
Wytaczanie
Przegląd produktów
W ofercie Sandvik Coromant znajdują się narzędzia z tłumieniem drgań do zgrubnej i wykończeniowej obróbki wytaczarskiej. Adaptery ze złączami Coromant Capto zapewniają najlepsze mocowanie i wyjątkową elastyczność tworzenia modułowych zespołów narzędzi odpowiednio do potrzeb. Uchwyty podstawowe Coromant Capto są przystosowane do wszystkich popularnych złączy wrzeciona obrabiarek.
Narzędzia Silent Tools do wykończeniowej i zgrubnej obróbki wytaczarskiej sprzyjają poprawie produktywności i tolerancji otworów dla długości 3–10 x BD. Dzięki narzędziom Silent Tools, możliwe jest podwojenie głębokości skrawania. Chłodziwo podawane przez narzędzie, za pomocą specjalnych dysz dociera precyzyjnie do strefy skrawania.
Z narzędziami wytaczarskimi z tłumieniem drgań można stosować adaptery przedłużające i redukcje. W takiej konfiguracji nie będą one jednak pracować z maksymalną efektywnością, ale zapewnią lepsze wyniki obróbki niż narzędzia bez modułu tłumiącego.
Średnica adaptera wytaczarskiego, DC
cale
mm
| Produkty specjalne |
CoroBore 825 ® Zintegrowane narzędzie wytaczarskie z tłumieniem drgań, jednoostrzowe, ze złączem Coromant Capto |
DuoBore ™ Zintegrowane narzędzie wytaczarskie z tłumieniem drgań, z 2 płytkami i złączem Coromant Capto |
| Wytaczanie zgrubne | Wytaczanie wykończeniowe | |
Zakres wytaczania Ø 25-150 mm (0.984-5.906 cala) | Zakres wytaczania Ø 23-167 mm (0.906-6.575 cala) | Zakres wytaczania Ø 150-315 mm (5.906-12.402 cala ) |
DuoBore
™ z tłumieniem drgań |
CoroBore
® 825 z tłumieniem drgań | |
 |  |  |
| Złącze Coromant Capto® po stronie obrabiarki Chłodziwo podawane przez narzędzie |
 |
| 6 x DC (23.6–27.6 cala) |
| IT9 |
| Podawana wewnętrznie |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Podawana wewnętrznie |
| 0.002 mm (0.000079 cala) |
| 92° (-2°) CoroTurn 107°, 92° (-2°) CoroTurn 111° |
Regulacja promieniowa wykończeniowej głowicy wytaczarskiej:
|  |
®Sposób użycia narzędzia CoroBore 825
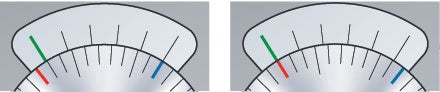
| Przykład ustawienia: W tym przykładzie, niebieska kreska wyrównana do kreski na tarczy noniusza w położeniu początkowym oznacza ustawienie referencyjne. | 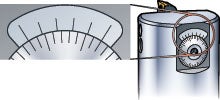 |
| Położenie początkowe | Położenie po regulacji |
 | |
Tarcza obraca się zgodnie z kierunkiem ruchu wskazówek zegara do momentu, gdy czerwona kreska nie zostanie wyrównana do drugiej kreski (zielonej) na tarczy noniusza. Średnica została zwiększona o 0.002 mm (0.00008“) | |
 | |
Tarcza obraca się zgodnie z kierunkiem ruchu wskazówek zegara do momentu, gdy czerwona kreska nie zostanie wyrównana do trzeciej kreski (zielonej) na tarczy noniusza. Średnica została zwiększona o 0.004 mm (0.00016“) | |
 | |
Tarcza obraca się zgodnie z kierunkiem ruchu wskazówek zegara do momentu, gdy czerwona kreska nie zostanie wyrównana do czwartej kreski (zielonej) na tarczy noniusza. Średnica została zwiększona o 0.006 mm (0.00024“) | |
 | |
Tarcza obraca się zgodnie z kierunkiem ruchu wskazówek zegara do momentu, gdy czerwona kreska nie zostanie wyrównana do piątej kreski (zielonej) na tarczy noniusza. Średnica została zwiększona o 0.008 mm (0.00032“) | |
 | |
Tarcza obraca się zgodnie z kierunkiem ruchu wskazówek zegara do momentu, gdy czerwona kreska nie zostanie wyrównana do szóstej kreski (zielonej) na tarczy noniusza. Średnica została zwiększona o 0.010 mm (0.0004“) = 1 podziałkę skali. |
Uwagi ogólne
Narzędzia wytaczarskie Silent Tools można stosować do obróbki otworów, których głębokość wynosi maksymalnie 6-krotność średnicy. Do obróbki głębszych otworów warto zamówić narzędzie niestandardowe.
Przy wytaczaniu na wysięgach powyżej 4 x BD zalecamy zawsze stosować narzędzia Silent Tools.
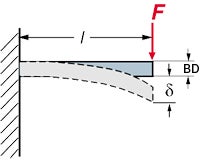
Wysięg i średnica narzędzia
|  |
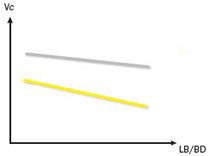 |   | -PR - WM | 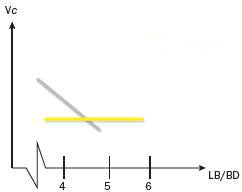 | | Adapter konwencjonalny Adapter z tłumieniem drgań |
| Prędkość skrawania i wysięg dla różnych geometrii | Prędkość skrawania i wysięg dla adapterów konwencjonalnych i z tłumieniem drgań |
Kształt płytki i kąt przystawienia
Przy obróbce zgrubnej stosować kąt przystawienia 90° (0° wg ANSI), a przy obróbce wykończeniowej 92°(-2° wg ANSI). Im mniejsze siły promieniowe, tym mniejsze ugięcie promieniowe i drgania. Płytki trójkątne (T) stanowią pierwszy wybór do operacji wytaczania. Płytki pierwszego wyboru CoroTurn® 107 spełniają powyższe wymagania.
Promień naroża
Promień naroża płytki, RE, ma decydujące znaczenie w obróbce tokarskiej. Dobór promienia naroża zależy od:
- Głębokości skrawania, ap
- Posuwu, fn
i wpływa na:
- Jakość wykończenia powierzchni (chropowatość)
- Łamanie wiórów
- Wytrzymałość płytki
Mały promień naroża
- Doskonały przy małej głębokości skrawania
- Sprzyja zmniejszeniu drgań
- Słabsza płytka
Duży promień naroża
- Duże posuwy
- Duże głębokości skrawania
- Mocniejsza krawędź
- Większe siły promieniowe
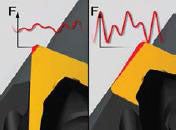
Promień naroża i głębokość skrawania
Wraz ze wzrostem głębokości skrawania, kierunek sił zmienia się z promieniowego, wypychającego krawędź skrawającą z materiału, na osiowy. Promień naroża wpływa na sposób formowania wiórów. Zasadniczo, im mniejszy promień naroża, tym lepszy przebieg łamania wiórów. Z doświadczenia wiadomo, że głębokość skrawania powinna być większa lub równa 2/3 promienia naroża lub połowie promienia naroża w kierunku posuwu.
Posuw na obrót w zależności od promienia naroża
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| Kierunek siły: głównie osiowy | Kierunek siły: osiowy i promieniowy |
Wytaczanie zgrubne

Produktywne wytaczanie
| Dwie krawędzie skrawające do zgrubnej obróbki otworów w klasie tolerancji IT9 lub większej – priorytetem jest wydajność skrawania. Wartość posuwu na obrót wynika z pomnożenia posuwu na ostrze przez liczbę płytek (fn=fz x ZEFF). |  Produktywne wytaczanie : |
Wytaczanie stopniowe
| Jeśli pod jeden z suwaków włożymy podkładkę, jedna z płytek skrawających pracuje tylko do połowy zadanej głębokości promieniowej - uzyskujemy narzędzie do wytaczania stopniowego. Ta metoda obróbki pozwala wykonywać przejścia o większej głębokości skrawania, niż jest to możliwe za pomocą jednej płytki. Należy pamiętać o zmniejszeniu posuwu do wartości typowej dla narzędzi z jedną krawędzią skrawającą. Jeśli dwie płytki pracują z jednakową promieniową głębokością skrawania, największe siły działają na płytkę zewnętrzną, ze względu na większą prędkość i większą liczbę odprowadzanych wiórów. Poprawnie konfigurując układ, unikamy drgań i uzyskujemy dobrą chropowatość powierzchni. Jeśli narzędzie nie przechodzi na wylot przez obrabiany przedmiot, na dnie wytaczanego otworu pozostanie schodek. Posuw i chropowatość powierzchni są takie same, jak przy zastosowaniu jednej płytki (fn=fz). Uzyskujemy otwory w klasie tolerancji IT9 lub większej. | 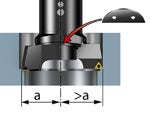 Wytaczanie stopniowe |
Wytaczanie jednoostrzowe
Wytaczanie jednoostrzowe to najlepsze rozwiązanie jeśli:
Uzyskujemy otwory o klasie tolerancji IT9 lub większej. | 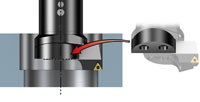 Wytaczanie jednoostrzowe |
Wytaczanie wykończeniowe

Czynniki wpływające na powstawanie drgań
Aby zmniejszyć drgania, zalecamy użycie płytek generujących niskie siły skrawania, o dodatniej geometrii i małym promieniu naroża. Do operacji wytaczania pierwszym wyborem są płytki trójkątne (kształt T).
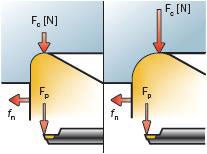
| Duże ryzyko drgań | – Duże posuwy – Duża głębokość skrawania – Bezpieczna krawędź |
 |  |
| Małe ryzyko drgań | – Doskonałe do skrawania z małą głębokością – Mniejsze drgania |
Inne, wymienione poniżej czynniki wpływające na powstawanie drgań, zostały szczegółowo opisane w poradniku obróbki - dowiedz się więcej.
- Kąt naroża płytki
- Geometrie dodatnie
- Płytki dogładzające wiper
- Zaokrąglenie krawędzi
- Parametry skrawania i prędkość skrawania.
Wskazówki i porady
- Wybieraj narzędzie o jak największej średnicy i możliwie najkrótszy uchwyt podstawowy
- Kąt przystawienia powinien być bliski 90 stopni, aby zwiększyć udział osiowych sił skrawania i ograniczyć powstawanie sił promieniowych/ stycznych
- Płytki z małym promieniem naroża świetnie nadają się do obróbki z małą głębokością skrawania, zmniejszając ryzyko wystąpienia drgań. Płytki z dużym promieniem naroża mają mocną, bezpieczną krawędź, mogą pracować z dużymi posuwami i głębokościami. Im większy promień naroża, tym większe ryzyko drgań. Płytki trójkątne o dodatniej geometrii stanowią pierwszy wybór do wytaczania z tłumieniem drgań
- W stabilnych warunkach, stosuj płytki wiper, zapewniające dużą produktywność i dobrą jakość wykończenia powierzchni
 | | |
 | Adapter konwencjonalny | |
| Adapter z tłumieniem drgań | |
| Mniejsze siły skrawania (Fc) przy mniejszym promieniu naroża |
dla adapterów konwencjonalnych i z tłumieniem drgań |
Zespoły narzędzi i konserwacjaJeśli narzędzie z tłumieniem drgań jest stosowane w zespole, należy zadbać o prawidłowe mocowanie korpusu, aby nie dopuścić do uszkodzenia adaptera. Cienkie ścianki adapterów mogą łatwo ulec deformacji.
|  |

