
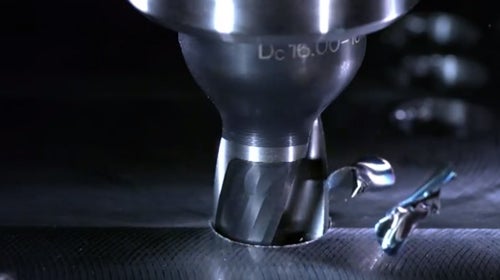
CoroDrill 870
CoroDrill® 870 헤드 교환형 드릴을 사용하면 시간을 절약하고 생산성을 향상시키고 홀당 비용을 줄일 수 있습니다. 고객의 요구에 맞게 설계된 CoroDrill 870은 H9-H10 홀 공차 영역에 적합한 직경 범위, 스텝 및 길이를 통해 가공 작업을 최적화합니다.

드릴 헤드 선택
PM 4334 - ISO P, N 및 티타늄 가공에서 우선 추천 MM 2334 - ISO M 및 인코넬 가공에서 우선 추천 KM 3334 - ISO K 가공에서 우선 추천 GP 4334 - 모든 ISO 소재를 위한 기초 홀 팁 드릴
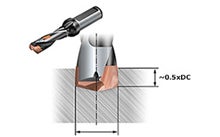
깊은 홀의 드릴링 방법
6xD보다 깊은 홀을 드릴링할 때는 최상의 홀 품질을 위해 기초 홀이 필요합니다.

홀딩 공구
생산성, 공구 수명, 홀 품질 및 안정성 측면에서 공구 성능을 극대화하려면 런아웃 최소화가 필수적입니다.
런아웃을 최소화하려면 씰링된 콜릿과 함께 CoroChuck 930을 사용하십시오.

인서트 장착
팁을 지지면 쪽으로 가볍게 누르면서 드릴 바디에 표시된 권장 토크로 스크류를 조이면 쉽고 빠르게 공구를 장착할 수 있습니다.
팁을 단단히 고정하도록 토크 스크류 드라이버를 사용하는 것이 바람직합니다.
적용 팁



권장사항
내부 절삭유
- 안전한 칩 배출을 위해 내부 절삭유 사용이 권장됩니다.
- 절삭유를 충분히 공급하고 공급업체로 부터 유제 농도 권장사항을 확인하십시오.

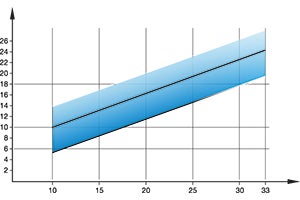
절삭유 권장사항
- 깊은 홀을 드릴링할 때는 칩이 적절히 배출될 수 있도록 절삭유 유량이 충분해야 합니다.
- 절삭유의 최소 권장 수준은 인접한 그림에 따라 제공됩니다.
항상 가장 짧은 드릴 바디를 사용하십시오.
- 드릴 바디 길이를 최소로 유지하면 드릴링 가공에서 강도와 안정성이 향상됩니다.
- 접근 길이가 긴 작업에서는 칩 플루트 없이 드릴 바디를 연장할 수 있는 CoroDrill® 870 주문 제작 옵션을 사용하십시오.

성능 극대화를 위한 주문 제작 팁 사용
- 드릴 팁의 날카로운 절삭날이 이송력과 구성인선 위험을 감소시킵니다.
- 코너 반경이 더욱 강한 코너를 제공하고 일부 적용에서는 공구 수명을 향상시킬 수 있습니다. 또한 출구 버도 최소화합니다.
추가 정보:
자세한 주문 제작 관련 정보는 드릴링 가공 전문가에게 문의하시기 바랍니다.

주요 제품
회전 가공에서 공구 런아웃 최소화
솔리드 초경 및 팁 교환형 드릴에서 공구 런아웃을 감소시키는 방법에 대한 샌드빅 코로만트 팁 동영상.



용도
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형