




Så används skärvätska vid avstickning och spårsvarvning

Användningen av skärvätska och smörjmedel har stor inverkan på bearbetningssäkerheten vid avstickning och spårsvarvning. Om de används rätt sänks temperaturen i skärzonen, och spånavgången förbättras.
Invändig kontra utvändig skärvätsketillförsel
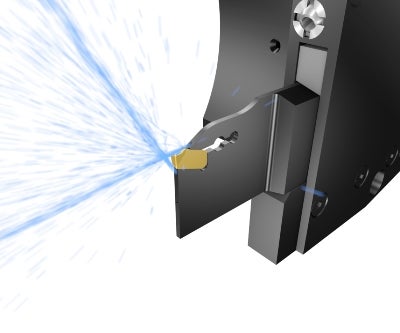
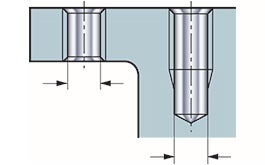
När man använder utvändig skärvätsketillförsel vid avstickning och spårsvarvning är den mängd skärvätska som kommer in i spåret mycket liten, särskilt i djupa spår. Därför blir kyleffekten också begränsad. Vid invändig skärvätsketillförsel med hög precision kommer skärvätskestrålarna åt skäreggen även i djupa spår.
Fördelar med precisionstillförsel av skärvätska
- Högre skärdata eller möjlighet att använda en segare skärsort
- Förbättrad spånkontroll och ytjämnhet
- Längre verktygslivslängd
Övre eller undre kylning? Eller både och?
Beroende på bearbetningsförhållandena kan du välja att använda verktyg med övre eller undre invändig kylning. Ibland behöver du bara det ena, men du får bäst effekt om du använder båda två samtidigt.
Effekterna av övre kylning
Övre kylning förbättrar spånkontrollen, vilket är nyckeln till lång verktygslivslängd och få maskinstopp. Skärvätsketillförsel uppifrån kan också minska löseggsbildningen.
Effekterna av undre kylning
Undre kylning sänker temperaturen och minskar samtidigt fasförslitningen. Det förbättrar också spånavgången. En lägre temperatur gör det möjligt att använda mjukare skärsorter med potentiellt bättre livslängd och skärdata. I kombination med segare skärsorter kan man uppnå en mer förutsägbar och säker bearbetningsprocess. Undre kylning är bra i långa ingrepp där temperaturen ofta utgör en begränsning.
Skärvätskans påverkan i olika material
Kyleffekten blir störst när man bearbetar material med låg värmeledningsförmåga, t.ex. rostfria stål och varmhållfasta superlegeringar. Skärvätskan har också stor inverkan på kletande material, som stål med låg kolhalt, aluminium och duplext rostfritt stål.
Olika materials unika egenskaper vad gäller bearbetbarhet
Rekommendationer
Använd rätt tryck
Enkelt uttryckt: ju högre skärvätsketryck, desto längre livslängd och bättre spånkontroll. Det finns dock undantag. I vissa fall kan skärlivslängden faktiskt sjunka när man använder tryck över 100 bar (1450 psi). Lågt skärvätsketryck kan förbättra livslängden och spånkontrollen i viss grad, medan skärvätsketryck i det högre intervallet 30–80 bar (435–1160 psi) förbättrar båda betydligt.
Undvik alltför låga temperaturer och löseggsbildning

För låg temperatur kan orsaka löseggsbildning på skäret
För låga temperaturer riskerar att sänka skärlivslängden, framför allt när man bearbetar rostfria stål. Det leder till löseggsbildning (BUE). Om det inträffar kan du behöva öka temperaturen. Det gör du bäst genom att:
- Öka matning och hastighet. När du använder invändig skärvätsketillförsel ökar du skärhastigheten med 30 till 50 %
- Om löseggsbildning uppstår vid avstickning mot mitten, stänger du av skärvätsketillförseln efter att maskinens varvtalsgräns har uppnåtts
Torr fräsning eller med skärvätska
Fräsning är till sin natur en intermittent process. Det gör att de temperaturer som... chevron_right
Så appliceras skärvätska vid svarvning
Spånavgång, kylning och smörjning mellan verktyget och materialet i arbetsstycket... chevron_right
Olika aspekter på skärvätska
I vissa fall kan det vara miljömässigt och kostnadsmässigt fördelaktigt att bearbeta... chevron_right
Tips för gängsvarvning
Ett vanligt problem vid gängsvarvning är att spånorna lindar sig runt robotar, chuckar,... chevron_right
