Frezen
Productoverzicht
Er is een uitgebreid programma van standaard Silent Tools freesadapters beschikbaar, met HSK of modulaire Coromant Capto koppelingen. Wanneer geen van onze standaard adapters geschikt is, vraag dan om een maatwerkoplossing. Adapters voor sleuffrezen, ingebouwde dempers in grote zijvlakfrezen en lange snijkantsfrezen zijn ook beschikbaar als maatwerkoplossingen.
Vingerfrezen en rechte hoek vlakfrezen | Gedempte adapters voor vlakfrezen en rechte hoek vlakfrezen | |
| CoroMill® 390D | Gedempte adapters – Coromant Capto | Gedempte adapters – HSK |
 |  |  |
Cilindrische schacht of Coromant Capto back-end koppeling | Coromant Capto back-end koppelling (C4, C5, C6 en C8) | HSK back-end koppeling (HSK 63 en HSK 100) |
Wijd, dicht en extra dicht vertand | Uitgebreid programma van verwisselbare snijkoppen | Uitgebreid programma van verwisselbare snijkoppen |
DC: 20-40 mm (0.787-1.575 inch) | Koelvloeistof binnendoor | Koelvloeistof binnendoor |
| Uitsteeklengte: ≤ 5 x BD | BD: 40-80 mm (1.968-3.150 inch) | BD: 63-100 mm (2.480-3.937 inch) |
DMM: 16-32 mm (0.750-1.500 inch) | DMM: 16-27 mm (0.750-1.000 inch) | |
| Uitsteeklengte: ≤ 8 x BD | Uitsteeklengte: ≤ 8 x BD |
- Gedempte oplossingen vanaf 20–40 mm (0.79–1.57 inch) met geïntegreerde CoroMill 390 freesbeitels zijn leverbaar in het standaard assortiment
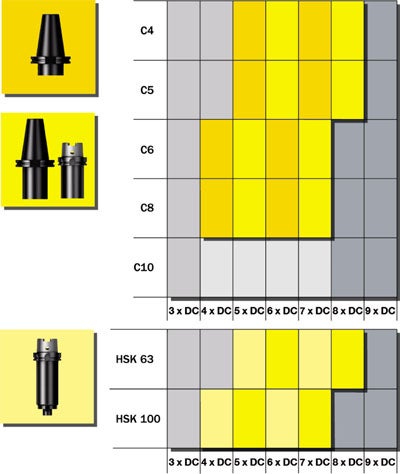
- Vanaf 40 mm (1.57 inch) en hoger, zijn er gedempte adapters leverbaar met Coromant Capto maten C4–C8, met standaard koelmiddel binnendoor doornbevestiging. Gecombineerd met een basishouder, kan de adapter een geassembleerd gedempt gereedschap zijn voor de meeste machine-interfaces
- Voor machines met HSK koppelingen; Geïntegreerde adapters zijn beschikbaar met een mogelijkheid om te assembleren met Sandvik Coromant HSK basishouders
- MSSC opname adapters zijn ook leverbaar in het standaard programma
| Adapter diam. BD | |||
| inch | mm | ||
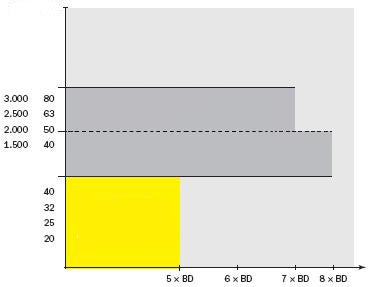 | Uitsteeklengte LU/BD |
 | Maatwerkproducten |
 | Coromant Capto® & HSK adapters voor roterende gereedschappen Gedempte adapter voor vlakfrezen en hoek frezen |
 | CoroMill® 390D Vingerfrees en hoek frees |
CoroMill® 390D – toepassingsgebied
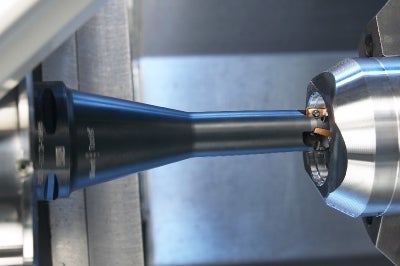
De CoroMill 390D is een echte productiviteitvergroter voor lange en slanke gereedschappen en werkt goed in zowel verticale als horizontale machines. De frezen zijn ontworpen voor reikwijdte en tegelijkertijd efficiënt bewerken dicht tegen spantangen aan in multi-task machines.
Het programma bestaat uit Coromant Capto maten C6, C5 en cilindrische schachten in diameter 20, 25 en 32 mm (0.79, 0.94 en 1.26 inch) met een reikwijdte van 3–5 maal de snijdiameter, DC.
- Hoge stabiliteit
- Groot programma van basishouders
- Eerste keuze voor closed reach
- Hoge stabiliteit
- Groot programma van basishouders
- Geïntegreerde multi-task spillen
- Eerste keuze voor open reach
- Coromant Capto® C5
- Coromant Capto® C6
- Cilindrische schachten
- CoroChuck™ 930 voor het nauwkeurig vasthouden van de frees
- Spantanghouders
Korte en lange basishouders
Met een combinatie van opnamedoornmontage op de adapters en basishouders met verschillende lengtes, zijn oplossingen beschikbaar voor de meeste toepassingen tot 8 x BD. Voor uitsteeklengtes boven de 8 x BD, of wanneer u andere specifieke vereisten heeft, dan zijn maatwerkoplossingen het beste alternatief.
| Ongedempt/massief |  |
Maatwerkoplossing |
Gedempte adapters voor vlakfrezen en rechte hoek vlakfrezen
- Cx-391.05CD
- 392.41005CD
Belangrijkste overwegingen
Werken met roterende gereedschappen verschilt met draaien, waar u een kotterbaar in een vaste gereedschapsbevestiging heeft, maar de meeste condities voor geslaagde bewerkingen zijn hetzelfde:
|  |
Reduceer trilling
Werkstuk set up en machine stabiliteit zijn twee belangrijke dingen waar rekening mee gehouden moet worden om trilling te minimaliseren.
Werkstuk
- Bevestig het werkstuk om de meest gunstige manier om de snijkrachten te ondersteunen die op gaan treden tijdens het bewerkingsproces
- Gebruik freesconcepten met een ontwerp- en instelhoek die snijkrachten genereren in de meest stabiele richting van het werkstuk
- Optimaliseer de bewerkingsstrategie en richting voor het verkrijgen van de meest stabiele snijconditie die mogelijk is
Machine
- De machineconditie heeft een grote invloed op de trilling. Overmatige slijtage van de spillager of het voedingsmechanisme resulteert in slechte bewerkingseigenschappen.
Alle Silent Tools gedempte adapters zijn ontworpen voor verschillende uitsteeklengten en met verschillende afgestelde dempers. De beste prestatie wordt bereikt door het gebruik van de geoptimaliseerde lengte in plaats van door het toevoegen van uitbreidingsadapters. Wanneer er een behoefte is voor meer dan 7–8 x BD, vraag dan om een maatwerkadapter.
Gebruik gedempte adapters voor zijn geoptimaliseerde gebied! |
Programma-richtlijnen
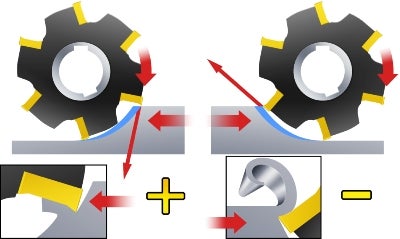
Een algemene regel voor het vlakfrezen is de frees constant in snede te houden in plaats van het uitvoeren van verschillende invoedingen in de lengte. Dit minimaliseert het aantal intredes en uittredes en voorkomt ongunstige belastingen van wisselplaten die tot een trilling zouden kunnen leiden.
 |  |
| In de snede draaien | Houd de frees constand in snede |
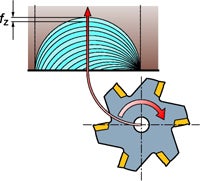
In de snede draaien
Draai met de klok mee in de snede voor dunne spanen, waarbij nul wordt benaderd bij het uittreden.
Deze aanpak voorkomt tillingsneigingen die veroorzaakt kunnen worden door een dikke-spaan-bij- uittreden benadering.
Freesrichting
Meelopend frezen is de eerste keuze voor de meeste freesbewerkingen. In sommige gevallen, wanneer de machine onvoldoende vermogen heeft of het werkstuk zeer buigzaam is, dan verdient tegenlopend frezen de voorkeur. Denk er aan dat de snijkracht de neiging heeft het werkstuk op te tillen bij het tegenlopend frezen. Dit moet zorgvuldig worden tegengegaan bij het opspannen van het werkstuk.
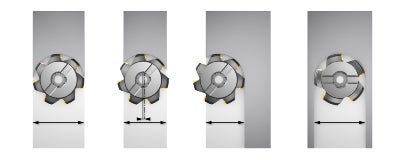
Positie en diameter
Bij algemeen vlakfrezen, moet de freesdiameter 20-50% groter zijn dan de snijbreedte en de frees moet iets uit het midden worden gepositioneerd. Positioneer de frees niet exact in het midden.
Wanneer de freesdiameter kleiner is dan het werkstuk, dan wordt aanbevolen dat de maximale snedebreedte 60-70% is van de freesdiameter.
Bij het sleuffrezen is het zeer belangrijk om het aantal wisselplaten dat aangrijpt te reduceren om trilling te voorkomen.
Trillingsinvloedfactoren
Er zijn vier basisfactoren die een grote invloed hebben op de trilling:
- Instelhoek/ intredehoek en snijkrachten
- Freesdiameter ten opzichte van de radiale snedediepte
- Wisselplaatgeometrie
- Freesspoed
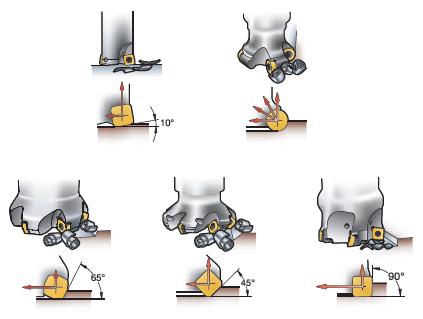
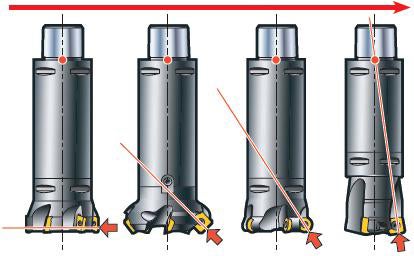
Intredehoek
De intredehoek is belangrijk omdat het de richting van de snijkrachten bepaald. Hoe groter de kappa hoek (KAPR), des te groter de radiale snijkrachten. Kies het freesconcept overeenkomstig het proces en de toepassing.
Wanneer de radiale snijkrachten toenemen, kunt u het verschil zien in functionaliteit tussen gedempte en ongedempte gereedschappen.
Met een kleine intredehoek, gecombineerd met een kortere uitsteeklengte, kan de maximale snedediepte op de frees worden bereikt voordat de trilling optreedt.
Verhoogde gereedschapstabiliteit | |||
 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Freesdiameter ten opzichte van de radiale snedediepte
Een kleinere gereedschapsdiameter zal de vermogens- en koppelvereisten reduceren evenals de afbuigende snijkrachten. De ratio van de freesdiameter in verhouding tot het radiaal aangrijpen moet kleiner worden gehouden dan een maximum waarde.
Wisselplaatgeometrie
De snijgereedschapgeometrie moet licht of medium zijn.
Silent tools limieten
Hoge temperaturen kunnen de werking van het dempingssysteem wijzigen. Gebruik lucht of koelmiddel wanneer mogelijk. Extreme n (tpm) kan ook de werking van het dempingssysteem reduceren.
Freesspoed
Wanneer er meerdere wisselplaten in contact zijn met het materiaal, dan neemt het risico op trilling toe. Zolang u werkt met snededieptes onder de kritische diepte voor trilling, is echter een verhoogd aantal wisselplaten productiever. Werk met zowel de radiale aangrijping en de vertanding van de frees om de beste prestatie te vinden. In de meeste gevallen is een grove vertanding de beste keuzen voor productief bewerken met gedempte gereedschappen.
Differentieel vertande freesHarmonische krachten veroorzaken trilling en een differentieel vertande frees is daarom een effectieve manier om trilling te minimaliseren. Het breekt de harmonische krachten en verhoogt zo de stabiliteit en is met name nuttig wanneer de ae hoog is en u lange uitsteeklengten heeft. | 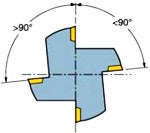 |
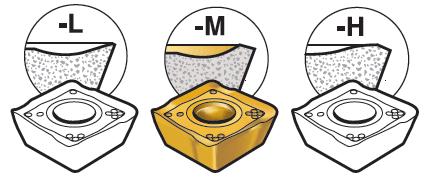
| Wijd vertand -L | Dichtvertand -M | Extra dicht vertand -H | ||
 |  |  | ||
| Differenteel vertande frees met gereduceerd aantal wisselplaten. Eerste keuze voor instabiele bewerkingen door de laagste snijkrachten. | Gelijkmatig of differentieel vertande frees, afhankelijk van het concept, met een gemiddeld aantal wisselplaten. Eerste keuze bij voorbewerken onder stabiele omstandigheden. | Gelijkmatig vertande frees met maximum aantal wisselplaten. Eerste keuze voor hoge productiviteit met lage ae (meer dan één snijkant in contact). |
Tips en hints, samenvatting
Hardmetaalsoorten en geometrieën
Kies een kleine snijkantafronding (ER). Ga van een dikke coating naar een dunne. Gebruik indien nodig niet gecoate wisselplaten. Gebruik scherpe en positieve wisselplaten met een spaanvormingscapaciteit.
Intredehoek
Hoe smaller de instelhoek, des te dunner de spaan, en des te verder weg deze zal verspreiden langs de snijkant. Dit maakt een hogere voeding per tand mogelijk. Een kleinere intredehoek zal ook meer van de snijkracht in axiale richting sturen en reduceert het risico van trilling.
Freesspoed
In de meeste gevallen is een grove vertanding de beste keuzen voor productief bewerken met gedempte gereedschappen. Gebruik een wijde vertanding voor het vertragen van de veranderingen in de snijkrachtrichtingen. Door het reduceren van het aantal wisselplaten zal vaak een significante toename in de axiale snedediepte mogelijk maken.
Voeding per tand
Een hogere voeding per tand kan een constante voorbelasting geven op de spil van het bewerkingsgereedschap en voorkomen dat de speling in de lagers wordt gebruikt.
Realiseer maximale Q
Kies eene tussen 60%–80% als startwaarden indien mogelijk. Reduceer het aantal wisselplaten om Q te maximaliseren. Dit is met name van belang bij het gebruiken van volledige sleufaangrijping.
Spaanverwijdering
Maak gebruik van perslucht om het hersnijden van spanen te voorkomen. Dit is met name van belang bij het frezen in diepe holtes. Bedenkt dan een wijdvertande frees meer ruimte heeft voor het evacueren van de spanen.
In- en uittreden
Voorkom situatie waar de hartlijn of de frees in lijn is met de rand van het werkstuk. In dergelijke situaties, verlaat de wisselplaat de snede wanneer de spaandikte maximaal is, hetgeen zeer grote schokbelastingen geeft bij in- en uittreden.