flanco.
Uma fresa de topo cônica é ideal e dependendo do tamanho da pá, tanto uma fresa intercambiável quanto uma fresa de topo inteiriça de metal duro, entre elas a CoroMill Plura, são uma boa opção. No que se refere a otimizar a produtividade nesta operação quando existe muito material, uma fresa com pastilhas intercambiáveis é geralmente a melhor solução. Uma fresa Ball Nose em combinação com uma fresa Long Edge irá desempenhar um melhor trabalho nas operações subsequentes – CoroMill 216 e CoroMill 390 são opções otimizadas.
Entretanto, esta é uma operação que exige uma solução de corte dedicada. Isso foi atendido por meio do desenho de uma fresa de topo Ball Nose cônica especial que combina o melhor da tecnologia CoroMill em uma. Esta ferramenta proporciona os meios para o fresamento de desbaste dos filetes do cubo e do protetor depois do losango ter sido desbastado e antes do início das operações de acabamento. Em uma operação – ou com muito menos passes do que em muitas soluções existentes – a área transacional é fica pronta para a operação de semiacabamento. Esta fresa pode ser adaptada para diversos tamanhos de pás usando pastilhas intercambiáveis standard comprovadas para cada corte. O desenho dessa ferramenta de ponta oferece uma nova solução para uma operação exigente, que geralmente consome muito tempo e demanda muito da ferramenta, e as melhorias de produtividade são consideráveis.
Voltar
New developments for roughing and finishing with conical ballnose end mills
Pá de turbina
Usinagem de pás avança a um novo nível A fabricação competitiva de pás para turbinas... chevron_right
Carcaça de turbina
Benefícios da usinagem para carcaças de energia Criar valor que traga benefícios... chevron_right
Carcaça de turbina
Benefícios da usinagem para carcaças de energia Criar valor que traga benefícios... chevron_right
As fresas de topo de cerâmica ajudam a otimizar a usinagem de peças aeroespaciais
Com peças feitas de ligas à base de níquel se tornando cada vez mais predominantes... chevron_right
