
Invändig spårsvarvning
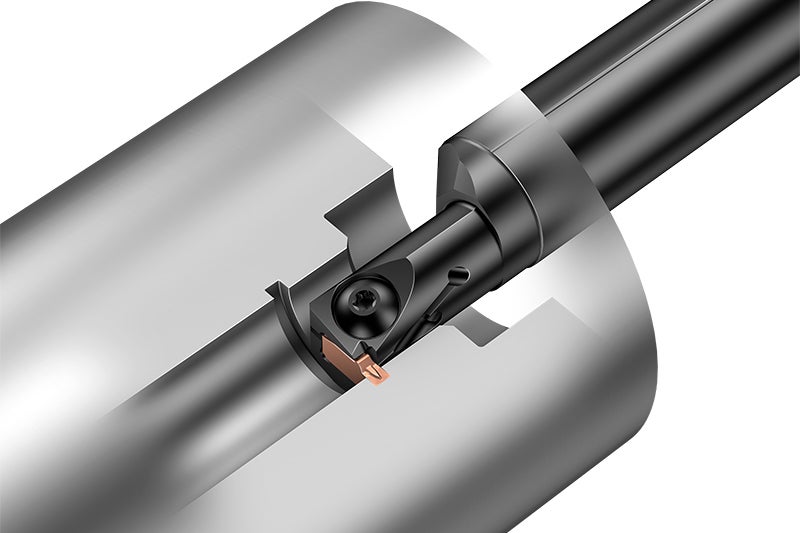
Två utmaningar vid invändig spårsvarvning är långa överhäng och dålig spånavgång. Långa överhäng kan innebära problem med både avböjning och vibrationer. Vibrationer och dålig spånavgång kan orsaka skärbrott. Svårigheter med spånavgång kan också leda till dålig ytjämnhet. Den vanligaste processen för invändig spårsvarvning är radiell spårsvarvning, med fler instick med ett skär (A) eller instickssvarvning (B) kan också användas.
Invändig spårsvarvning – applikationstips
- Precisionstillförsel av skärvätska med kraftigt flöde förbättrar spånkontrollen och spånavgången
- Mindre bom förbättrar spånavgången men minskar stabiliteten
- För att undvika vibrationer ska uppspänningen ha kortast möjliga överhäng med mest lättskärande möjliga geometri
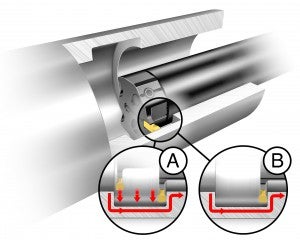
- Man kan undvika vibrationer genom att använda flera passeringar med ett smalare skär. Avsluta med en finbearbetningsoperation (se bild (A) till höger)
- Ett invändigt spår kan också göras med ett enda ingrepp följt av instickssvarvning (B). Starta inifrån och dragsvarva utåt för att uppnå bästa spånavgång
- Använd en mindre skärbredd och hörnradie för att få lägre skärkrafter
- För noggrann bearbetning med lägre vibrationer och exakt höjd, använd en fixtureringslösning som är konstruerad för detta, som EasyFixTM-hylsor
Använd hårdmetallförstärkta, vibrationsdämpade bommar när överhänget är 5−7xD
L = 5−7xD
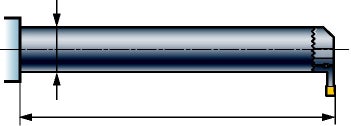
Använd vibrationsdämpade eller hårdmetallförstärkta bommar när överhänget är 3−6xD
L = 3−6xD
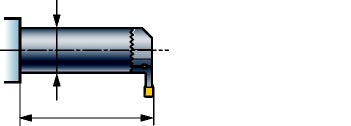
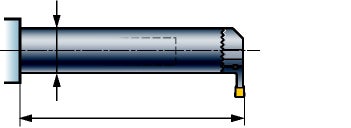
Använd stålbommar för överhäng under 3xD,
L ≤ 3xD
Strategier vid invändig spårsvarvning
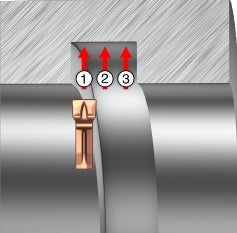
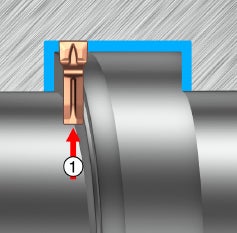
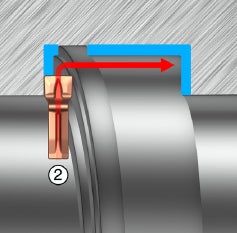
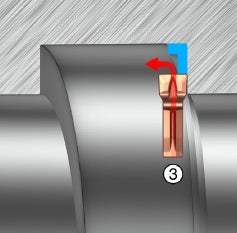
Grovbearbetning med radiell matning
Starta alltid närmast hålets botten (1) och arbeta utåt för att ge plats åt spånorna. Använd rekommenderad matning. Efterföljande passeringar (2, 3) ska vara 0,5–0,8 × skärbredden. Eftersom skärkraften nu är mindre kan du öka matningen med 30‒50 %.
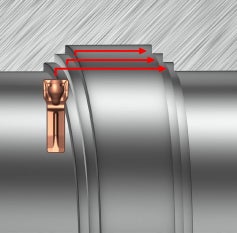
Grovbearbetning med sidsvarvning
Sidsvarvning ger bättre spånkontroll och spånbrytning. Börja närmast hålets botten och bearbeta utåt mot ingången. Mata inte i riktning från och mot skuldran, lämna 0,2 mm (0,008 tum) steg mellan passeringarna.
Sidsvarvning är en stabilare process än bearbetning med radiell matning eftersom det då genereras lägre radiella krafter som orsakar vibrationer. Var medveten om att sidsvarvning är mindre produktiv än radiella ingrepp på grund av det lägre skärdjupet (ap).
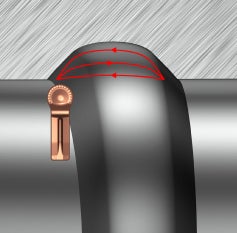
Grovbearbetning med icke-linjär verktygsväg
En icke-linjär verktygsväg ger bättre spånkontroll och längre verktygslivslängd. Skärets förslitning fördelas längs en stor del av skäreggen. -RM-geometrin är optimal för icke-linjära verktygsvägar. Icke-linjär svarvning är användbar när detaljens botten har stora radier.
Finbearbetning
Det är alltid lite besvärligt att uppnå bra spånkontroll vid finbearbetning, framförallt när det handlar om att bearbeta hålkäl. Det är viktigt att separera det material som ska tas bort genom att utföra tre passeringar.
- Gör alltid första sticket nära den hörnradie som ligger närmast hålets botten.
- Börja den andra passeringen närmast botten på spåret och bearbeta till hörnradien på innerdiametern.
- Den tredje passeringen jämnar till spårets vägg närmast hålets ingång och hörnradien.
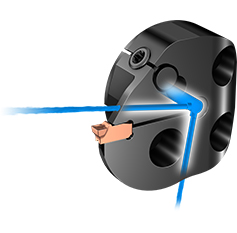
Invändig skärvätsketillförsel
Använd verktyg för invändig spårsvarvning med invändig skärvätsketillförsel även om det maximala skärvätsketrycket i din maskin är lågt. Tillförsel av skärvätska förbättrar spånavgången och minskar risken för spånstockning i spåret, särskilt i djupa spår inuti ett hål. Använd ett så högt skärvätsketryck som möjligt för att uppnå en bättre spånavgång.
Invändig svarvning
Invändig svarvning innebär att arbetsstyckets innerdiameter bearbetas. Två utmaningar... chevron_right
Verktygsväg och spånbildning
Korrekt verktygsväg och spånbildning är viktiga faktorer för att uppnå en säker skäregg... chevron_right
Tips för gängsvarvning
Ett vanligt problem vid gängsvarvning är att spånorna lindar sig runt robotar, chuckar,... chevron_right
Gängsvarvning
Gängsvarvning är en krävande operation där det kan vara svårt att uppnå god spånkontroll... chevron_right
